Le nickelage autocatalytique est apparu au milieu du 20e siècle. En 1944, le Dr Abner Brenner et Grace E. Riddell, alors qu'ils recherchaient la galvanoplastie traditionnelle , a accidentellement découvert une méthode permettant de déposer du nickel sur des surfaces métalliques sans utiliser de courant électrique. Cette percée a conduit au développement du placage autocatalytique au nickel. Depuis lors, la technologie n’a cessé d’évoluer et ses applications se sont étendues, de l’électronique et de l’aérospatiale aux industries pétrolière et gazière, en passant par l’automobile et la défense. Dans cet article, nous explorerons le fonctionnement du nickelage autocatalytique, ses avantages, ses propriétés, ses applications et bien plus encore.
Qu’est-ce que le nickelage autocatalytique ?
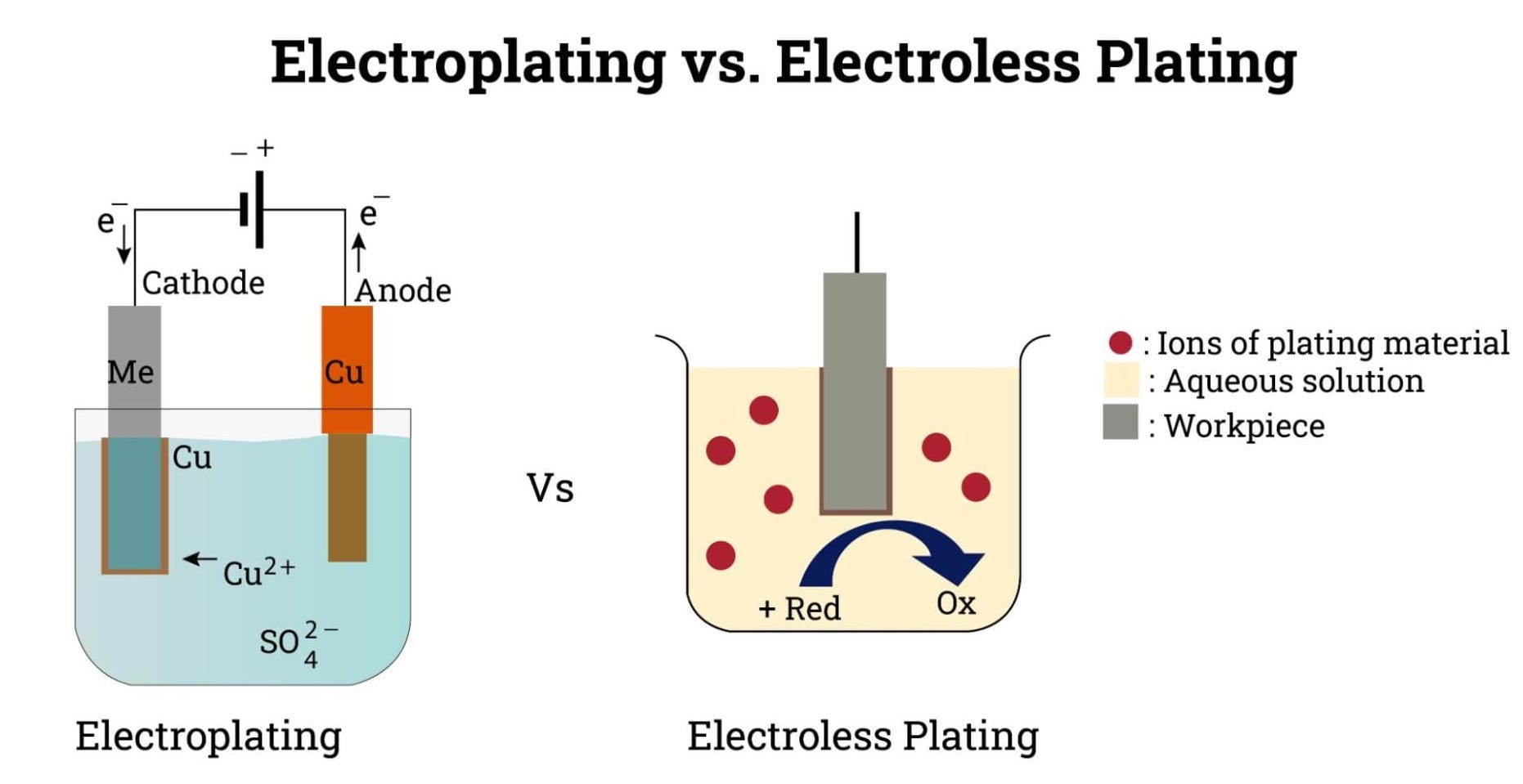
Le placage autocatalytique au nickel (ENP) est un processus chimique autocatalytique qui dépose une couche uniforme d'alliage de nickel sur un substrat solide, tel qu'un métal ou un plastique, sans avoir recours à un courant électrique externe. Contrairement à la galvanoplastie traditionnelle, qui nécessite de l'électricité pour réduire les ions métalliques sur un substrat, le placage autocatalytique repose sur un agent réducteur chimique, l'hypophosphite de sodium, pour faciliter le dépôt de nickel.
