Grâce au processus de fabrication d'usinage, les matériaux peuvent être transformés en produits souhaités. Cependant, l'usinage des matériaux n'est pas toujours une tâche facile, car les propriétés des matériaux et les conditions d'usinage spécifiques jouent un rôle essentiel dans la détermination de la fluidité et de l'efficacité de l'ensemble du processus. Toutes ces considérations sont liées au mot clé « usinabilité ».
L'usinabilité est une propriété essentielle qui caractérise la facilité d'enlèvement de matière d'une pièce lors d'un processus d'usinage. Les matériaux ayant une bonne usinabilité sont très demandés dans le secteur manufacturier car ils permettent un usinage plus rapide et plus efficace, ce qui entraîne finalement des réductions de coûts et une qualité de produit améliorée.
Dans cet article, nous illustrerons le concept d'usinabilité, en explorant les facteurs qui l'influencent. De plus, nous discuterons de diverses méthodes qui peuvent être adoptées pour améliorer l'usinabilité et comment la mesurer.
Qu’est-ce que l’usinabilité ?
L'usinabilité fait référence à la facilité d'usinage d'un matériau, en particulier à sa capacité à être coupé, façonné ou modifié par divers processus d'usinage. En d’autres termes, il mesure la facilité avec laquelle un matériau peut être usiné pour obtenir la forme souhaitée.
L'usinabilité d'un matériau est un indicateur important pour évaluer le temps et le coût de fabrication d'un produit à partir de celui-ci. Pour garantir l’efficacité de la production, la durée de vie de l’outil et la qualité du produit final, il est essentiel de comprendre ce qui détermine l’usinabilité et quelles mesures peuvent être prises pour l’améliorer.
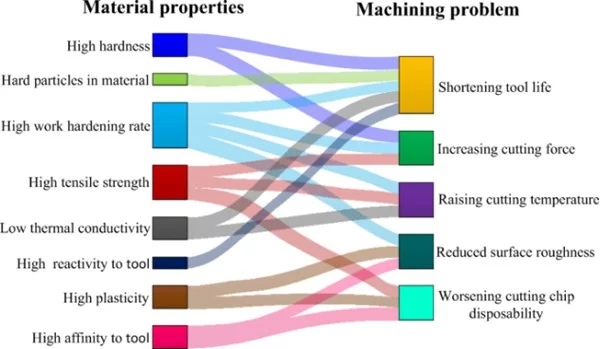
Quels sont les facteurs affectant l’usinabilité ?
L'usinabilité d'un matériau dépend à la fois de ses propriétés physiques (de quoi il est fait) et de son état (comment il a été traité). Les propriétés physiques sont fixes, mais l'état peut varier considérablement.
Propriétés physiques
Écrouissage : Il fait référence au phénomène selon lequel un métal devient plus dur et plus résistant à mesure qu'il est déformé plastiquement. Ce durcissement peut rendre la pièce plus difficile à couper, entraînant une usure accrue de l'outil et des difficultés à maintenir la précision.
Dilatation thermique : Le coefficient de dilatation thermique mesure le degré de dilatation thermique des matériaux solides. Plus les coefficients sont élevés, plus les matériaux sont sujets à une plus grande dilatation lorsqu'ils sont chauffés, ce qui peut affecter la précision de l'usinage.
Conductivité thermique : C'est la capacité d'un matériau à conduire directement la chaleur. Les matériaux à conductivité thermique élevée dissipent la chaleur plus rapidement, réduisant ainsi la charge thermique sur l'outil de coupe et améliorant sa durée de vie.
Module d'élasticité : il mesure la résistance des matériaux à la déformation élastique. Les matériaux avec un module d'élasticité plus élevé sont plus rigides et moins sujets à la flexion sous les forces de coupe, ce qui peut améliorer la précision dimensionnelle lors de l'usinage. Cependant, les matériaux trop rigides peuvent également être plus cassants et sujets aux fissures.
Facteurs de condition
Microstructure : Elle fait référence à la distribution et à la disposition des grains et des phases au sein d'un matériau. Les structures uniformes à grains fins améliorent généralement l'usinabilité du matériau, tandis que les structures à grains grossiers ou inégaux peuvent conduire à un usinage instable et à une usure accrue des outils.
Taille des grains : Des tailles de grains plus petites se traduisent souvent par une meilleure usinabilité car elles réduisent le risque de formation de fissures et d'écaillage.
