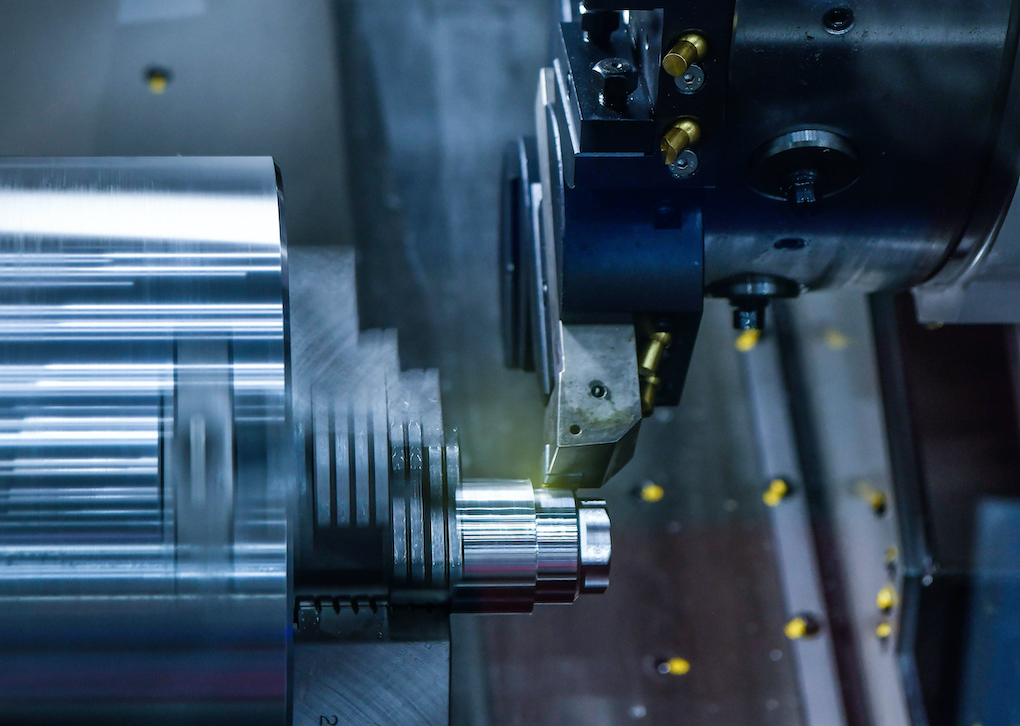
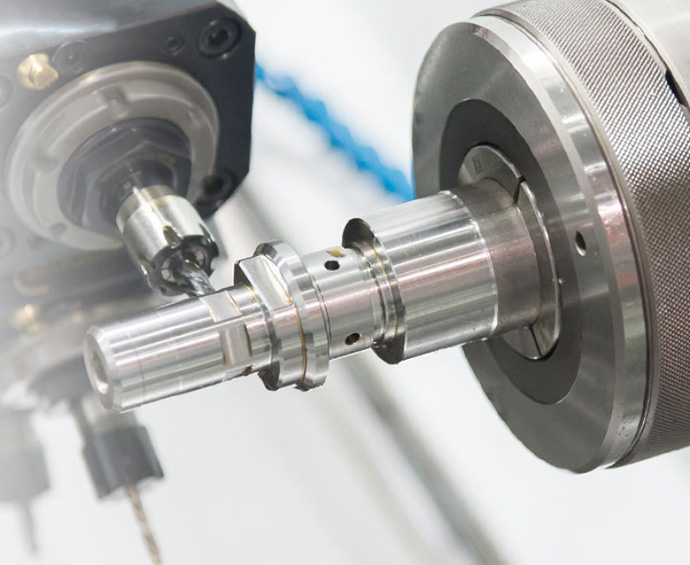
Le tournage CNC est l'un des processus d'usinage CNC les plus utilisés, très apprécié dans l'industrie manufacturière pour sa précision et sa polyvalence. Il s'agit d'un outil de coupe stationnaire qui enlève de la matière d'une pièce en rotation sur un tour ou un centre de tournage. Ce procédé est principalement utilisé pour produire des pièces présentant des caractéristiques circulaires ou axisymétriques. Selon le type d'opération de découpe, il peut créer des composants cylindriques, coniques, filetés, rainurés ou percés, ainsi que des pièces avec des textures de surface spécifiques.
Que vous soyez dans l'industrie et que vous vous demandez si le tournage CNC convient à votre projet, ou que vous soyez simplement curieux de connaître les technologies de fabrication, vous êtes au bon endroit ! Cet article répondra à toutes vos questions sur le tournage CNC.
Qu'est-ce que le tournage CNC ?
Interprété littéralement, le « Tournage CNC » peut se décomposer en deux parties :
CNC (Computer Numerical Control) : Cela fait référence à l'utilisation de programmes informatiques pour contrôler avec précision la façon dont les machines se déplacent et fonctionnent.
Tournage : en usinage, le tournage est un processus dans lequel la matière est retirée d'une pièce en rotation par un outil de coupe, généralement un outil de coupe à un seul point, qui est soit maintenu stationnaire, soit se déplace le long d'une trajectoire prédéterminée.
