压力和压力是描述材料对力的反应方式的两个最重要的概念。应力是负载下材料中每单位区域的内力,而应变是由施加力引起的材料形状的变形或变化。
但是,压力与压力之间的关系远远超出了理论 - 这对于合理的工程决策至关重要。通过并排比较它们,我们可以更好地预测材料的性能,可以安全变形的程度以及何时失败。本文探讨了他们的定义,差异,关系和实际应用。
在我们详细了解详细信息之前,您可能会发现此简短的介绍性视频和压力很有帮助:
什么是压力?
压力是材料产生以抵抗外部负载的每单位面积的内力。从显微镜上讲,施加的载荷会引起反对变形并“固定”结构的原子间力。这种内部阻力是我们衡量的压力。
根据如何施加负载,压力被归类为:
- 拉伸应力(σt)和压力应力(σc):这些是垂直于横截面区域的正常应力。
- 剪切应力(τ):由与横截面区域平行作用的切向力引起的。
- 扭转应力(τt):扭矩或扭曲引起的剪切应力的特定形式。
其中,拉伸压力是工程设计中最根本的压力类型。计算公式是:

在哪里:
- σ=压力(PA或N/m²;有时PSI)
- f =施加力(n)
- a =施加力的原始横截面区域(m²)
如何测量材料的应力
直接测量应力是不可能的,因此,我们必须测量施加的力或结果变形。以下是关键测量技术的简洁概述:
| 方法 /技术 | 原则 | 测量设备 /工具 | 准确性和精度 | 常见应用 |
| 通用测试机(UTM) | 测量力(F),计算应力= f/a | UTM具有集成负载电池 | ★★★★★(高精度) | 基本材料测试:应力 - 应变曲线,机械性能评估 |
| 应变量表 | 测量应变(ε),通过σ= E·ε
计算应力(假设线性弹性) | 应变计,数据采集系统 | ★★★★☆(高) | 组件应力分析;疲劳评估;嵌入式结构监测 |
| 延伸计 | 衡量规格的变化,计算ε和σ | 接触或非接触式延伸仪 | ★★★★☆(高) | 标本的拉伸测试;验证弹性模量和屈服应变 |
| 数字图像相关(DIC) | 光学方法,跟踪全场表面变形 | 高速相机系统,DIC软件 | ★★★★☆(全场) | 全场应变分析;裂纹跟踪;物质不均匀研究 |
| 超声应力测量 | 在压力下使用材料的波速变化 | 超声波探测器 | ★★★☆☆(中度) | 残余应力检测;焊接接头和大型结构的应力监测 |
| X射线衍射(XRD) | 测量由内部压力引起的晶格失真 | XRD衍射仪,专业软件 | ★★★★☆(高精度;位于表面层) | 薄膜,焊接区域,金属和陶瓷中的表面残留应力 |
| 光弹性 | 通过光学干扰条目在透明双折射材料中可视化压力 | 偏振光设置和双重聚合物模型 | ★★★☆☆(对半定量定性) | 教育演示;透明模型中的实验应力分析 |
| 微/纳米级表征技术 | EBSD,微拉曼,纳米凹陷等技术提供微观或纳米级应变/应力映射 | 电子或基于激光的系统,图像分析软件 | ★★★★☆(高精度;局部微/纳米尺度) | 微电子,薄膜,纳米构造,复合界面行为 |
什么是应变?
