As various industries increasingly demand complex shapes and high-precision components, along with the application of new materials, traditional 3-axis machining can no longer meet these needs. Consequently, CNC (Computer Numerical Control) multi-axis machining technology has rapidly advanced. Today, the most sophisticated CNC machines can achieve simultaneous control of up to 12 axes. Among these, 5-axis machines are the most popular and widely used.
There are two main types of 5-axis CNC machines: 3+2 axis machines and simultaneous 5-axis machines. However, some machinists and designers often confuse them. Are their mechanisms identical? If not, what are the differences between them? In this article, you will find the answers. Let's first delve into the concepts of these two machining approaches.
What Is Simultaneous 5-Axis Machining?
To better understand simultaneous 5-axis machining, let's first explain what an axis count entails in CNC machining. An axis count refers to the number of directions in which the cutting tool (or worktable) can move to create the desired product. Essentially, the more axes a machine possesses, the greater the range of movement and rotation becomes for the tool and worktable, ultimately enabling the production of more complex and precise components.
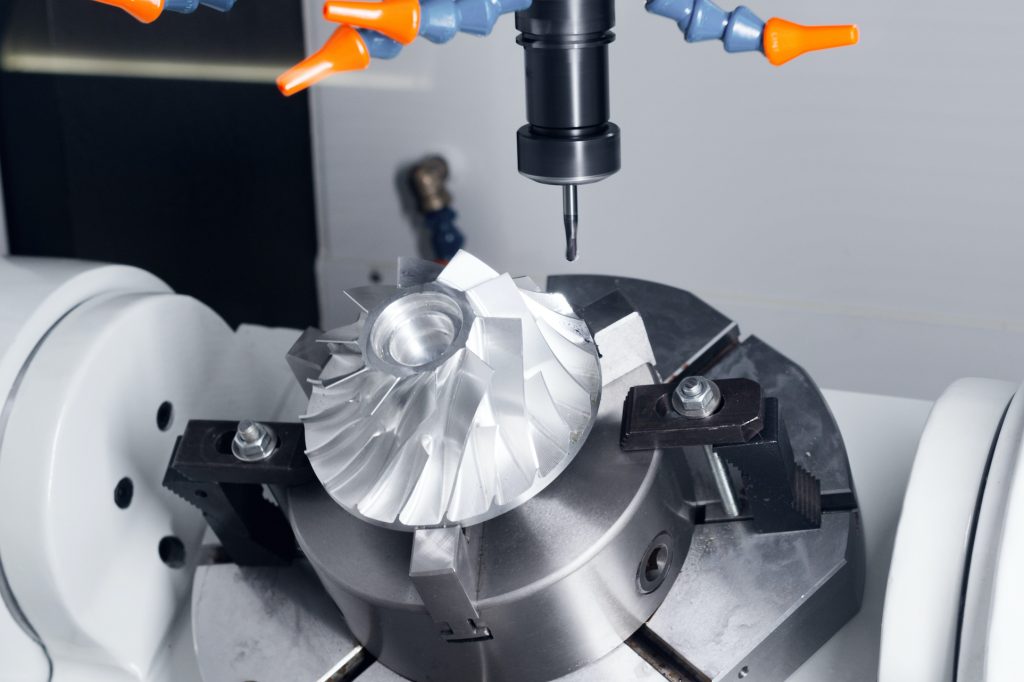
Simultaneous 5-axis machining, also known as full continuous 5-axis machining, is an advanced form of CNC machining that involves the use of three linear axes operating simultaneously with two rotational axes to produce intricate parts with high precision and efficiency. The five axes are:
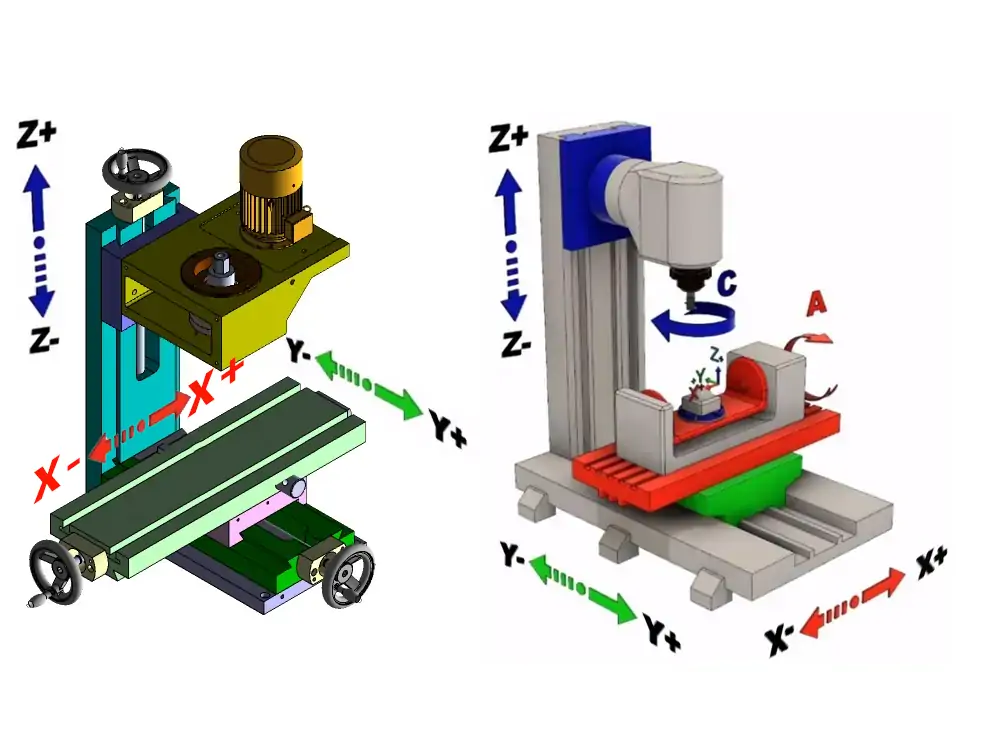
X, Y, and Z Axes (Linear Axes):
These are the three primary linear axes along which the cutting tool or workpiece can move.
X-axis: Horizontal movement (left and right) Y-axis: Horizontal movement (forward and backward) Z-axis: Vertical movement (up and down)
A and B Axes (Rotational Axes):
These are the two additional rotational axes, allowing the workpiece or cutting tool to tilt or swivel.