Ce processus permet d'obtenir une épaisseur de revêtement constante et uniforme, même sur des géométries complexes et des surfaces internes difficiles à atteindre, comme les fentes, les trous et l'intérieur des tubes. La couche de nickel déposée améliore les propriétés de surface du substrat en offrant une résistance à la corrosion, une dureté, une résistance à l'usure et parfois un pouvoir lubrifiant ou des propriétés magnétiques améliorés. En règle générale, il ne nécessite pas de finition de surface, d'usinage ou de meulage supplémentaire après le placage.
Placage autocatalytique au nickel par rapport à la galvanoplastie au nickel : avantages clés
Alors que le nickel électrolytique est couramment utilisé pour sa rentabilité et son adéquation à la production en grand volume, le nickelage autocatalytique est souvent privilégié dans certaines applications en raison de ses avantages uniques.
Épaisseur de revêtement uniforme
Une caractéristique d'une grande importance dans toutes les applications de l'ENP est la capacité à produire un revêtement d'épaisseur très uniforme, même sur des pièces complexes aux dimensions critiques, telles que les vannes à bille et les composants filetés. En raison de la nature autocatalytique du processus, il n’existe aucune zone à courant élevé ou faible qui pourrait provoquer un placage excessif ou insuffisant dans les régions critiques. L'épaisseur peut être étroitement contrôlée pour garantir des taux de dépôt égaux sur toute la surface du composant. De plus, la surface lisse et homogène des revêtements ENP réduit la friction.
Résistance supérieure à la corrosion
Le nickelage autocatalytique est moins poreux que le nickel électrolytique. Les revêtements ENP à haute teneur en phosphore, en particulier, présentent une structure amorphe qui réduit les voies de pénétration des substances corrosives. Cela crée une barrière uniforme et dense, améliorant considérablement la résistance à la corrosion, ce qui en fait un choix idéal pour les environnements chimiques et marins difficiles.
Pas besoin de conductivité électrique ni d'équipement supplémentaire
Cette méthode de placage ne nécessite pas que le substrat soit électriquement conducteur ou traité pour être conducteur. Cela élimine également le besoin d’alimentations électriques, d’anodes et de luminaires complexes. Avec des exigences d'équipement minimales, le placage autocatalytique réduit considérablement les coûts d'installation et réduit les risques de sécurité.
Dureté et résistance à l'usure supplémentaires
Les dépôts ENP peuvent être traités thermiquement pour atteindre environ 90 % de la même dureté que le chrome. Les revêtements EN à faible teneur en phosphore mesurent jusqu'à 63 sur l'échelle Rockwell (Rc) tels qu'ils sont plaqués. En comparaison, les dépôts de nickel brillant de type II créés par placage électrolytique ont une dureté telle que plaquée de 50+ Rc.
Comment fonctionne le placage autocatalytique au nickel ?