Ainsi, le tournage CNC combine la précision des opérations contrôlées par ordinateur avec le processus de tournage traditionnel, façonnant efficacement une pièce dans la forme souhaitée avec une précision et une répétabilité élevées. Les tours CNC et les centres de tournage CNC sont les machines standards utilisées dans l'industrie pour ces opérations.
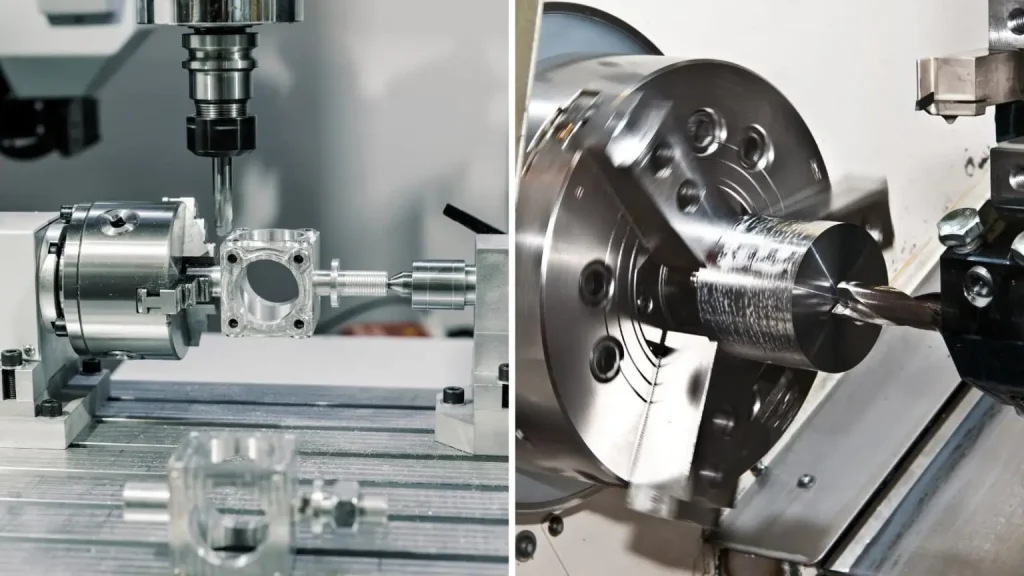
Quelle est la différence entre les centres de tournage CNC et les tours CNC ?
Les tours CNC sont principalement des machines à 2 axes conçues pour les opérations de tournage standards, axées sur l'usinage de pièces cylindriques ou coniques. Ils offrent une configuration plus simple, un coût inférieur et ne disposent généralement pas d’enceinte de protection autour de la machine.
En revanche, les centres de tournage CNC sont des systèmes multi-axes avancés équipés d'outils dynamiques, leur permettant d'effectuer plusieurs opérations comme le tournage, le fraisage, le perçage et le taraudage dans une seule configuration. Cela se traduit par une productivité plus élevée, une plus grande flexibilité et la capacité de produire des pièces complexes. Cependant, cela signifie également un investissement initial plus élevé et une complexité opérationnelle accrue.
Comment fonctionne le tournage CNC ?
Le tournage CNC est un processus complexe, mais nous le simplifierons en trois étapes principales et mettrons en évidence les considérations clés à chaque étape pour vous aider à obtenir de meilleurs résultats. Commençons !
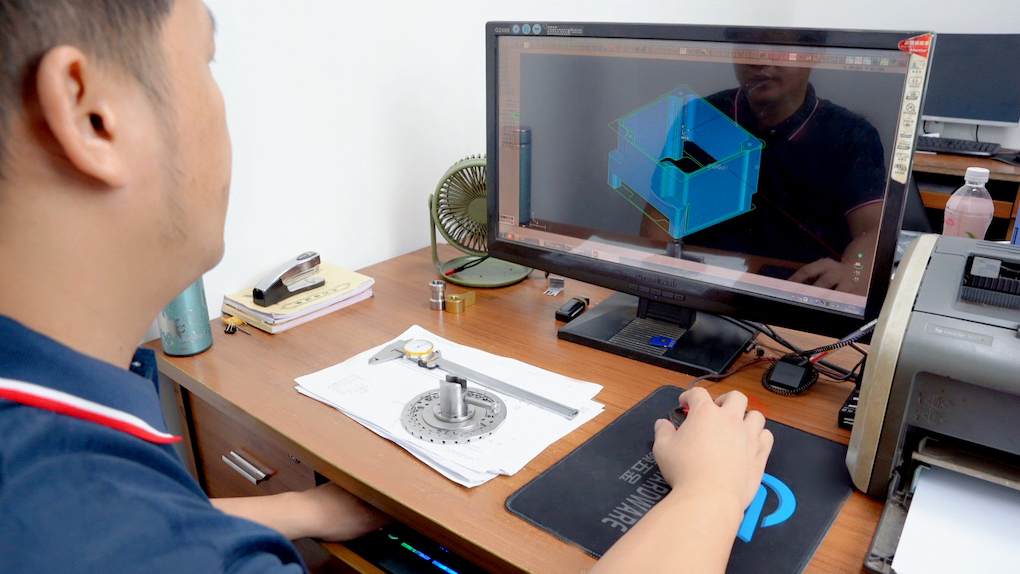
Étape n°1 : Conception et programmation
La première étape consiste à concevoir votre pièce. À l'aide d'un logiciel de CAO tel qu'AutoCAD ou SolidWorks, vous pouvez transformer votre concept (en commençant souvent par une ou plusieurs esquisses 2D) en un modèle numérique 3D détaillé. Ce modèle comprendra tous les détails essentiels tels que les dimensions, les formes et les caractéristiques de la pièce.
