Como alumínio ou stainguide-guide--stonsteel-cnchining materiais de usinagem CNC na fabricação moderna. Isso se deve principalmente à excelente condutividade elétrica e térmica do cobre, alta resistência à corrosão, boa resistência e resistência à fadiga e cor distinta. Além disso, pode ser prontamente trabalhado, soldado, soldado e soldado.
Precisamos entender as características do cobre e seus detalhes de usinagem para executar efetivamente a usinagem de cobre CNC. Continue lendo - Este artigo fornece o que você deseja saber.
O que é a usinagem de cobre CNC?
A usinagem CNC de cobre é uma precisão processo de fabricação que usa ferramentas e máquinas de controle numérico de computador (CNC) para formar materiais de cobre em formas desejadas. Esse processo produz peças de cobre confiáveis de alta qualidade com geometrias complexas e dimensões precisas, o que é crucial em indústrias como eletrônica, aeroespacial, automotiva e fabricação médica.
O cobre é rotulado como Cu com número atômico 29 na tabela periódica. Possui uma aparência distintiva de laranja avermelhada e perde apenas a prata (AG) na condutividade térmica e elétrica. Quando falamos sobre "cobre", muitas vezes queremos dizer ligas de cobre e cobre. A maneira mais comum de classificá-los é em seis famílias: coppers, ligas de cobre diluído (ou alto cobre), latão, bronzes, nickels de cobre e prata de níquel.
Coppers are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
Ligas diluídas-cobre (ou alto cobre)contain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
Brasses are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
Bronzes are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
Níquel de cobre, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
Prata de níquel contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
Diferentes graus de cobre usados na usinagem CNC
Em seguida, introduziremos vários tipos comuns de ligas de cobre e cobre diluído usadas na usinagem.
C10100 (cobre eletrônico sem oxigênio, de cobre)
O C10100 é o cobre de grau de maior pureza, com um conteúdo de cobre acima de 99,99% e um nível de oxigênio tão baixo quanto 0,0005% (com a prata tratada como impureza). Esta nota possui excelente condutividade elétrica (pelo menos 101% de IACs - padrão de cobre recozido internacional ) e condutividade térmica. Seu teor de oxigênio muito baixo minimiza o risco de fragilização de hidrogênio, permitindo desenho profundo ou desenho de alta redução sem rachaduras e permitindo que ele seja unido por qualquer processo convencional-como soldagem de arco, soldagem de resistência, brasagem e solda-mesmo na redução ou nas condições de vácuo. O C10100 é usado principalmente para componentes da câmara de vácuo, conexões semicondutores, fios de chumbo, vedações de vidro a metal e guias de onda.
C10200 (cobre sem oxigênio, de cobre)
O C10200 também é um cobre sem oxigênio, mas é um pouco menos puro que C10100, com um teor mínimo de cobre de 99,95% (incluindo prata) e um teor de oxigênio limitado a cerca de 0,001% no máximo. Ele fornece vantagens funcionais quase idênticas como C10100 (sem danos ao hidrogênio, etc.) e geralmente é intercambiável em muitas aplicações. Essencialmente, o C10200 pode ser considerado uma versão de menor grau de C10100, atendendo à necessidade de cobre sem oxigênio em aplicações gerais a um custo ligeiramente menor.
C11000 (cobre de pitch dourado eletrolítico, cobre ETP)
O ETP cobre é o cobre mais comum. É necessário que seja pelo menos 99,9% puro e normalmente possui 0,02% a 0,04% de oxigênio. Como no cobre, o conteúdo de prata (AG) é contado como cobre (Cu) ao determinar a pureza. Em termos de condutividade elétrica e térmica, o C11000 é essencialmente igual a C10100 e C10200 no desempenho prático. A maioria dos C11000 vendidos hoje atende ou excede 101% de IACs para condutividade elétrica e fornece condutividade térmica em torno de 390 W/M · K. Além disso, o C11000 é mais econômico e é considerado o padrão da indústria para aplicações elétricas gerais.
Embora o C11000 seja muito dúctil em condições normais, ele pode sofrer fragilização se aquecido em um ambiente rico em hidrogênio. Isso ocorre porque o oxigênio no C11000 existe como precipita Cu₂o, normalmente localizado nos limites dos grãos. Em temperaturas elevadas, o hidrogênio pode se difundir no material e reagir com Cu₂o para formar vapor de água (h₂o). Essa reação cria vazios ou rachaduras internas, um fenômeno conhecido como fragilização de hidrogênio ou "doença de hidrogênio". Como resultado, o C11000 não é adequado para soldagem a gás e brasagem de alta temperatura. Se a soldagem deve ser necessária, geralmente é feita por soldagem de arco (TIG, MIG) em um escudo de gás inerte ou por soldagem de resistência, para evitar a captação de hidrogênio.