Étape 1 : Préparation de la surface
a. Nettoyage et dégraissage
Tout d’abord, la surface de la pièce est minutieusement inspectée et nettoyée pour éliminer les contaminants tels que les huiles, les graisses ou les oxydes, afin d’assurer une bonne adhérence de la couche de nickel.
b. Activation (pour substrats non métalliques ou métaux passifs)
Les matériaux non métalliques (tels que les plastiques et la céramique) manquent intrinsèquement d'activité catalytique, tandis que les métaux passifs (tels que l'acier inoxydable et l'aluminium) ont tendance à former des couches denses d'oxyde ou passives sur leurs surfaces, ce qui empêche l'adhérence du revêtement et la réduction des ions nickel. Les pièces fabriquées à partir de ces matériaux doivent généralement être immergées dans un bain chimique pour activer la surface, améliorant ainsi l'adhérence et l'uniformité du placage autocatalytique au nickel.
Il convient de noter que pour les métaux actifs, tels que l’acier au carbone et le cuivre, une étape d’activation dédiée est généralement inutile. Après les étapes de prétraitement standard telles que le nettoyage et la gravure à l'acide, la surface du substrat est suffisamment active pour procéder directement au nickelage autocatalytique.
Étape 2 : Processus de réaction autocatalytique
L’élément central de ce processus est la solution de placage. Le bain de placage contient plusieurs éléments clés :
Source de nickel : Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
Agent réducteur : Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
Agents complexants : Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
Tampons : Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
Stabilisateurs : Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
Pour mieux illustrer ce processus, nous utilisons l’hypophosphite de sodium (NaH2PO2) comme agent réducteur et examinons les principales réactions chimiques qui se produisent au sein de la solution.
Oxydation de l'hypophosphite de sodium
H2PO2−+ H2O → H2PO3−+ 2H++2e−
Réduction des ions nickel
Ni2++2e−→Ni
Réaction globale
Ni2++ 2H2PO2−+ 2H2O → Ni + 2H2PO3−+ 2H+
Principales réactions chimiques lors du placage autocatalytique au nickel.
Points clés :
Une fois qu'une couche initiale de nickel est déposée, elle agit comme un catalyseur pour la réaction, permettant un dépôt continu sans avoir besoin d'électricité externe.
Une partie du phosphore provenant des ions hypophosphite se dépose avec le nickel, ce qui donne un alliage nickel-phosphore. La teneur en phosphore affecte les propriétés du revêtement, telles que la dureté et la résistance à la corrosion.
Les revêtements de nickel autocatalytique sont généralement classés en fonction de leur teneur en phosphore comme étant à faible teneur en phosphore (2 à 5 % de P), à phosphore moyen (6 à 9 % de P) et à teneur élevée en phosphore (10 à 13 % de P). Dans la section suivante, nous explorerons en détail comment les différents niveaux de phosphore affectent les propriétés de la couche de nickel autocatalytique.
Étape 3 : Processus post-placage
Une fois l’épaisseur souhaitée de nickel déposé atteinte, les pièces sont soigneusement rincées et séchées. Ils sont généralement traités thermiquement pour améliorer encore la dureté, renforcer la liaison entre le revêtement et le substrat et réduire les contraintes internes au sein du revêtement.
Propriétés de dépôt du placage autocatalytique au nickel
Dans les sections précédentes, nous avons appris que la teneur en phosphore et le traitement thermique influencent tous deux les propriétés des revêtements de nickel autocatalytique, la logique sous-jacente étant qu'ils ont un impact sur la structure du revêtement. Nous explorerons ensuite comment ces facteurs affectent des propriétés spécifiques, ce qui est essentiel pour sélectionner le bon type de placage autocatalytique au nickel pour des applications et des exigences de performances spécifiques.