Une fois le fichier CAO prêt, il est importé dans le logiciel CAM. À ce stade, un ingénieur de fabrication examine la conception pour s’assurer qu’elle est réalisable. Ils déterminent ensuite les opérations d'usinage nécessaires, sélectionnent les outils appropriés et définissent les paramètres d'usinage tels que la vitesse et la profondeur de coupe. Enfin, ces décisions sont compilées dans un ensemble d’instructions, appelées G-code, que les machines CNC peuvent comprendre et exécuter.
À ce stade, vous devez garder à l'esprit deux paramètres : la vitesse de rotation et l'avance. La vitesse de rotation (souvent utilisée de manière interchangeable avec la vitesse de coupe) est la vitesse à laquelle la surface d'une pièce en rotation passe devant l'outil de coupe, généralement mesurée en mètres par minute (m/min) ou en pieds par minute (ft/min). L'avance est la vitesse à laquelle l'outil de coupe avance le long de la pièce en rotation, définie comme la distance parcourue par l'outil pendant un tour de la pièce.
Ces paramètres doivent être soigneusement déterminés par un expert, car ils affectent de manière significative la durée de vie de l'outil, le temps d'usinage et la qualité globale de votre projet. Généralement, une vitesse de tournage plus faible combinée à une vitesse d'avance plus élevée est utilisée pour l'étape d'ébauche initiale afin d'éliminer rapidement la matière. Pour l'étape de finition, une vitesse de tournage plus élevée et une avance plus faible sont préférables pour obtenir des surfaces lisses et des pièces avec des tolérances précises.
Étape n°2 : préparer le tour CNC
Ensuite, un opérateur suit principalement ces étapes pour préparer efficacement le tour CNC :
Préparation du matériau : Sélectionnez le matériau que vous souhaitez utiliser pour votre pièce et chargez-le dans le mandrin du tour. Le mandrin est un dispositif de serrage chargé de maintenir et de faire tourner le matériau pendant le processus de tournage.Installation des outils : installez les outils de coupe nécessaires au travail dans la tourelle de la machine. La tourelle peut contenir plusieurs outils et tourner pour basculer entre eux pendant l'usinage.Programmation de la machine : saisissez le code CNC (généré à l'étape 1) dans le système de contrôle de la machine. Ce programme guide les opérations de la machine.
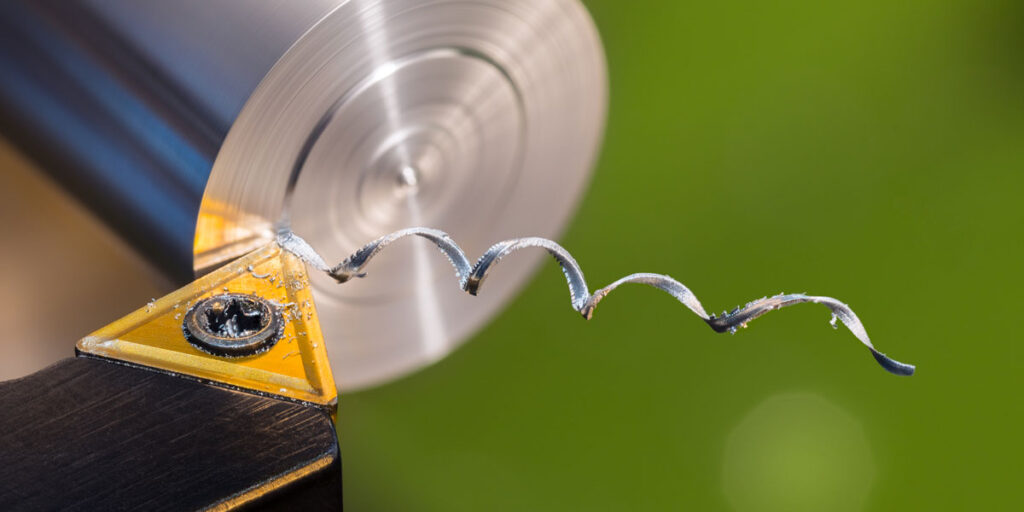
Étape n°3 : Commencer l’opération de tournage
Enfin, la machine CNC commence par faire tourner la pièce rapidement. Les outils de coupe suivent ensuite le programme CNC pour effectuer une série d'opérations telles que le tournage, le perçage et le dressage. Des facteurs tels que la complexité de votre pièce et les tolérances requises détermineront le nombre de cycles d'usinage que votre pièce subira. Le calcul du temps de chaque cycle vous aidera à connaître le temps final passé sur le composant, ce qui est essentiel pour le calcul des coûts et la planification de la production. De plus, cela peut contribuer à optimiser le processus d’usinage et à augmenter l’efficacité de la production.