C12200 (cobre de alto fósforo desoxidado, cobre DHP)
Também conhecida como cobre desmoxidado por fósforo ou cobre de fósforo de alta residência, o C12200 é mecanicamente semelhante ao C11000, mas inclui uma pequena quantidade de fósforo (0,015-0,04%). Essa adição ajuda a remover o oxigênio do metal, melhorando suas capacidades de soldabilidade e brasagem, evitando a fragilização de hidrogênio. O C12200 também pode ser facilmente formado e formado a frio e é uma excelente opção para enrolamentos de transformadores, barramentos e outros componentes elétricos que exigem fabricação confiável.
C14500 (cobre de Tellurium)
C14500 é uma liga de cobre diluída que contém 0,4-0,7% de telúrio e 0,004-0,12% de fósforo. O telúrio forma os precipitados finamente dispersos dentro da matriz de cobre, que atuam como quebra -chip durante a usinagem. Isso aumenta sua classificação de máquinas para cerca de 80 a 90%(com latão de corte livre em 100%), em comparação com uma classificação padrão de maquiagem de cobre de cerca de 20%. Sua ligeira redução na condutividade é compensada por sua capacidade de ser usinada com rapidez e precisão.
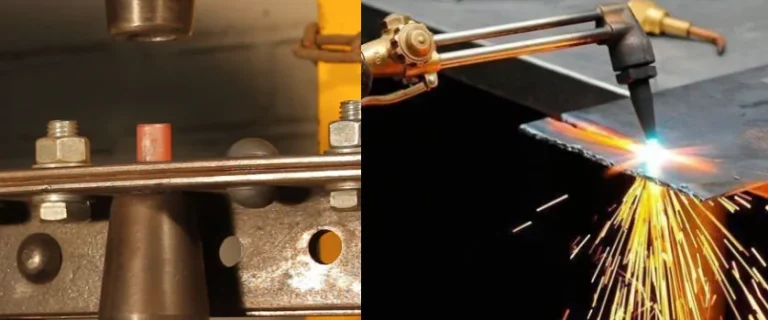
Devido à sua excelente usinabilidade e alta qualidade da superfície, é comumente usada em componentes elétricos e conectores que requerem corte de alta precisão e acabamentos de superfície lisa, como interruptores de precisão, conectores e componentes eletrônicos. No entanto, a presença de telúrio afeta negativamente a estabilidade da articulação de soldagem; Portanto, processos como soldagem oxi-acetileno, soldagem à vista e soldagem de arco de metal revestido geralmente não são adequados para C14500.
C14700 (cobre do rolamento de enxofre)
O C14700 é uma liga de cobre de usinagem livre, semelhante ao C14500, projetada para melhorar drasticamente a usinabilidade do cobre puro. Ele contém 0,2-0,5% de enxofre, a formação de sulfeto precipita que diferem na morfologia e distribuição dos telurídeos precipitam em C14500.
Enquanto alguns fabricantes preferem C14500 para aplicações críticas que exigem controle ideal de chip e acabamento da superfície, o feedback mostra que, sob certas condições de soldagem, o sulfeto precipita no C14700 afeta a estabilidade da junta de solda menor que o telurido precipita no C14500. No entanto, ambos são inadequados para soldagem convencional. É recomendável usar soldagem de arco blindada de baixa temperatura ou gás inerte (TIG ou MIG). Além disso, para aplicações de usinagem sensíveis a custos ou menos exigentes, o C14700 oferece benefícios significativos e pode ser mais econômico.
Processos comuns para usinagem CNC de cobre
O processo de usinagem CNC de cobre usa dispositivos complexos, como moinhos, trituradores e tornos para criar recursos precisos e intrincados em peças de cobre. Abaixo estão as técnicas mais comuns:
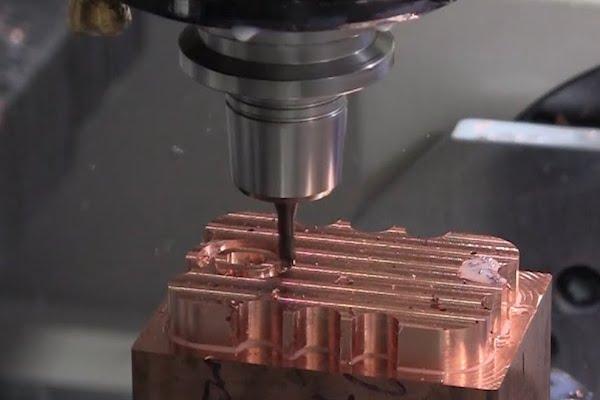
CNC Milling
moagem cnc automatiza a velocidade de corte, a taxa de alimentação e o movimento da ferramenta, permitindo a formação precisa das peças de trabalho de cobre. Usando ferramentas de corte rotativas de vários pontos, ele remove gradualmente o material para criar diversos recursos de design, incluindo ranhuras, contornos, entalhes, superfícies planas, orifícios e bolsos. Devido à suavidade de Copper, as fábricas de extremidade de carboneto de dois flases são comumente usadas para evitar o acúmulo de chips e manter a precisão.