应变是对材料进行外力时材料发生的相对变形的量度。它表示为无单位数量或百分比,代表长度(或其他维度)对原始长度(或尺寸)的变化。
应变的类型对应于施加的应力:拉伸应变,压缩应变或剪切应变。
正常应变的公式是:
在哪里:
- ϵ =应变(无量纲或以%表示)
- Δl=长度变化
- l0=原始长度
如何测量材料应变
各种方法可用于测量应变。最常用的技术是应变测量值和伸展指标。下表总结了测量材料应变的常见方法:
| 方法 | 感知原理 | 传感器 /传感器 | 测量场景 | 评论 |
| 应变量表 | 阻力变化 | 箔型应变量表 | 静态或低频应变;常用 | 广泛用于行业;低成本;需要粘合键和布线连接 |
| 延伸计 | 位移 | 夹式 /接触式延伸计 | 材料测试;全截面测量 | 高准确性;不适合动态测试或高度局部应变 |
| 数字图像相关(DIC) | 光学跟踪 | 相机 +斑点图案 | 全场应变映射;裂纹繁殖;复杂形样品 | 非接触; 2D/3D变形映射;昂贵的系统 |
| 压电传感器 | 压电效应 | 压电膜或水晶 | 动态应变,压力,冲击,振动 | 高频响应;不适合静电测量 |
| 纤维bragg光栅(FBG) | 光学(布拉格反射) | FBG光纤传感器 | 长距离的分布式或多路复用测量 | 免疫EMI;适合航空航天,能源和智能结构 |
| 激光多普勒振动仪(LDV) | 多普勒效应 | LDV激光探针 | 动态应变/速度测量和表面振动分析 | 非接触;高分辨率;昂贵的;对表面条件敏感 |
压力与应变的关键差异
以下是一个简短的表,提供直接概述:
| 方面 | 压力 | 拉紧 |
| 公式 | σ= f / a | ε=Δl /l₀ |
| 单位 | PA(N/m²)或PSI(LBF/in²) | 无量纲或% |
| 原因 | 外力 | 压力引起的变形 |
| 影响 | 产生内力来抵消外部负载;如果过高 | 改变材料的几何形状;可在弹性极限内回收,永久性超出产量点 |
| 行为 | 材料必须抵抗的每个区域的内力。根据分配,它可能导致压缩,张力,弯曲或扭转 | 描述了在施加的应力下材料变形的程度。可以是弹性的或塑料的 |
压力和压力如何相互关系
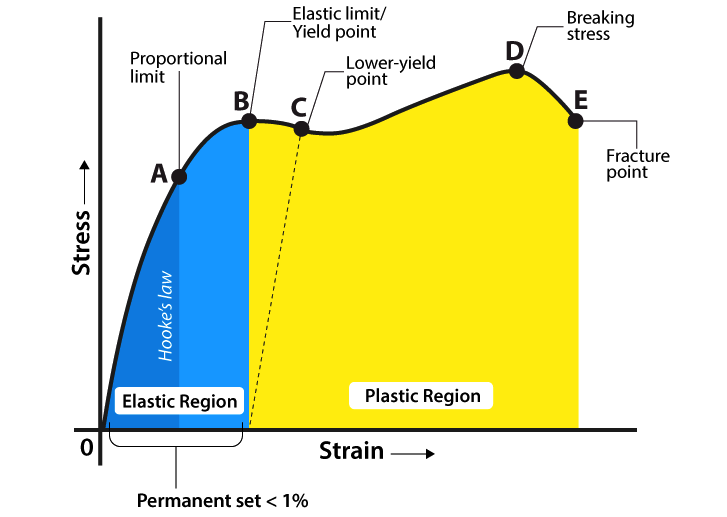
压力会导致应变。应力 - 应变曲线图可以通过针对施加的应力绘制应变(变形)逐渐增加载荷的变形。让我们回顾一下其要点:
1。弹性区域(点O – B)
线性区域(O-A):按照胡克定律,压力和压力完全成比例。该线性部分以比例极限结束,其斜率是弹性的模量(Young的模量),表明材料的刚度。在此范围内,变形是完全弹性的:一旦卸下负载,材料就会返回其原始形状。
(非线性A区):该材料仍然具有弹性,也就是说,变形是完全可恢复的,但是这种关系变成了非线性,这意味着胡克定律不再适用。因此,B点被称为弹性极限:它表示材料可以轻轻承受的最大力,而该区域OB被称为弹性区域。
2。塑料区域(点B向上)
屈服(B-C):在B点后,材料进入塑料区域并变形变为永久性。点B也称为上屈服点,在该点突然摆脱障碍物,因此即使材料继续伸展,所需的负载也会短暂下降。应力下降到c点 - 较低的屈服点,在该材料以永久(塑料)方式延伸时,应力水平几乎保持恒定。
请注意,在低碳钢中,清晰的“上部→下部”产量(B→C)最明显。其他合金通常会更平稳地转换为塑性变形而没有明显的应力下降。
应变硬化(C – D):在点C之后,材料的工作变硬:随着位错的积累和相互作用,金属对进一步流动的抗性增加。尽管该部分继续稀薄且细长,但对变形的耐药性增加会使工程应力更高,直到达到D点的最大值最终的拉伸强度(UTS)。这是原始仪表部分在测试条件下可以维持的最高负载。
颈部和断裂(D – E):除了点外,局部颈部开始开始,导致一个区域的横截面区域迅速减少。在工程应力 - 应变曲线中,随着材料的负载能力下降,记录的应力下降。最终,颈部区域无法再维持负载,并且在E点处的样品骨折表示材料在失败时的总伸长率。
什么是扬的模量?