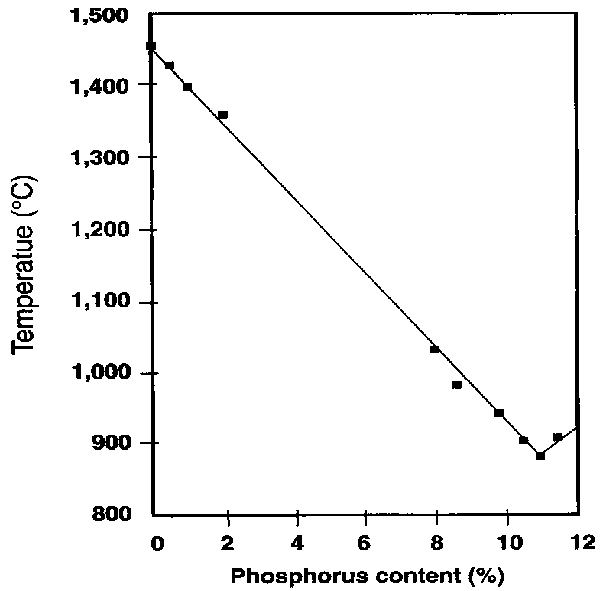
Point de fusion
Le nickel chimique ne possède pas la résistance aux hautes températures du nickel pur. L’ajout de phosphore au nickel abaisse le point de fusion de l’alliage de manière presque linéaire. Par exemple, le nickel pur a un point de fusion d'environ 1 455 °C, et l'ajout d'environ 11 % de phosphore le réduit à environ 880 °C, qui est le point eutectique du système nickel-phosphore. Cette réduction significative du point de fusion limite l'utilisation du nickel chimique dans des environnements à haute température.
Propriétés électriques
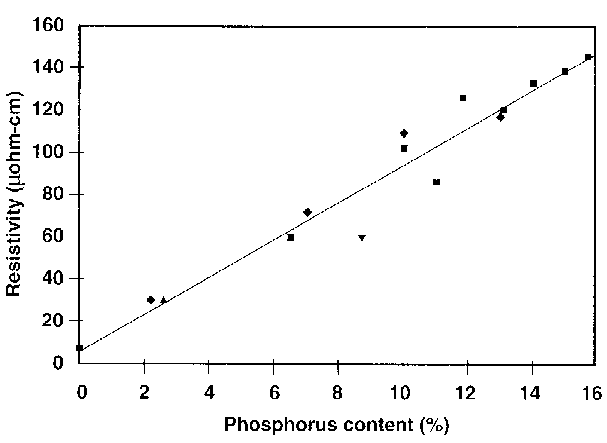
Les dépôts EN sont modérément conducteurs, mais leur conductivité diminue à mesure que la teneur en phosphore augmente. Le co-dépôt de phosphore perturbe le réseau cristallin du nickel, conduisant à la formation d'une structure cristalline amorphe ou fine. Ce changement structurel augmente la diffusion des électrons et augmente la résistivité.
Les revêtements à haute teneur en phosphore présentent généralement une résistivité comprise entre 50 et 200 microohms/cm, offrant un équilibre d'isolation et de conductivité bénéfique pour les applications telles que les contacts, les appareillages de commutation et les tubes d'échangeurs de chaleur. Un traitement thermique peut encore modifier ces propriétés. La résistivité commence à diminuer vers 150°C, la réduction la plus significative se produisant entre 260°C et 280°C en raison de changements structurels dus à la précipitation du phosphure de nickel.
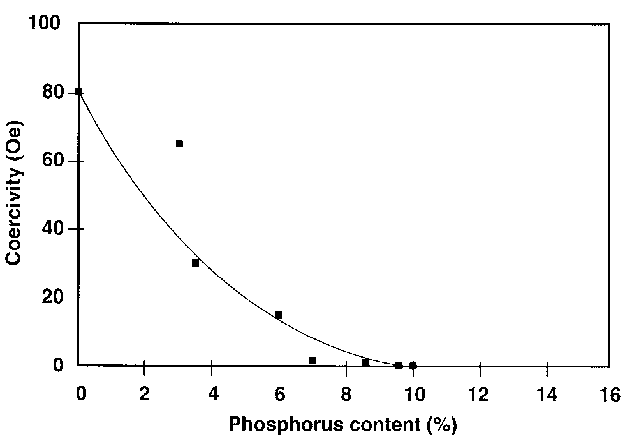
Propriétés magnétiques
Le ferromagnétisme du nickel pur diminue considérablement avec l'augmentation de la teneur en phosphore. Les dépôts ENP contenant plus de 10,5 % de phosphore sont généralement non magnétiques, une propriété qui permet l'une des principales utilisations des revêtements de nickel autocatalytique à haute teneur en phosphore : comme sous-couche pour les revêtements magnétiques dans la production de disques mémoire. Cet état non magnétique est conservé même après un traitement thermique de courte durée à 260°C. Cependant, des traitements thermiques prolongés ou à température plus élevée peuvent provoquer une précipitation de phosphure de nickel, augmentant ainsi les propriétés ferromagnétiques.