A-axis: Rotation around the X-axis (tilting forward and backward) C-axis: Rotation around the Z-axis (rotating clockwise and counterclockwise)
The specific configuration of these axes can vary based on the type of 5-axis CNC machine. In some cases, the machine may use the B-axis (rotation along the Z-axis) instead of the C-axis (rotation along the Z-axis). Regardless of the configuration, full continuous 5-axis machining allows both the tools and the workpiece to move simultaneously, enabling the machining of five faces of a workpiece in a single setup. This eliminates the need to move workpieces across multiple workstations or pieces of equipment, resulting in shorter cycle times and better accuracy.
What Is 3+2 Axis Machining?
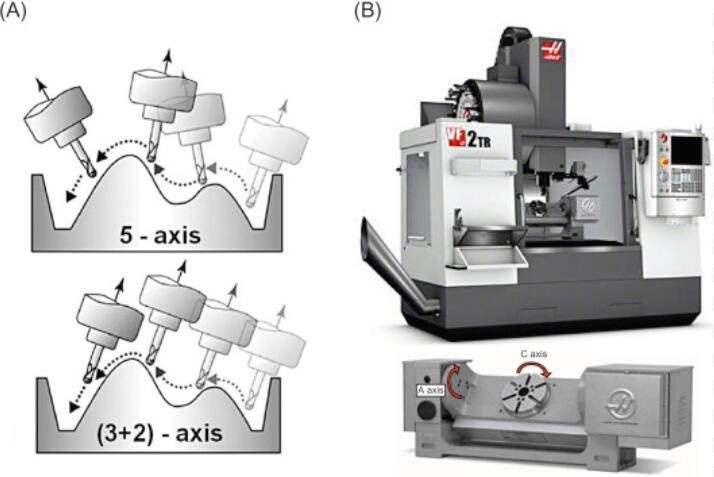
3+2 axis machining, also known as positional 5-axis machining, uses a 5-axis machine but does not fully exploit its full 5-axis simultaneous motion capability. In 3+2 axis machining, the two rotational axes (chosen from the A, B and C axes) are used to tilt and rotate the workpiece into a desired position. Once positioned, typical 3 axis machining can be carried out, using only the X, Y, and Z axes.
This makes 3+2 axis machining more similar to traditional 3-axis machining. Although it utilizes the hardware of a 5-axis machine, the two rotational axes are fixed for positioning during the machining process, so the cutting phase of 3+2 axis machining is more akin to traditional 3-axis machining.
However, it’s worth noting that 3+2 axis machining allows the use of shorter, more rigid cutting tools that can be angled toward the workpiece surface when compared with conventional 3-axis machining or simultaneous 5-axis machining. This capability provides significant advantages in roughing and high-speed machining, as it enables the rapid removal of large amounts of material. Additionally, the shorter tools can more easily reach difficult areas, such as the interiors of cavities and steep walls. This makes 3+2 machining particularly well-suited for moldmaking and other applications involving curves or angled tubular shapes.