在O和A之间的弹性区域内,应力与应变之间的比例关系由Young的模量(也称为弹性模量或拉伸模量)定义。该值通过胡克定律量化了材料的刚度:
E =应力 /应变
从数学上讲,也就是:
E =σ /ε
其中E是Young的模量,带有PA或N/M2单位。模量越高,在给定应力下材料变形越少。
不同材料中的压力和应变的例子
由于其独特的应力 - 应变行为,不同的材料在负载下的反应不同。以下是一些在实践中说明这一点的例子:
建筑物框架的钢
在高层建筑物中,结构钢I梁和圆柱具有死亡和活载荷引起的压缩应力(设计应力通常限制在250 MPa左右)。具有200 GPA的幼年模量,产率的相应弹性应变仅为0.125%(ε=σ/E)。超出产量点,在骨折前还可以维持10-20%的塑性菌株(最终拉伸强度为400-550 MPa)。实际上,工程师使用的安全系数在1.5到2之间,使工作压力保持在150 MPA以下,以防止屈曲或永久变形。
飞机结构中的铝
在起飞,着陆和湍流期间,铝合金(例如2024-T3和7075-T6)经历了高达300 MPa的交替应力和压缩应力。它们的70 GPA模量产生的弹性菌株为0.4-0.5%,约为相同应力下的钢的三倍。这些合金具有500-600 MPa的高度最终优势,总伸长率为10-15%。疲劳寿命(在10°至10循环之间)通过监测应变幅度和裂纹增长速率来管理,以确保在使用寿命中耐用性。
汽车轮胎的橡胶
橡皮车轮胎在旋转并在道路表面变形时经历了重复的张力和压缩周期。橡胶化合物的拉伸强度为15-25 MPa,弹性模量低(1-10 MPa),但可逆菌株为300–600%(一些高性能配方超过1000%)。这种较大的可回收变形使轮胎能够符合道路不规则性并吸收冲击。设计人员还考虑粘弹性滞后(能量损失)和数百万个负载周期下的疲劳裂纹生长,以确保长期耐用性和牵引力。
结论
应力 - 应变曲线揭示了关键的机械性能 - 弹性模量,屈服强度,最终拉伸强度,延展性和韧性 - 指导材料选择。通过分析应力如何分布和诱导应变,工程师可以预测变形并验证组件是否安全地保留在弹性区域中,以应对产量或屈曲等极限。
在Chiggo,我们将深层材料专业知识与高级结合CNC加工帮助您的设计栩栩如生。我们的团队已准备好作为您值得信赖的合作伙伴来支持您最艰难的项目,以延长质量和效率的每一步。立即与我们联系以了解更多呢
常问问题
1。工程应变和真正的应变有什么区别?
假设仪表长度保持恒定,则将工程应变简单地计算为长度除以原始量规长度的变化。相比之下,真正的应变跟踪每个微小长度相对于标本不断变化的长度而变化,并在整个变形过程中整合了这些增量菌株。对于小变形,两者几乎相等。但是,随着变形的增加,工程应变低估了实际变化,而真正的应变提供了精确的度量。
2。弹性与刚度相同吗?
否。通过Young的模量定量的刚度是材料对弹性变形的抗性(应力 - 应变曲线的斜率)。弹性是该材料可以在该弹性范围内吸收的每单位体积的可回收能量(曲线下的面积至产量)。