Traitement thermique : Il peut avoir un impact significatif sur l'usinabilité des matériaux en altérant leurs propriétés mécaniques. Nous y reviendrons plus loin dans le texte.
Dureté : les matériaux plus durs sont généralement plus difficiles à usiner car ils résistent à la coupe, ce qui entraîne une usure plus élevée des outils.
Résistance à la traction : Il mesure la contrainte maximale d'un matériau peut résister sous tension avant de se briser. Les matériaux à haute résistance à la traction sont plus difficiles à usiner en raison de leur résistance à la coupe, ce qui peut augmenter l'usure des outils et les forces d'usinage.
Outre les cinq facteurs ci-dessus, l'usinabilité des matériaux est également influencée par divers autres aspects tels que les méthodes d'usinage, le matériau et la géométrie des outils de coupe, les paramètres de coupe, la lubrification et le refroidissement, l'état de l'équipement, etc.
Comment améliorer l’usinabilité ?
Comme ci-dessus, l’introduction de ces facteurs permet de comprendre clairement comment ils influencent l’usinabilité. Les propriétés inhérentes aux métaux, telles que le module d'élasticité, la dilatation thermique et la conductivité thermique, sont leurs caractéristiques physiques immuables. Néanmoins, il existe des approches permettant de modifier les conditions et le processus d'usinage afin de rendre la pièce plus facile à usiner. Plus précisément, nous pouvons améliorer l'usinabilité dans les deux grandes catégories suivantes.
Catégorie 1 : sans modifier les propriétés des matériaux
Cette approche se concentre sur l’optimisation des conditions rencontrées lors des processus d’usinage. Voici quelques méthodes spécifiques ci-dessous.
Sélection des matériaux
Sélectionnez des matériaux avec une usinabilité intrinsèquement meilleure. Certains matériaux possèdent une usinabilité favorable en raison de leur composition chimique et de leur microstructure. Privilégiez les matériaux de dureté modérée, de bonne conductivité thermique et de faible adhésivité.
Sélectionner et mettre à niveau les outils de coupe
Sélectionnez des outils fabriqués à partir de matériaux appropriés (par exemple, carbure, acier rapide) en fonction du matériau à usiner. Utilisez des outils avec des angles de coupe, des angles de dépouille et des conceptions de coupe optimaux pour réduire les forces de coupe et améliorer l'évacuation des copeaux.
Optimiser les paramètres d'usinage
En optimisant les paramètres de coupe tels que la vitesse de coupe, l'avance et la profondeur de coupe, la durée de vie de l'outil peut être prolongée et l'état de surface amélioré, améliorant ainsi l'usinabilité. Par exemple, augmenter la vitesse de coupe et l'avance dans des limites raisonnables peut améliorer les taux d'enlèvement de matière, mais des augmentations excessives doivent être évitées pour éviter la surchauffe et l'usure de l'outil. De plus, en ajustant de manière appropriée la profondeur de coupe (en utilisant des profondeurs plus grandes pour l'usinage grossier et des profondeurs plus petites pour l'usinage de finition en fonction de la tâche à accomplir), on peut garantir à la fois la qualité de la surface et l'efficacité de l'usinage.
Appliquer des lubrifiants et des liquides de refroidissement
Appliquer des lubrifiants et des liquides de refroidissement appropriés pour minimiser la friction, la génération de chaleur et l'usure des outils pendant les opérations d'usinage, afin d'améliorer finalement la qualité de la surface usinée.
Améliorer la configuration de la machine et des pièces
L'utilisation d'une machine-outil présentant une rigidité élevée et un entretien optimal, ainsi que l'adoption de fixations et de supports appropriés pour serrer uniformément la pièce, peuvent empêcher efficacement la déformation et le mouvement. Cela garantit des résultats cohérents et précis.
Adopter des méthodes d'usinage adaptées
L'usinage de différents matériaux pour obtenir les formes souhaitées nécessite souvent des types d'équipement spécifiques. En utilisant divers équipements dans un atelier d'usinage, tels que l'usinage par électroérosion par fil (WEDM), il est possible de traiter efficacement des matériaux durs ou des conceptions complexes que d'autres méthodes ne peuvent pas gérer efficacement.