Simultaneous 5-Axis vs. 3+2 Axis Machining: Their Advantages and Disadvantages
Based on the previous introduction, the key difference between simultaneous 5-axis machining and 3+2 axis machining lies in the way the axes are used during the machining process. Unlike simultaneous 5-axis machining where all five axes move continuously during the machining process, 3+2 axis machining involves positioning the workpiece at fixed angles and then machining with the three linear axes.
While simultaneous 5-axis machining can perform nearly all the functions of 3+2 Axis machining, it does not mean that all projects require full continuous 5-axis CNC machining. In some cases, 3+2 axis machining may be more efficient. To determine the best choice between 5-axis and 3+2 machining, it is essential to understand their respective advantages and disadvantages.
Advantages of Simultaneous 5-Axis CNC Machining
5-axis CNC machining offers numerous advantages, making it a preferred choice in various high-precision and high-complexity manufacturing applications. Here are some of the key benefits:
Capability to Create Complex Geometry
The ability to move all five axes simultaneously allows for dynamic adjustment of the tool’s angle and position, providing better access to difficult-to-reach areas of the workpiece. This enables the machining of highly complex geometries, such as deep cavities, undercuts, freeform surfaces, and intricate contours, that would be very difficult or impossible with other methods.
High Efficiency (Including Reduced Setup Time, Reduced Tool Changes)
5-axis machines minimize the need for multiple setups and repositioning by enabling the machining of multiple sides of a part in a single setup. This uninterrupted process reduces downtime, increases overall throughput, and leads to faster production cycles. Additionally, optimized tool paths reduce stress and heat on the cutting tool, extending its life. Longer tool life means fewer interruptions for tool replacement or maintenance, resulting in more continuous and efficient machining operations.
Improved Surface Finish and Accuracy
The continuous movement of the tool across the workpiece ensures smoother surface finishes with fewer tool marks. Additionally, machining parts in a single setup eliminates errors from multiple repositioning, significantly enhancing overall precision.
Greater Innovation Potential
The advanced capabilities of 5-axis machining open up new possibilities for design and innovation. Engineers and designers can push the boundaries of what is possible, creating more intricate and sophisticated parts that meet the evolving demands of various industries.
Disadvantages of 5-Axis CNC Machining
Despite its advantages, 5-axis CNC machining also has certain limitations:
High Cost
Simultaneous 5-axis CNC machines are significantly more expensive than traditional 3-axis or even 3+2 axis machines. Additionally, the maintenance costs for these machines are higher due to their numerous moving parts and sophisticated control systems that require regular servicing and calibration. Moreover, operators need specialized training to effectively operate 5-axis CNC machines.
Complex Programming
Programming for 5-axis machining is more complex and requires specialized CAM (Computer-Aided Manufacturing) software and highly skilled operators. Furthermore, the process is time-consuming, necessitating detailed planning and verification to ensure accurate and efficient toolpaths. This complexity can lead to increased training costs and longer setup times.
Limitations in Certain Applications
When the cutting tool operates at an inclined angle, the cutting force no longer acts directly along the tool axis but rather at a certain angle to the tool. This results in uneven force distribution, increasing the likelihood of tool vibration. In addition, if the tool holder is too wide, it restricts the freedom of the tool at an inclined angle, increasing the risk of interference between the tool and the workpiece or fixture. An excessively wide tool holder can also cause the tool's center of gravity to shift, making it more susceptible to lateral forces during inclined angle cutting, which increases vibration and instability. In such cases, 3-axis machining may be more appropriate.
Advantages of 3+2 Axis CNC Machining
3+2 axis CNC machining offers several unique advantages that make it a valuable option in precision manufacturing:
Generate Relatively Complex Features
3+2 axis machining allows for shorter, more rigid cutting tools, making it particularly suitable for fabricating steep walls, undercuts in cavities, and other intricate features. The ability to position the workpiece at specific angles allows for the creation of complex geometries than 3 axis CNC machining.
Simplified Programming
Programming for 3+2 axis machining is generally simpler compared to simultaneous 5-axis machining, as the toolpaths are generally linear once the rotational axes are positioned. Programmers can more intuitively understand and plan the toolpaths without having to deal with complex geometric transformations and rotational angles.
Reduced Setup Times
When you need to machine five or more surfaces, if using traditional 3-axis machining, you will have to stop the spindle multiple times for frequent tool changes and repositioning. However, 3+2 axis machining can overcome this challenge. Through one single setup, 3+2 axis machining is able to complete the process at one time for five different sides of a part, which obviously reduces the overall setup times.