Propriétés thermiques (coefficient de dilatation thermique, CTE)
Le coefficient de dilatation thermique (CTE) des revêtements ENP se situe généralement entre 11,1 et 22,3 µm/m°C. Les revêtements à faible teneur en phosphore ont un CTE plus élevé, proche ou même supérieur à celui du nickel pur, tandis que les revêtements à haute teneur en phosphore présentent un CTE nettement inférieur. La sélection du CTE approprié en fonction du substrat est essentielle pour garantir l'intégrité structurelle, prolonger la durée de vie des composants et réduire le risque de fissuration ou de pelage dû aux fluctuations de température.
Résistance à la corrosion
La résistance à la corrosion est l’une des principales raisons pour lesquelles le nickelage autocatalytique est largement utilisé. Cependant, les performances des différents types de revêtements autocatalytiques au nickel varient en fonction des conditions environnementales. Dans les environnements à haute température et fortement alcalins, les revêtements à faible teneur en phosphore offrent une meilleure résistance à la corrosion que les revêtements à haute teneur en phosphore. En revanche, les revêtements à haute teneur en phosphore offrent une résistance supérieure à la corrosion dans les environnements neutres ou acides.
Étant donné que le placage autocatalytique au nickel agit comme une barrière plutôt que comme un revêtement sacrificiel, l’épaisseur et la faible porosité du revêtement sont cruciales pour sa résistance à la corrosion. Les revêtements plus épais et moins poreux ont tendance à avoir une meilleure résistance à la corrosion. De plus, les revêtements à haute teneur en phosphore (plus de 10 % de phosphore), en raison de leur structure amorphe, sont moins susceptibles de développer des pores et présentent donc une meilleure résistance à la corrosion.
Il est important de noter que le traitement thermique peut entraîner la formation de microfissures, en particulier dans les revêtements riches en phosphore. Ces fissures peuvent permettre aux fluides corrosifs de pénétrer dans le revêtement, réduisant ainsi sa résistance à la corrosion.
Solution caustique
N02200 (Nickel 200)
FR Revêtements
Acier doux
S31600 (316 acier inoxydable)
LP
Député
HP
45 % NaOH + 5 % NaCl à 40 °C
2.5
0,3
0,3
0,8
35,6
6.4
45 % NaOH + 5 % NaCl à 140 °C
80,0
5.3
11.9
Échoué
Aucune donnée
27.9
35 % de NaOH à 93°C
5.1
5.3
17.8
13.2
94
52,0
50 % de NaOH à 93°C
5.1
6.1
4.8
9.4
533.4
83,8
73 % NaOH à 120°C
5.1
2.3
7.4
Échoué
1448
332,7
Comparaison des taux de corrosion des revêtements de nickel autocatalytique dans des solutions caustiques avec d'autres matériaux couramment utilisés. Tous les taux de corrosion en microns/an, exposition de 100 jours.
Dureté
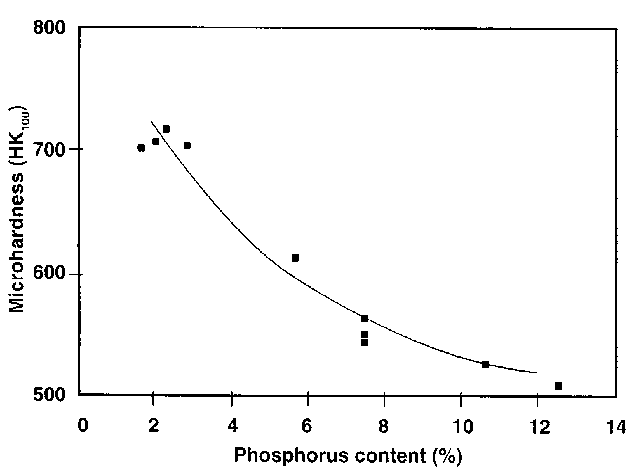
À l’état tel que déposé, la dureté des revêtements de nickel autocatalytique diminue à mesure que la teneur en phosphore augmente. Les revêtements de nickel autocatalytique à faible teneur en phosphore présentent une dureté plus élevée à l’état tel que déposé. Cependant, tous les revêtements de nickel autocatalytique sont plus durs que le nickel électrolytique. Par exemple, la dureté Vickers (HK100) des revêtements de nickel autocatalytique varie généralement de 500 à 720, tandis que la dureté du nickel électrolytique n'est qu'entre 150 et 400 HK100.