Catégorie deux : modification des propriétés des matériaux
Traitements thermiques
Le traitement thermique est une méthode très efficace pour améliorer l'usinabilité, mais il est crucial de reconnaître que l'application de traitements thermiques et d'écrouissage aux matériaux dès les premières étapes de la production peut augmenter considérablement leur dureté, les rendant ainsi plus difficiles à usiner. Il est donc conseillé de reporter les traitements thermiques et autres processus de durcissement après l'usinage. La trempe, souvent associée au revenu, est le processus typique utilisé après l'usinage pour améliorer les propriétés mécaniques finales de la pièce.
Cependant, si le report est impossible, vous pouvez envisager de recuire la pièce avant l'usinage pour ramollir le matériau et soulager les contraintes internes. Voici les points clés de ces méthodes de traitement thermique couramment utilisées.
Recuit : Ce processus consiste à chauffer le matériau à une certaine température, à le maintenir pendant un certain temps, puis à le refroidir lentement. Le traitement de recuit rend le matériau plus doux, réduisant la résistance lors de la coupe, diminuant ainsi l'usure des outils, améliorant ainsi l'usinabilité.
Normalisation : Ce processus chauffe le matériau au-dessus de sa température critique et lui permet ensuite de se refroidir naturellement à l'air. La normalisation affine la structure du grain du matériau, lui donnant une texture plus uniforme qui améliore la maniabilité. Cela améliore également la cohérence pendant le processus d'usinage et réduit l'usure des outils.
Trempe et revenu : La trempe est un processus dans lequel les matériaux sont chauffés puis refroidis rapidement, tandis que le revenu est un processus qui réchauffe les matériaux trempés à une température plus basse, puis les refroidit. Les matériaux ayant subi une trempe sont généralement difficiles à mettre en œuvre, nécessitant un revenu pour optimiser leur dureté et leur ténacité afin de les rendre plus faciles à usiner. Une température et un temps de trempe appropriés peuvent améliorer considérablement les performances de traitement.
Additifs
L'ajout d'éléments spécifiques peut altérer profondément l'usinabilité d'un matériau. Voici quelques méthodes courantes :
Ajout de plomb : l'ajout d'une petite quantité de plomb à un matériau peut améliorer considérablement son pouvoir lubrifiant. Cela réduit la friction et l'usure de l'outil de coupe, rendant le processus de coupe plus fluide et les copeaux qui en résultent plus faciles à gérer.
Autres additifs : l'ajout de soufre ou de phosphore approprié peut améliorer la fracture des copeaux, réduire les forces de coupe et améliorer encore l'usinabilité.
Comment l’usinabilité est-elle mesurée ?
L'évaluation de l'usinabilité d'un matériau est un processus à multiples facettes qui prend en compte divers facteurs. Nous effectuons souvent une évaluation qualitative sous les aspects suivants.
Durée de vie de l'outil : une durée de vie plus longue de l'outil indique une usinabilité plus facile. Les matériaux qui permettent aux outils de durer plus longtemps dans des conditions similaires sont considérés comme ayant une meilleure usinabilité.
Forces d'outil et consommation d'énergie : Des forces de coupe plus faibles et une consommation d'énergie réduite pendant l'usinage indiquent une meilleure usinabilité. Ces facteurs sont souvent mesurés à l'aide d'un équipement spécialisé qui enregistre la quantité de force et d'énergie nécessaire pour usiner le matériau.
Finition de surface : les matériaux qui peuvent être usinés pour obtenir une finition lisse sans nécessiter de traitement supplémentaire ont une usinabilité plus élevée.
Forme des copeaux : Des copeaux plus courts et bouclés indiquent un usinage plus facile, tandis que des copeaux longs et filandreux indiquent une difficulté d'usinage.
Bien que ces méthodes soient couramment utilisées, elles servent principalement de références qualitatives et peuvent ne pas être totalement fiables en raison de l'influence de divers facteurs sur la consommation électrique, l'usure des outils et l'état de surface. Pour obtenir une perspective plus quantitative, explorons le système d’évaluation des tests de tournage AISI.
Système d'évaluation des tests de tournage AISI
Il s’agit du système d’évaluation de l’usinabilité le plus largement adopté, mené par l’American Iron and Steel Institute (AISI). Ce système compare l'usinabilité d'un matériau à l'acier B1112, qui sert de norme de référence avec une dureté Brinell de 160. L'indice d'usinabilité est exprimé en pourcentage, l'acier B1112 étant défini comme référence avec une note de 100 %.