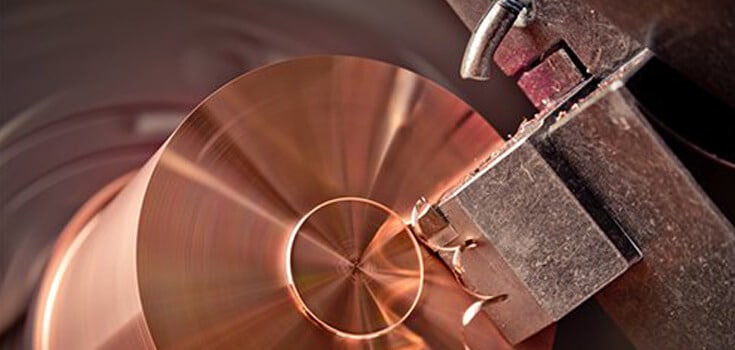
CNC virando
Na CNC Turning , uma peça de trabalho de cobre rotativa é moldada por uma ferramenta de corte estacionária. Esse processo produz eficientemente peças cilíndricas, roscadas e de alta precisão com tolerâncias apertadas. Às vezes, as inserções de cerâmica ou CBN são usadas para aumentar a vida útil da ferramenta e a resistência ao desgaste. Devido à sua velocidade e adaptabilidade, a torneamento da CNC é adequada para a produção de alto volume. Esse método é relativamente econômico e é adequado para usinar muitos componentes eletrônicos e mecânicos, como conectores de arame elétrico, válvulas, barras de ônibus, radiadores.
Perfuração do CNC
A perfuração do CNC cria orifícios precisos e limpos em peças de cobre. Embora a moagem do CNC também possa criar orifícios, a perfuração do CNC é especializada em perfuração de orifícios profundos ou formação de orifício de alta precisão. Para impedir que o cobre adere à broca e causando entupimento, bits de perfuração nítidos com ângulos de corte otimizados são usados para melhorar a evacuação de chips. Além disso, os bits de perfuração revestidos com estanho são frequentemente escolhidos para reduzir o atrito e melhorar a vida útil da ferramenta.
Moagem de CNC
A moagem de CNC refina acabamentos superficiais e precisão dimensional na usinagem de cobre. Emprega rodas abrasivas para obter tolerâncias rígidas e superfícies suaves, tornando-a altamente adequada para eletrônicos de ponta ou dispositivos médicos. Devido à tendência do cobre a manchas, abrasivos finos e pressão controlada são usados para evitar a deformação do material.
Usinagem de descarga elétrica (EDM)
O EDM é um método de usinagem sem contato que remove o material através de descargas elétricas controladas. É uma excelente opção para designs complexos de cobre que são difíceis de usinar com ferramentas convencionais. Essa técnica é particularmente útil para usinar seções de paredes finas, cavidades detalhadas e componentes de alta precisão em aeroespacial e eletrônica. wire EDM e Sink EDM são os dois tipos principais. O primeiro é usado para cortes precisos em um perfil bidimensional (ou formas planas) usando um fio fino como eletrodo, enquanto este é usado para usinar cavidades tridimensionais e orifícios profundos, onde o eletrodo é moldado para corresponder à geometria desejada. Embora o EDM seja mais lento que os métodos tradicionais, ele pode criar projetos precisos e intrincados com tensão mecânica mínima.
Suplementos: Processos de pós-processamento para peças usinadas de cobre CNC
Após a usinagem do CNC, as peças de cobre geralmente sofrem acabamento de superfície para melhorar a funcionalidade e a estética, removendo marcas de usinagem, redução da oxidação e aumento da resistência à corrosão.
Media Blasting:Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
Eletroplatação:Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
Eletropolismo: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
Anodizando:While not as common for copper as for aluminum, anodizandocan be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
Desafios no processo de usinagem CNC de cobre
Embora o cobre seja amplamente utilizado por sua excelente trabalhabilidade e propriedades térmicas, ele apresenta vários desafios únicos na usinagem do CNC. Abaixo estão as principais dificuldades que aparecem no processo de usinagem CNC de cobre.
Má máquina de cobre puro
O cobre puro adere prontamente a ferramentas de corte e formas bordas construídas (BUE) nas superfícies da ferramenta, acelerando a degradação da ferramenta. Isso resulta em ineficiências de usinagem e na formação de rebarbas na superfície da peça de trabalho. Diferentemente das ligas de cobre, que oferecem melhor formação e usinabilidade de chips, a usinagem de cobre puro requer ajustes especializados de ferramentas e processos para garantir a precisão dimensional e acabamentos de superfície lisa.