Typiquement, le temps de cycle de tournage comprendra :
Temps de configuration : Préparations avant le début du tournage, comme le chargement de la pièce, l'installation de l'outil et la configuration du programme CNC.Temps de coupe : Lorsque l'outil enlève activement de la matière, influencé par la vitesse de rotation de la pièce. , l'avance et la profondeur de coupe.Temps de changement d'outil : Nécessaire pour permuter les outils de coupe pour différentes opérations, telles que le tournage, le perçage et le dressage.Temps d'inactivité : Périodes pendant lesquelles le la machine n'usine pas, comme le réglage des positions entre les coupes ou le déplacement vers un nouveau point de départ pour l'opération de coupe suivante.
Types d'opérations de tournage CNC
Pour répondre aux divers besoins de fabrication, une large gamme de processus de tournage intègre désormais différents types d'outils de tour dans les tours et tours CNC. Cela permet d'usiner au-delà de la production de pièces simples à symétrie axiale, telles que des composants cylindriques et coniques, pour inclure des géométries complexes comme des polygones et des pièces complexes avec des courbes spéciales. Vous trouverez ci-dessous quelques-uns des types d’opérations de tournage les plus courants :
1. Virage droit
Le tournage droit consiste à retirer de la matière de l'extérieur de la pièce pour réduire son diamètre à une dimension spécifiée. Il s'agit souvent d'une étape initiale du processus d'usinage, axée sur la réduction rapide de la pièce à près de la taille souhaitée. Parce qu'elle concerne principalement l'enlèvement rapide de matière, cette opération risque de ne pas produire les dimensions finales avec la plus haute précision. En tant que tel, on parle parfois de tournage grossier. Après le tournage droit, des opérations de finition supplémentaires sont généralement nécessaires pour affiner la surface et obtenir les dimensions et tolérances exactes nécessaires à la pièce.
2. Tournage conique
Le tournage conique est une opération d'usinage effectuée selon un angle, non parallèle à l'axe de rotation de la pièce. Il s’agit de réduire progressivement la profondeur de coupe sur toute la longueur de la pièce pour créer une forme conique.
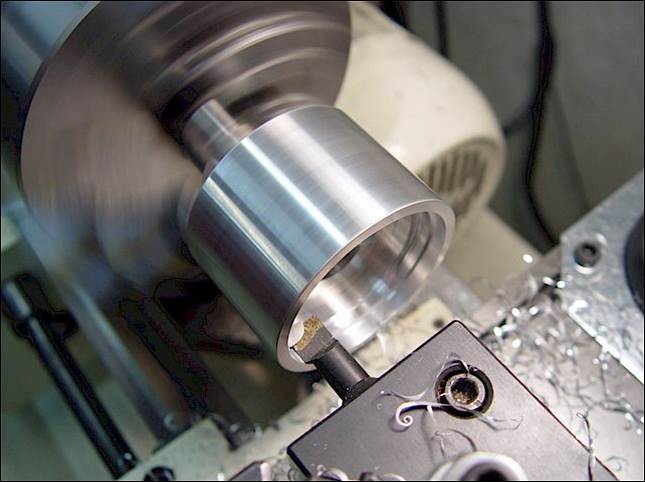
3.Face
Le dressage est un processus utilisé pour créer une surface plane à l'extrémité d'une pièce. Le but est de rendre la surface perpendiculaire à l'axe de rotation de la pièce. Pendant l'opération de dressage, l'outil de dressage avance perpendiculairement à l'axe de rotation de la pièce. Ce processus peut être effectué comme une ébauche ou comme une passe finale.
4. Forage
Le perçage consiste à créer un trou au centre de la pièce à l'aide d'un outil de coupe rotatif appelé foret. Bien qu'il ne s'agisse pas d'une opération de tournage traditionnelle, elle est généralement intégrée aux centres de tournage CNC dotés de capacités d'outillage en direct. Dans les centres de tournage plus avancés, les trous peuvent être percés dans presque toutes les orientations et ne se limitent pas à l'axe central.
5.Ennuyeux
L'alésage est utilisé pour agrandir un trou existant ou améliorer sa précision cylindrique. Il est couramment utilisé dans les applications où le perçage seul ne peut pas fournir le niveau nécessaire de précision ou de finition de surface.