Reduced Vibrations
In 3+2 axis machining, the rotational axes are locked during cutting, which means the tool orientation is fixed and does not change dynamically during the machining process. This reduces the potential for vibrations that can occur when the tool orientation continuously adjusts in simultaneous 5-axis machining. The reduced vibrations enhance machining accuracy and stability.
Relatively Cost-Effective
3+2 axis machining is generally more cost-effective than simultaneous 5-axis machining because it involves simpler programming, reduced machine costs, and fewer maintenance requirements. Despite these cost advantages, 3+2 axis machining still offers significant flexibility and the ability to machine complex geometries by positioning the workpiece at specific angles.
Disadvantages of 3+2 Axis Machining
Tool Access Limitations
In 3+2 axis machining, the workpiece is rotated into a specific orientation to access specific surfaces. This limits the tool's access to some areas, especially those that are recessed or hidden by the workpiece's shape. Complex internal geometries may require additional setups or alternative machining strategies.
Increased Machining Time
To machine different surfaces of complex parts in 3+2 axis machining, the tool spindle is often set at specific angles and held fixed. Covering all necessary surfaces may require multiple tilted orientations, which can lead to overlapping tool paths and increased machining time.
Additional Finishing Required
In some cases, 3+2 axis machining may leave behind rough surfaces and blend lines appear between individual toolpath segments. Therefore, there requires additional finishing operations to achieve the desired surface quality.
Full 5-Axis vs. 3+2 Axis Machining:Which One Is Better?
Both technologies have their unique advantages and limitations. The choice between simultaneous 5-axis machining and 3+2 axis machining largely depends on the specific scenarios. To make it more intuitive, we've summarized their characteristics in below table for your reference:
Simultaneous 5-Axis Machining
3+2 Axis Machining
Advantages
▪Unparalleled production efficiency ▪Capable of machining more complex shapes and accuracy ▪No special fixture is needed ▪Reduce special cutting tools ▪Eliminate blend lines, no polishing required
▪Shorter, more rigid cutting tools can be used. ▪Simplified programming ▪Reduced vibrations ▪Relatively more cost-effective
Limitations
▪Programming complexity ▪High machine cost ▪Specialized training for operators ▪Not available in certain applications
▪Tool access limitations ▪Increased machining time ▪Post-processing finishing required
Here are some helpful considerations when you make the choice:
1. If cost is a primary concern, you may prioritize using 3+2 axis machining. This is because 3+2 axis machining combines the flexibility of 5-axis machines with the cost-effectiveness and programming simplicity of 3-axis machines, offering a range of notable advantages as mentioned earlier.
Furthermore, many shops already have 3-axis machines that can be upgraded to perform 3+2 axis machining with minimal investment, such as installing rotating axes and upgrading control software, making it an attractive option for those looking to expand their capabilities without purchasing new equipment.
2. In the following situations, full 5-axis machining is the better choice.
Flexibility and production efficiency are prioritized. 5-axis machining offers unparalleled flexibility in processing complex geometries, such as undercuts, irregular shapes, and tight corners. It eliminates the need for multiple setups or fixtures, reducing handling time and potential errors. By completing parts in a single setup, 5-axis machining can significantly reduce production time and increase throughput. This is especially advantageous for high-mix, low-volume production or prototyping.
For particularly complex surfaces or machining tasks requiring continuous changes in tool direction, 3+2 axis machining may fall short. Although 3+2 axis machining offers high efficiency and precision, its processing capabilities are limited by the fixed tool orientation. In contrast, 5-axis machining is capable of tackling these challenges, as it allows the tool to continuously adjust its direction and angle during the process, adapting to the variations on the workpiece surface.
You require outstanding surface finish and refuse post-processing on surfaces. The continuous cutting motion and reduced tool engagement angles in 5-axis machining often lead to smoother surface finishes, reducing the need for secondary finishing operations. In contrast, 3+2 axis machining in some cases may leave behind rough surfaces or require additional finishing operations to achieve the desired surface quality.
Work with Chiggo for 5-Axis CNC Machined Parts
Having gained a comprehensive understanding of the differences between simultaneous 5-axis CNC machining and 3+2 CNC machining, it's time to partner with a reliable CNC machining company. Look no further than Chiggo!
Our state-of-the-art facilities feature advanced 3-axis, 4-axis, and 5-axis machines, empowering us to tackle intricate machining challenges with precision and efficiency. Our engineering team, with over 10 years of industry expertise, is ready to work closely with you to optimize the design and manufacturing processes for your project.
Upload your design now, and you'll receive a quotation along with a free Design for Manufacturability (DFM) analysis as soon as possible. Choose Chiggo! We are committed to delivering top-quality results, competitive pricing, and rapid turnaround times.