Trabalho endurecendo
A alta ductilidade do cobre significa que ela se deforma facilmente sob tensões de usinagem. Quando sofre deformação plástica (especialmente durante o trabalho frio), sua estrutura cristalina acumula luxações, aumentando sua força e dureza - um fenômeno conhecido como endurecimento do trabalho. A superfície endurecida requer forças de corte mais altas e é mais abrasiva para a ferramenta, enfatizando a máquina e afetando a precisão dimensional. Para mitigar isso, são usados parâmetros de corte otimizados, resfriamento e lubrificação eficazes e ferramentas nítidas e de alta qualidade.
Expansão térmica
O cobre tem a capacidade de conduzir e dissipar o calor rapidamente, mas as mudanças rápidas de temperatura localizadas podem causar expansão ou contração térmica desigual, resultando em distorção da peça de trabalho. Além disso, a geração excessiva de calor pode degradar ferramentas de corte. Para evitar esses problemas, é importante gerenciar a geração de calor e garantir a dissipação efetiva do calor durante a usinagem.
Considerações úteis para usinagem CNC de cobre
Para enfrentar os desafios acima, abaixo estão as principais considerações para garantir a usinagem eficiente e econômica do cobre.
Escolha a nota de cobre certa
Antes da usinagem, é crucial selecionar o grau de material de cobre mais apropriado para sua aplicação. O cobre puro é caro e desafiador para a máquina. Se você precisar das propriedades do cobre puro, mas precisar de um material que seja mais fácil de processar, ligas de cobre de formação livre-como o cobre do telúrio e o cobre portador de enxofre-são melhores para usinagem eficiente e são mais econômicos. No entanto, se também forem necessárias uma maior resistência mecânica e resistência ao desgaste, mais fósforo ou bronize.
Design para fabricação
Outra consideração importante é revisar os requisitos e especificações de design de suas peças de cobre no início do processo. Ao alinhar o design com os recursos de fabricação, você pode reduzir erros, retrabalhar e garantir que a parte final atenda à funcionalidade pretendida. Aqui estão algumas sugestões de design:
Mantenha a espessura adequada da parede: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
Evite bolsos profundos com pequenos raios:These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
Projete com demitindo em mente:Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
Projetar recursos padronizados:Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
Defina a taxa de alimentação correta
A taxa de alimentação descreve a velocidade na qual a ferramenta de corte CNC avança contra a peça de trabalho. Ele afeta diretamente a vida útil da ferramenta, o acabamento da superfície e a eficiência da usinagem. Uma alta taxa de alimentação pode fazer com que a temperatura suba muito rapidamente, levando a problemas como conversas, deflexão da ferramenta e precisão reduzida na usinagem de cobre. Para evitar esses problemas, é aconselhável aplicar taxas de alimentação baixas a moderadas.
Selecione o material da ferramenta apropriado
Escolher a direita Ferramenta de corte é fundamental na usinagem CNC de cobre. As ferramentas de carboneto são preferidas para usinagem de alta velocidade porque mantêm a dureza a temperaturas elevadas e têm excelente resistência ao desgaste. As ferramentas revestidas de diamante funcionam melhor para aplicações puras de cobre e precisão, pois impedem o acúmulo de chips e a adesão do material. As ferramentas de aço de alta velocidade de cobalto (HSS) podem ser usadas para operações de baixa velocidade, mas tendem a usar mais rápido. Além disso, as flautas de ferramentas polidas melhoram a evacuação do chip e reduzem a mancha de material. Certifique -se de aprimorar suas ferramentas de corte para uma ponta nítida antes da usinagem de cobre para obter o melhor desempenho.
Outros considerando dicas:
Aplique refrigerantes ou lubrificantes adequados durante a usinagem. Para usinagem de alta velocidade, os refrigerantes à base de óleo podem oferecer melhor lubrificação e dissipação de calor.
Use disjuntores de chip e ferramentas de corte de ângulo de alta limpeza para melhor controle de chips.
Adote técnicas de reversão, como acabamento vibratório ou departamento manual para garantir superfícies suaves e sem defeitos.
Conclusão
A usinagem CNC de cobre requer precisão, conhecimento e seleção cuidadosa de materiais para produção de alta qualidade e econômica. Este artigo fornece informações importantes para orientar suas escolhas materiais e ajudar a evitar problemas comuns de usinagem. No entanto, a fabricação bem -sucedida também depende de ter um parceiro de confiança com a tecnologia avançada de tecnologia CNC e conhecimento do setor. Para usinagem CNC confiável de cobre e suas ligas, chiggo está aqui para ajudar. entre em contato conosco hoje e vamos começar!