La courbe de contrainte-déformation est l'un des graphiques les plus courants que vous rencontrerez dans la science des matériaux d'introduction ou la mécanique des matériaux. Bien que ses nombreux points et régions étiquetés puissent sembler intimidants au début, le tracé et la maîtrise de la contrainte par rapport à la contrainte sont en fait assez simples. Dans cet article, nous explorerons en détail la courbe de contrainte-contrainte afin que vous puissiez le comprendre mieux.
Mais avant de commencer, passons d'abord les réponses à ces questions:
1. Pourquoi définir les propriétés d'un matériau avec une contrainte-contrainte plutôt que la force-déplacement?
Les courbes de force-déplacement dépendent de la taille et de la forme d'un échantillon - un échantillon plus épais ou plus long nécessite plus de force (et subit un déplacement différent) même s'il s'agit du même matériau. En d'autres termes, la force et le déplacement sont des propriétés extrinsèques liées à la géométrie.
2. Qu'est-ce que le stress?
Lorsqu'une charge externe F est appliquée à un composant continu et déformable de l'équilibre statique, le composant se déforme et développe des forces internes F 'qui s'opposent exactement à la charge appliquée pour maintenir l'équilibre. En supposant que F est uniformément réparti sur une zone de section transversale A, la force de résistance interne par unité est connue sous le nom de contrainte et peut être exprimée comme suit:
Le stress a des unités de pression (PA ou N / M²) et représente la force interne moyenne par unité de zone résistant à la déformation. Cecontrainte d'ingénierieLa formule suppose une distribution de contrainte uniforme; Pour de grandes déformations ou un chargement hautement non uniforme, utilisezVRAI Stress(basé sur la zone instantanée) ou le tenseur de contrainte complet pour une analyse précise.
3. Qu'est-ce que la souche?
Sous une charge appliquée, le matériau se déforme. Pour comparer la déformation à travers des échantillons de différentes tailles et formes, les scientifiques introduisent une mesure non dimensionnelle appelée souche, ce qui quantifie l'allongement relatif.
Pour un élément avec une longueur d'origine L0et changement de longueur Δl, lesouche d'ingénierieest défini comme :
La tension d'ingénierie est simple et précise pour les petites déformations (généralement jusqu'à ~ 5%). Pour les grandes déformations, comme dans la formation de métal ou la FEA non linéaire, vous utilisezVérité (logarithmique), qui explique la longueur en constante évolution:
Quelle est la courbe de contrainte-déformation?
Une courbe de contrainte-déformation montre comment un matériau se comporte sous la charge, ce qui donne un aperçu de la résistance, de la rigidité, de la ductilité et des limites de défaillance du matériau.
Comment la courbe de contrainte-contrainte est-elle mesurée?
Il est généralement mesuré par un test de traction uniaxial destructeur: un échantillon standardisé «pour chien» ou rod droit est saisi dans une machine d'essai universelle (UTM). La machine applique la charge à une fréquence constante contrôlée jusqu'à l'échec de l'échantillon. Au cours de ce processus, la cellule de charge de l'UTM mesure la force de traction F, tandis qu'un extenomètre (ou système vidéo / dic) enregistre la déformation axiale sur la longueur de la jauge définie. La force par rapport au déplacement - et donc la contrainte d'ingénierie par rapport à la souche d'ingénierie - est enregistrée en continu. Enfin, vous convertissez la force en stress (σ = f / a0) et le déplacement vers la déformation (ε = Δl / L0), Puis tracer σ sur l'axe vertical versus ε sur l'axe horizontal pour générer la courbe contrainte-déformation.