De plus, quelle que soit la teneur en phosphore, la dureté de tous types de revêtements augmente considérablement après traitement thermique, atteignant environ 850 à 950 HK100. Ce niveau de dureté s'approche, voire correspond à celui du chromage, ce qui explique en partie pourquoi le nickelage autocatalytique remplace progressivement le chromage dans les applications nécessitant une dureté et une résistance à l'usure élevées.
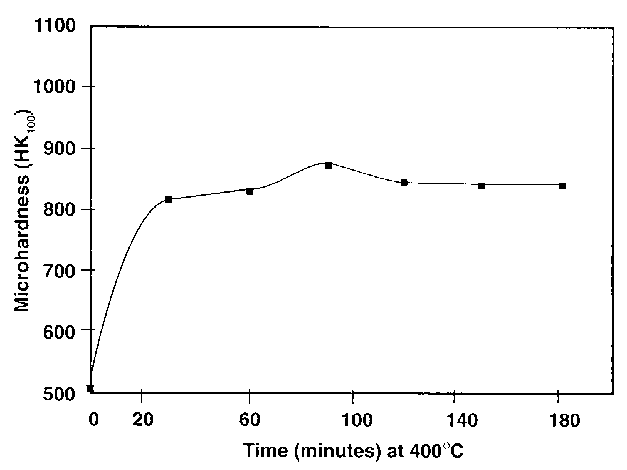
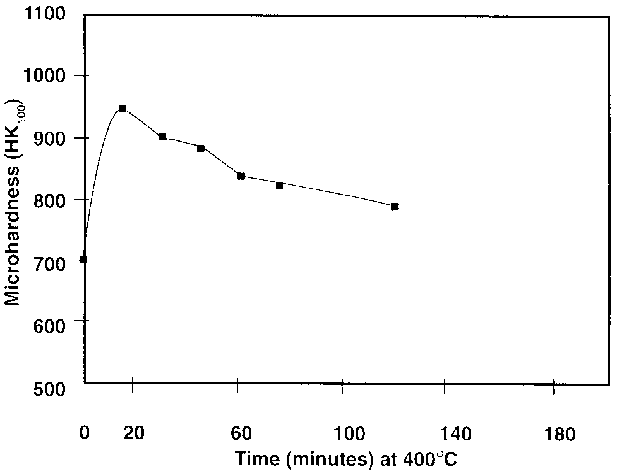
Comportement au traitement thermique des dépôts riches en phosphore.
Comportement au traitement thermique des dépôts à faible teneur en phosphore.
Cependant, le comportement au traitement thermique diffère considérablement entre les revêtements à haute teneur en phosphore et à faible teneur en phosphore. Comme le montre la figure ci-dessus, sous un traitement thermique à 400°C, les revêtements à faible teneur en phosphore connaissent une augmentation rapide de leur dureté au cours de la courte période initiale. Cependant, avec un traitement thermique prolongé, une recristallisation et une croissance des grains se produisent, entraînant une diminution progressive de la dureté. Par conséquent, les revêtements à faible teneur en phosphore conviennent mieux au traitement thermique à haute température de courte durée. En revanche, les revêtements à haute teneur en phosphore conservent une dureté stable même après un traitement thermique prolongé, ce qui les rend idéaux pour un traitement thermique de longue durée.
Le tableau ci-dessous présente les trois méthodes de traitement thermique recommandées pour le nickelage autocatalytique afin d'obtenir une dureté maximale.
Teneur en phosphore (%)
Traitement thermique
2 à 5
1 heure à 400° - 425°C
6 - 9
1 heure à 375° - 400°C
10 - 13
1 heure à 375° - 400°C
Conditions de traitement thermique pour obtenir une dureté maximale.