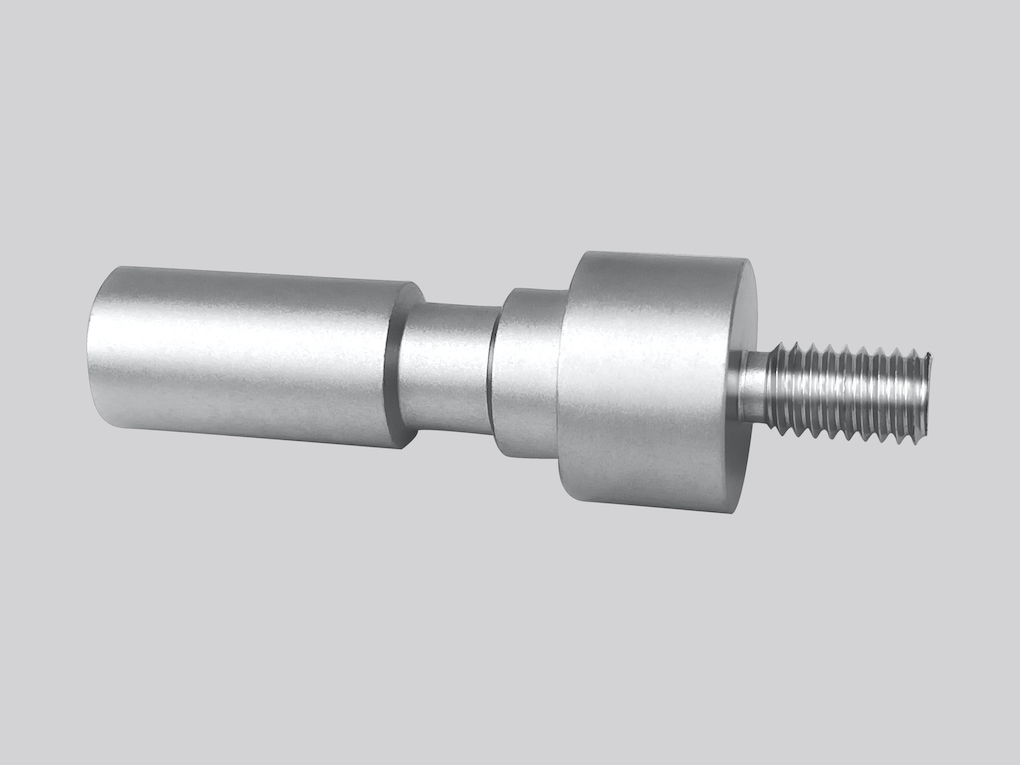
6.Enfilage
Le filetage est le processus de découpe de rainures hélicoïdales sur la surface interne ou externe d'une pièce pour créer des filetages utilisés pour fixer les composants ensemble. Cela peut être fait soit en interne (à l'intérieur d'un trou, comme pour un filetage de vis), soit en externe (sur la surface extérieure, comme pour un filetage de boulon). Des outils de coupe spécialisés, comme des tarauds pour filetages internes et des filières pour filetages externes, sont utilisés dans ce processus.
7. Moletage
Le moletage est utilisé pour créer un motif texturé sur la surface d'une pièce. Ce motif, généralement constitué d'une série de lignes droites, inclinées ou croisées, est pressé ou roulé dans le matériau à l'aide d'un outil de moletage spécialisé. L'objectif principal du moletage est de fournir une meilleure adhérence sur les pièces, telles que les poignées d'outils, les boutons ou les attaches.
8. Rainurage
Le rainurage consiste à créer une ou plusieurs rainures de largeur et de profondeur spécifiques sur une pièce. Cette opération est généralement utilisée pour créer des rainures de bague d'étanchéité, des rainures de clavette, des rainures d'huile, etc. Elle peut être effectuée sur le diamètre intérieur ou extérieur d'une pièce, ainsi que sur les faces d'extrémité.
9. Séparation (coupure)
Il s'agit du processus consistant à découper une pièce à partir du matériau d'origine ou à diviser un long morceau de matériau en morceaux plus courts. Cette opération est généralement effectuée radialement autour de la pièce jusqu'à ce que le matériau soit complètement sectionné.
Le tournage CNC est-il le bon choix pour votre pièce ?
Jusqu'à présent, nous avons compris certains des principaux avantages du tournage CNC. Il s'agit notamment de sa précision, grâce à la nature automatisée du système, de sa flexibilité grâce à la capacité d'effectuer différents types d'opérations et de ses résultats plus rapides. De plus, sa compatibilité avec un large spectre de matériaux, tels que les métaux, les plastiques, le bois, le verre et la cire, permet au tournage CNC d'être largement appliqué dans de nombreuses industries, y compris, mais sans s'y limiter, les domaines de l'automobile, de l'électricité et de l'industrie.
Mais cela signifie-t-il que le tournage CNC convient à toutes les pièces ? Certainement pas. Plusieurs facteurs cruciaux doivent être pris en compte pour déterminer si le tournage CNC est un choix efficace pour votre projet.
Géométrie de la pièce
Le tournage CNC est plus efficace pour les pièces présentant une symétrie de rotation, telles que des cylindres, des cônes ou des disques. Pour les pièces présentant des caractéristiques complexes ou non rotatives, des méthodes de fabrication alternatives telles que le fraisage CNC, l'impression 3D ou le moulage par injection pourraient être plus adaptées.