Dans ce système, les matériaux plus faciles à usiner que l'acier B1112 auront un indice d'usinabilité supérieur à 100 %, tandis que les matériaux plus difficiles à usiner auront un indice d'usinabilité inférieur à 100 %.
Matériels
Indice d'usinabilité
Aluminium 6061
480% – 320%
Aluminium 7075
480% – 320%
Acier à faible teneur en carbone 1010
64% – 40%
Acier à faible teneur en carbone 1018
80% – 44%
Acier au carbone moyen 1045
60% – 28%
Acier inoxydable 304
64% – 44%
Acier inoxydable 316
36%
Laiton 260
105% – 100%
Laiton 360
160 % – 200 %
Alliage de titane grade 2
30%
Alliage de titane grade 5
35% – 30%
Alliage de titane grade 23
28% – 25%
Alliage de magnésium ZK60A
65% – 60%
Alliage de magnésium AZ31
55% – 50%
Tableau des notes d'usinabilité
Travaillez avec Chiggo pour les pièces difficiles à usiner
L'usinabilité est un indicateur clé du temps et du coût nécessaires à la fabrication des pièces. Les matériaux à haute usinabilité sont plus faciles à traiter, mais cela ne signifie pas toujours des performances élevées. Dans certains scénarios, des matériaux moins usinables sont nécessaires. Pour optimiser les résultats d'usinage, nous pouvons ajuster les méthodes d'usinage et d'autres variables.
Chez Chiggo, nous disposons de l'expertise et des équipements de pointe pour fournir un usinage de haute qualité et rentable pour divers matériaux. Contactez-nous pour une conception gratuite et une optimisation des processus de fabrication.
Matériaux usinables courants
Aluminium
L'aluminium est un métal souple, léger et hautement usinable. Parmi ses variantes, l’Aluminium 6061 est souvent reconnu comme l’un des plus usinables.
Acier
Bien que l’usinage de l’acier puisse être plus complexe que l’usinage des alliages d’aluminium, l’acier doux est généralement plus facile à usiner que les aciers à haute teneur en carbone et offre une bonne finition de surface. Il produit des copeaux courts et ne provoque pas d'usure excessive de l'outil. De plus, certaines nuances d'acier inoxydable, comme le 303, contiennent des additifs comme le plomb pour améliorer l'usinabilité.
Plastiques
Les thermoplastiques sont difficiles à usiner car la chaleur générée par les outils de coupe peut faire fondre les plastiques et les faire adhérer à l'outil. Cependant, les plastiques tels que l'ABS, le nylon, le PTFE et le Delrin offrent une excellente usinabilité.
Autres métaux
D'autres métaux usinables comprennent le laiton, les alliages de magnésium, les alliages de plomb, etc. Le laiton, un alliage de cuivre, a une nature douce avec une bonne résistance à la traction, présentant une très bonne usinabilité. Les alliages de magnésium sont des métaux légers avec une bonne usinabilité. Les alliages de plomb, principalement composés de plomb avec divers additifs, offrent un faible frottement, une bonne résistance à l'usure et une bonne usinabilité, mais leur utilisation est limitée en raison de problèmes de toxicité.
Usinabilité vs maniabilité
L'ouvrabilité fait référence à la facilité avec laquelle un matériau peut être façonné et formé dans les configurations souhaitées grâce à des processus tels que le pliage, le forgeage, l'étirage et l'extrusion. Il englobe des aspects tels que la ductilité (capacité à se déformer sous contrainte de traction), la malléabilité (capacité à se déformer sous contrainte de compression) et la formabilité (facilité de former des formes complexes sans fissuration). La maniabilité inclut les processus de travail à froid et à chaud.
L'usinabilité concerne spécifiquement la facilité avec laquelle un matériau peut être coupé, façonné ou fini à l'aide de machines-outils telles que des tours, des fraiseuses et des machines CNC. Cela implique des facteurs tels que la vitesse de coupe (taux d'enlèvement de matière), l'usure des outils (taux d'usure des outils de coupe), l'état de surface (qualité de la surface usinée) et la précision (capacité à atteindre des tolérances serrées et des dimensions précises). L'usinabilité se concentre sur le comportement du matériau dans les conditions de coupe et son interaction avec les outils de coupe.