Résistance à l'usure
En raison de leur dureté plus élevée, les revêtements de nickel autocatalytique à faible teneur en phosphore présentent une meilleure résistance à l’usure à l’état tel que déposé. Les revêtements à teneur moyenne en phosphore ont une résistance à l'usure légèrement inférieure à celle des revêtements à faible teneur en phosphore, se situant dans une plage intermédiaire. Les revêtements à haute teneur en phosphore, avec leur structure amorphe et leur dureté plus faible à l’état tel que déposés, présentent généralement une résistance à l’usure plus faible.
Alors que le traitement thermique améliore la résistance à l'usure de tous les types de revêtements, les revêtements à faible teneur en phosphore se distinguent particulièrement après le traitement thermique. Leur résistance à l'usure s'approche de celle du chrome électrolytique et est supérieure à celle des revêtements à haute teneur en phosphore.
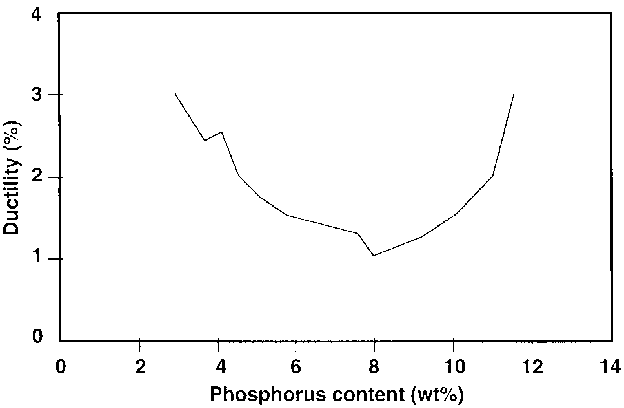
Ductilité
La teneur en phosphore a un impact minime sur la ductilité des revêtements de nickel autocatalytique. Les revêtements à faible teneur en phosphore et à haute teneur en phosphore ont une ductilité relativement faible, avec seulement de légères différences entre eux. L'allongement à la rupture n'est généralement que de 1 % à 2,5 %, et la ductilité des revêtements de nickel autocatalytique diminue encore après le traitement thermique.
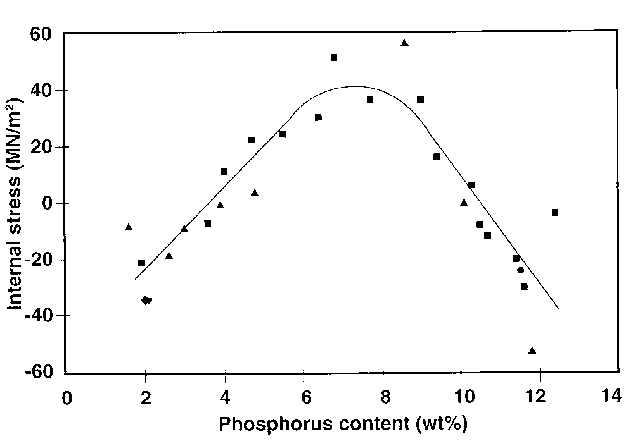
Contrainte interne
La contrainte interne fait référence à la contrainte générée au sein du revêtement lui-même, qui influence sa stabilité dimensionnelle. Les contraintes de traction provoquent la contraction du dépôt, tandis que les contraintes de compression provoquent son expansion, pouvant conduire à des fissures ou à un délaminage. La contrainte interne de l'ENP peut être gérée en ajustant la composition, la température et le pH du bain de placage, ainsi qu'en optimisant les paramètres du processus de placage. Les revêtements à haute teneur en phosphore présentent généralement une contrainte de compression dans les solutions fraîches, tandis que les revêtements à faible teneur en phosphore restent soumis à une contrainte de compression dans les bains neufs et anciens. Les revêtements à teneur moyenne en phosphore ont cependant tendance à présenter des contraintes de traction.
Soudabilité, Soudabilité
Les revêtements EN adhèrent bien à la soudure, facilitant des connexions solides et fiables entre les composants électroniques et les fils. Les revêtements EN à faible teneur en phosphore, en particulier, offrent une meilleure adhérence de la soudure grâce à leur surface plus lisse, ce qui favorise des joints de soudure plus solides que les revêtements à haute teneur en phosphore.