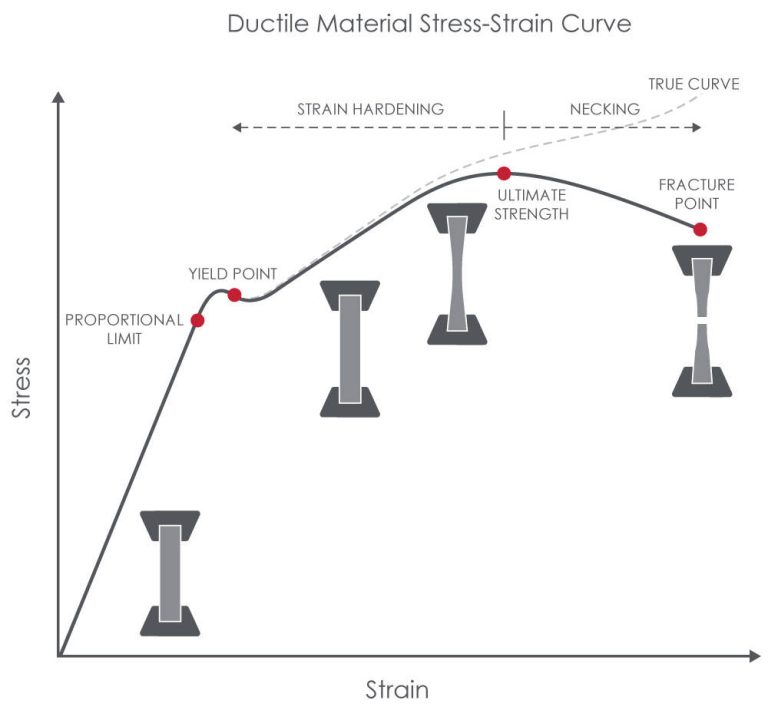
Propriétés des matériaux
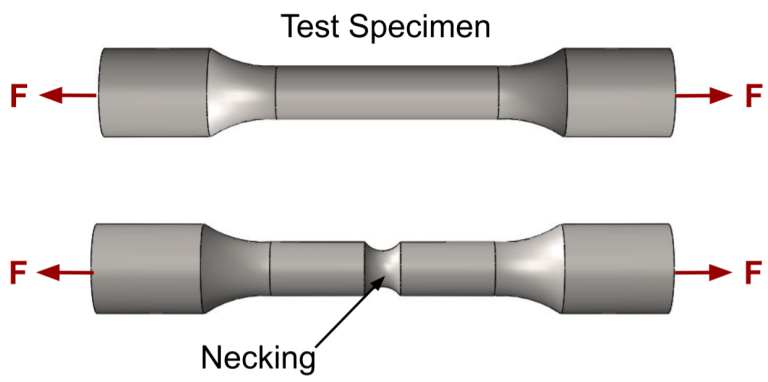
Le tournage CNC est adaptable à une large gamme de matériaux, mais chaque matériau possède des propriétés qui influencent considérablement sa réponse au processus de tournage. Des facteurs tels que l'usinabilité, l'usure des outils, les finitions réalisables et le comportement sous contraintes d'usinage sont des considérations cruciales.
Prenez l'aluminium, par exemple, qui est privilégié pour le tournage CNC en raison de son équilibre idéal entre résistance, poids et facilité d'usinage. En revanche, les matériaux plus durs tels que l'acier inoxydable et le titane offrent une durabilité accrue mais nécessitent des outils de coupe et des paramètres d'usinage spécialisés pour éviter l'écrouissage et garantir une finition de haute qualité. De plus, alors que les métaux peuvent être usinés pour obtenir une brillance élevée, les plastiques peuvent nécessiter une manipulation particulière pour éviter leur fusion ou leur déformation.
Par conséquent, une évaluation approfondie des propriétés matérielles de votre produit est essentielle pour déterminer si le tournage CNC est la méthode de fabrication la plus efficace et la plus rentable pour vos besoins.
Exigences de tolérance et de taille
Le tournage CNC peut atteindre une haute précision et des tolérances serrées, jusqu'à ±0,02 mm (±0,0008 pouces). Cependant, en raison des contraintes physiques liées à la conception de la machine et à sa capacité de manipulation des pièces, les tours CNC ont des limites de taille. Par conséquent, pour les pièces nécessitant des tolérances plus strictes ou celles qui sont très grandes, des processus d’usinage alternatifs peuvent être nécessaires.
Volumes de production
Pour les volumes de production petits à moyens, le tournage CNC constitue souvent un choix économique et efficace, car il offre une haute précision, des capacités d'itération rapides et la possibilité d'usiner des formes complexes sans avoir recours à des moules coûteux. Lorsqu'il s'agit de production à grande échelle, bien que le tournage CNC soit applicable, d'autres méthodes de fabrication telles que le moulage par injection ou le moulage sous pression peuvent être plus économiques en raison de considérations de coût unitaire (y compris l'amortissement des coûts de moule et le gaspillage de matériaux pendant le processus CNC). processus de tournage) et l’efficacité de la production.
Types de tours CNC
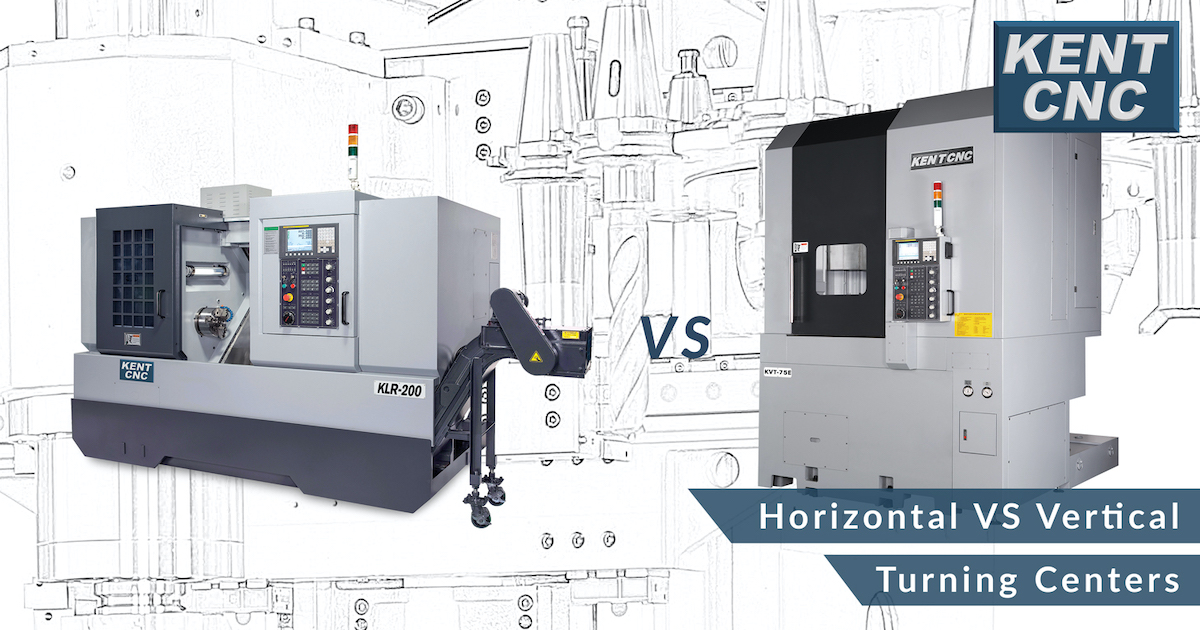
De :KENT CNC
Comme mentionné précédemment, les tours et les centres de tournage sont les machines typiques utilisées pour les opérations de tournage. Dans la pratique, ces machines sont classées en fonction de besoins de fabrication et d'applications spécifiques. Voici un aperçu des principaux types de tours CNC.
Tours CNC horizontaux
Les tours CNC horizontaux sont le type de tours CNC typique et le plus largement utilisé. Dans ces machines, la pièce est montée horizontalement et tourne autour d'un axe horizontal. Ils sont capables d’effectuer des opérations de coupe, de filetage et d’alésage externes et internes.
Tours CNC verticaux
Semblable aux tours horizontaux, la principale différence réside dans la façon dont la pièce est maintenue. Les tours CNC verticaux sécurisent la pièce dans une orientation verticale, ce qui est particulièrement utile pour usiner des pièces lourdes et volumineuses qui pourraient être difficiles à monter ou à maintenir en stabilité sur un tour horizontal. Cette configuration peut également être avantageuse dans des environnements où l'espace est limité.
Centres de tournage horizontaux
Les centres de tournage horizontaux sont des versions avancées des tours horizontaux, intégrant des fonctions supplémentaires telles que le perçage et le fraisage. Cette capacité multitâche permet l’usinage complet d’une pièce sans avoir besoin de transférer la pièce sur différentes machines pour des étapes d’usinage supplémentaires. De plus, l'orientation horizontale facilite l'élimination des copeaux en permettant à la gravité de les éloigner naturellement de la zone de coupe, améliorant ainsi la stabilité et la propreté du processus d'usinage.
Centres de tournage verticaux
Les centres de tournage verticaux combinent les caractéristiques des tours CNC verticaux avec les fraiseuses CNC, offrant la polyvalence nécessaire pour effectuer des opérations de tournage, de fraisage et de perçage. Avec une conception où le mandrin rotatif est positionné plus près du sol, le centre de gravité du matériau est aligné avec l'axe de rotation, ce qui permet d'éviter l'effet cantilever. Les centres de tournage verticaux sont donc idéalement utilisés pour usiner des pièces de grand diamètre mais courtes et lourdes.
De plus, avec les progrès technologiques, il existe d'autres types et variantes spécifiques de machines CNC conçues pour répondre à un éventail plus large de besoins et d'applications de fabrication. Un exemple notable est celui des tours CNC de type suisse, particulièrement adaptés à l’usinage de précision de petites pièces complexes.