Cependant, les revêtements EN ne conviennent pas au soudage. Les températures élevées impliquées dans le soudage peuvent provoquer une oxydation ou la formation de phases fragiles au sein de la couche de nickel, ce qui fragilise la soudure. Les revêtements à haute teneur en phosphore sont particulièrement sujets à la fragilité dans ces conditions, tandis que les revêtements à faible teneur en phosphore peuvent offrir une meilleure résistance à la chaleur, mais ils ne conviennent toujours pas au soudage en raison des températures extrêmes impliquées.
Applications avantageuses du placage autocatalytique au nickel
Le nickelage autocatalytique est largement utilisé dans de nombreux secteurs pour ses propriétés exceptionnelles, en particulier lorsque les matériaux traditionnels comme l'acier inoxydable ne sont pas rentables ou réalisables. Les fabricants choisissent souvent cette approche de placage pour des matériaux alternatifs tels que les alliages d'aluminium, l'acier au carbone ou l'acier inoxydable de qualité inférieure, car ceux-ci nécessitent généralement des revêtements de protection pour répondre aux normes de performance. Vous trouverez ci-dessous les principales industries et pièces dans lesquelles le nickelage autocatalytique s’avère le plus bénéfique :
Industrie de la restauration
Le nickelage autocatalytique est largement utilisé dans l’industrie alimentaire pour les composants qui, bien qu’ils ne soient pas en contact direct avec les aliments, exigent une résistance élevée à la corrosion et une facilité d’entretien. Les applications typiques incluent les roulements, les rouleaux, les systèmes de convoyeurs, les systèmes hydrauliques et les engrenages dans les machines de transformation de la viande, la manutention des céréales, les boulangeries, les équipements de restauration rapide, les brasseries et la transformation de la volaille.
Industrie pétrolière et gazière
Les pièces du secteur pétrolier et gazier sont fréquemment exposées à des environnements difficiles et corrosifs. Le placage autocatalytique au nickel fournit une couche protectrice durable sur les composants tels que les vannes, les raccords à bille et à clapet, les fûts et les raccords de tuyauterie, offrant une résistance exceptionnelle à la corrosion et à l'usure pour les applications rigoureuses de cette industrie.
Industrie automobile
Le nickelage autocatalytique améliore la durabilité et les performances des pièces automobiles essentielles telles que les amortisseurs, les cylindres, les pistons de frein et les engrenages. L’épaisseur uniforme et la résistance au frottement du revêtement améliorent la durée de vie des composants et les performances globales du véhicule.
Industrie aérospatiale
La précision et la fiabilité sont cruciales dans l'aérospatiale, où le nickelage autocatalytique est appliqué à des composants tels que les vannes, les pistons, les pompes et les pièces critiques des fusées. Son dépôt uniforme garantit une épaisseur de revêtement constante sur des formes complexes, améliorant ainsi la durabilité et la fiabilité dans des conditions extrêmes.
Industrie de transformation chimique
L'exposition constante à des produits chimiques agressifs dans cette industrie nécessite une protection durable des pièces telles que les pompes, les pales de mélange, les échangeurs de chaleur et les unités de filtration. Le nickelage autocatalytique améliore considérablement la résistance à la corrosion, maintient l’intégrité de l’équipement et réduit les temps d’arrêt pour maintenance.
Fabrication de plastiques et de textiles
Dans les secteurs du plastique et du textile, les composants tels que les moules, les filières, les filières et les extrudeuses bénéficient de la résistance à l’usure et de la finition lisse du nickelage autocatalytique. Le revêtement réduit la friction, prolonge la durée de vie des pièces, garantit une qualité constante des produits et minimise les temps d'arrêt des équipements.
Commande de pièces avec placage autocatalytique au nickel
Le placage autocatalytique au nickel se distingue comme une solution de revêtement hautement adaptable et fiable qui apporte protection, durabilité et uniformité à un large éventail d’applications industrielles. Sa combinaison unique de résistance à la corrosion, de protection contre l'usure et d'épaisseur de revêtement constante, même sur les surfaces les plus complexes, en fait une alternative avancée à la galvanoplastie traditionnelle dans certaines applications.
Si vous ne savez pas si ENP convient à votre pièce personnalisée, contactez Chiggo pour discuter de vos besoins. Vous pouvez également en savoir plus sur les finitions de surface.