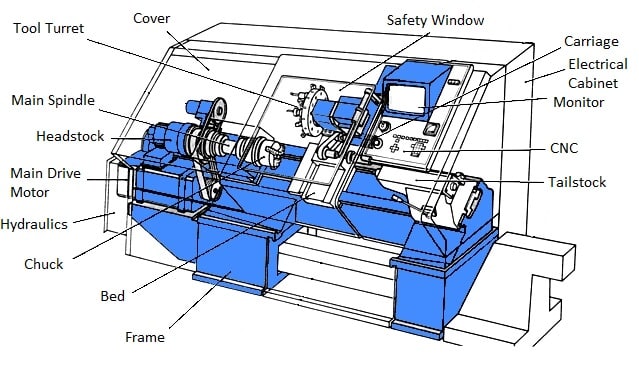
Composants du tour CNC
Bien qu'il existe de nombreux types de tours différents, ils partagent tous certains composants clés communs. La compréhension de ces composants est cruciale pour exploiter efficacement un tour CNC et effectuer la maintenance. Jetons un bref regard sur ces éléments essentiels.
Panneau de contrôle
Le panneau de commande est l'interface utilisateur de la machine CNC, où les machinistes et les techniciens saisissent le code G ou le programme CAM qui dicte les mouvements et les opérations de la machine.
Broche
La broche maintient la pièce en place pendant sa rotation. La puissance et la vitesse de la broche sont essentielles au processus d'usinage, car elles déterminent la vitesse à laquelle la matière peut être enlevée.
La plupart des tours CNC de base sont équipés d'une seule broche, ce qui est suffisant pour la grande majorité des applications de tournage. Cependant, les centres de tournage CNC plus avancés peuvent présenter des configurations à double ou multibroches, permettant des opérations de coupe plus complexes et plus efficaces.
Poupée
La poupée est généralement située sur le côté gauche de la machine (du point de vue de l'opérateur) et sert de boîtier pour le mécanisme d'entraînement de la broche du tour.
La broche principale traverse la poupée et est utilisée pour fixer la pièce ou un dispositif de maintien de la pièce, tel qu'un mandrin. Le mécanisme d'entraînement comprend le moteur, les engrenages, les courroies ou les poulies, qui travaillent ensemble pour transférer la puissance du moteur à la broche, lui permettant de tourner à différentes vitesses.
Contre-pointe
La contre-pointe, positionnée à l'extrémité opposée de la poupée mobile, est conçue pour assurer support et stabilité à la pièce pendant l'usinage. Il peut se déplacer le long du banc du tour pour accueillir des pièces de différentes longueurs et maintient des outils tels que des centres ou des forets dans sa plume réglable pour diverses opérations, telles que le perçage de trous centraux précis. Il est donc parfaitement adapté pour garantir la précision de l’usinage et obtenir des finitions de qualité sur des pièces longues ou lourdes.
Mandrin
Un mandrin est un dispositif qui se monte généralement sur la broche principale et saisit la pièce à couper. Il comporte souvent des mâchoires interchangeables pour s'adapter à différents types et tailles de pièces. Bien que trois mâchoires soient les plus courantes, certains mandrins en ont quatre, ce qui peut être utile pour saisir des barres carrées et permettre un tournage décentré.
Transport
Le chariot est un composant mobile qui glisse le long du banc de la machine. Il sert à soutenir, positionner et introduire l'outil de coupe dans la pièce. Le chariot comprend plusieurs parties, dont la selle, la glissière transversale, le support composé et le porte-outil, entre autres.
Tourelle
La tourelle, montée sur le chariot, accueille divers outils de coupe. Il peut pivoter pour amener rapidement n'importe quel outil en position de coupe, éliminant ainsi le besoin de changements manuels. Les tourelles peuvent être de différents types, y compris statiques (où les outils ne tournent pas pendant l'opération de coupe) et actives (où les outils peuvent tourner, permettant des opérations telles que le perçage ou le fraisage). Les centres de tournage CNC peuvent avoir une seule tourelle ou plusieurs tourelles pour une efficacité accrue. et la complexité de l'usinage.
Lit
Le banc, généralement en fonte, est la base du tour qui supporte tous les autres composants, y compris la poupée, les mandrins, les contre-pointes, etc. Il est conçu pour assurer la stabilité et la rigidité pendant l'usinage.
Travaillez avec Chiggo pour vos pièces tournées CNC personnalisées
Maintenant que vous avez obtenu des informations détaillées sur le tournage CNC, si vous recherchez le bon partenaire pour votre projet, ne cherchez pas plus loin que Chiggo. En tant qu'installation certifiée ISO 9001 : 2015 avec près de deux décennies d'expérience en usinage, nous garantissons que vos produits répondent aux normes de qualité les plus élevées, le tout à des prix compétitifs.
Nous proposons des solutions de fabrication à la demande adaptées à vos besoins spécifiques, avec une assistance experte disponible 24h/24 et 7j/7, de la conception à la livraison. Téléchargez votre fichier CAO dès aujourd'hui pour recevoir une analyse DFM gratuite et faites le premier pas pour donner vie à votre projet !