Étapes d'une courbe de contrainte-déformation
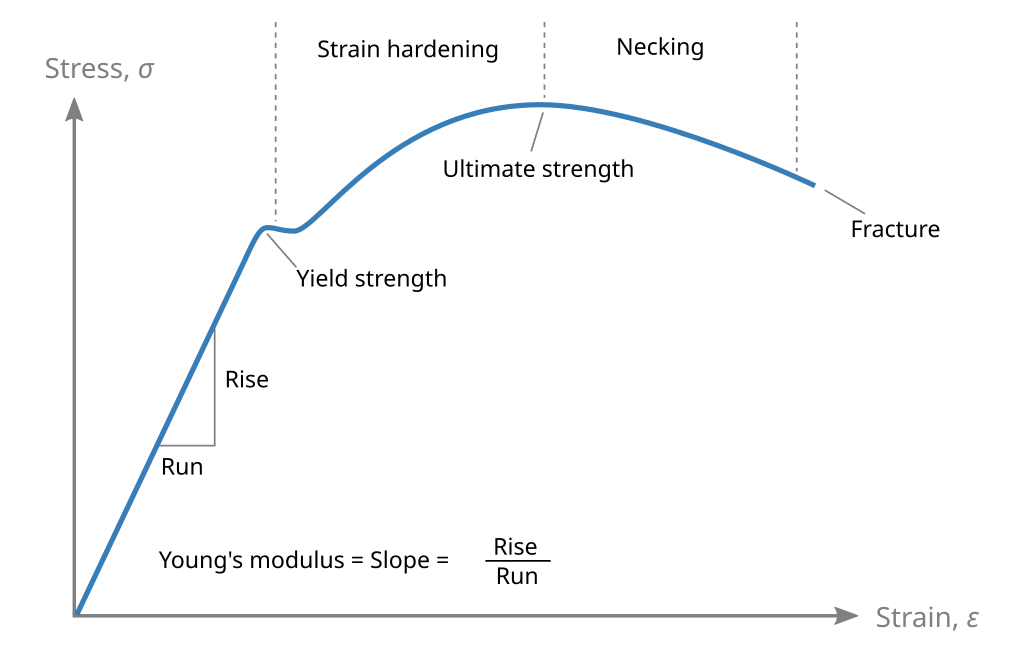
Les courbes contrainte-déformation pour les matériaux ductiles se composent de plusieurs sections qui reflètent la façon dont le matériau réagit à mesure que le stress augmente. Les courbes pour les matériaux fragiles, en revanche, sont beaucoup plus simples - généralement une ligne droite jusqu'à la fracture. Dans ce qui suit, nous nous concentrerons sur le comportement contrainte-contrainte des matériaux ductiles.
Il y a trois étapes principales et cinq points clés sur la courbe:
Trois étapes
Déformation élastique: Dans la partie initiale de la courbe, le stress et la tension sont parfaitement proportionnels, en suivant la loi de Hooke. Ici, le matériau se comporte comme un ressort - récupèrez la charge et il revient à sa forme d'origine. La pente de cette région linéaire est le module de Young, qui quantifie la rigidité du matériau.
Durcissement de la tension: Après le point de rendement - et toute brève chute de contrainte ou plateau dans certains aciers - le matériau entre dans le stade de la tension. La déformation plastique se poursuit uniformément le long de la longueur de la jauge, et le métal se renforce à mesure que les dislocations s'accumulent et interagissent, ce qui rend plus difficile le glissement. Par conséquent, le stress nécessaire pour continuer à déformer l'échantillon augmente jusqu'à ce qu'il atteigne lerésistance à la traction ultime.
Casse: Une fois que le matériau atteint sa résistance à la traction ultime, une déformation uniforme se termine et une forme de «cou» dans une région. À partir de ce moment, il faut moins de force pour pousser un flux plastique supplémentaire dans le cou, de sorte que la contrainte d'ingénierie (toujours en utilisant la zone transversale d'origine) tombe jusqu'à ce que l'échantillon se fracture enfin.
Cinq points clés
Limite proportionnelle: La fin de la partie linéaire sur la courbe de contrainte-déformation de laquelle le module de Young peut être tiré en calculant la pente.
Limite élastique: Le stress le plus élevé auquel la déformation est encore entièrement récupérable. Dans les métaux, il coïncide presque avec la limite proportionnelle.
Point de rendement (limite d'élasticité): Le stress auquel commence la déformation permanente. Il se trouve en dessinant une ligne parallèle à la partie initiale (élastique) de la courbe mais décalée de 0,2%; L'intersection de cette ligne avec la courbe de contrainte-déformation définit la limite d'élasticité.
Force de traction ultime:La stress d'ingénierie de pointe sur la courbe. Au-delà de cela, le rétrécissement commence. (Remarque: le vrai stress continue d'augmenter jusqu'à la fracture.)
Point de fracture (rupture):La fin de la courbe, où le matériau se brise enfin.
Autres propriétés de matériau de la courbe contrainte-déformation
Module de résilience:La zone sous la partie élastique de la courbe contrainte-déformation, représentant l'énergie par volume unitaire, un matériau peut absorber et libérer sans déformation permanente. C'est un paramètre clé pour la conception de ressorts, des structures dignes de crash et tout composant qui doit stocker et retourner l'énergie élastiquement.
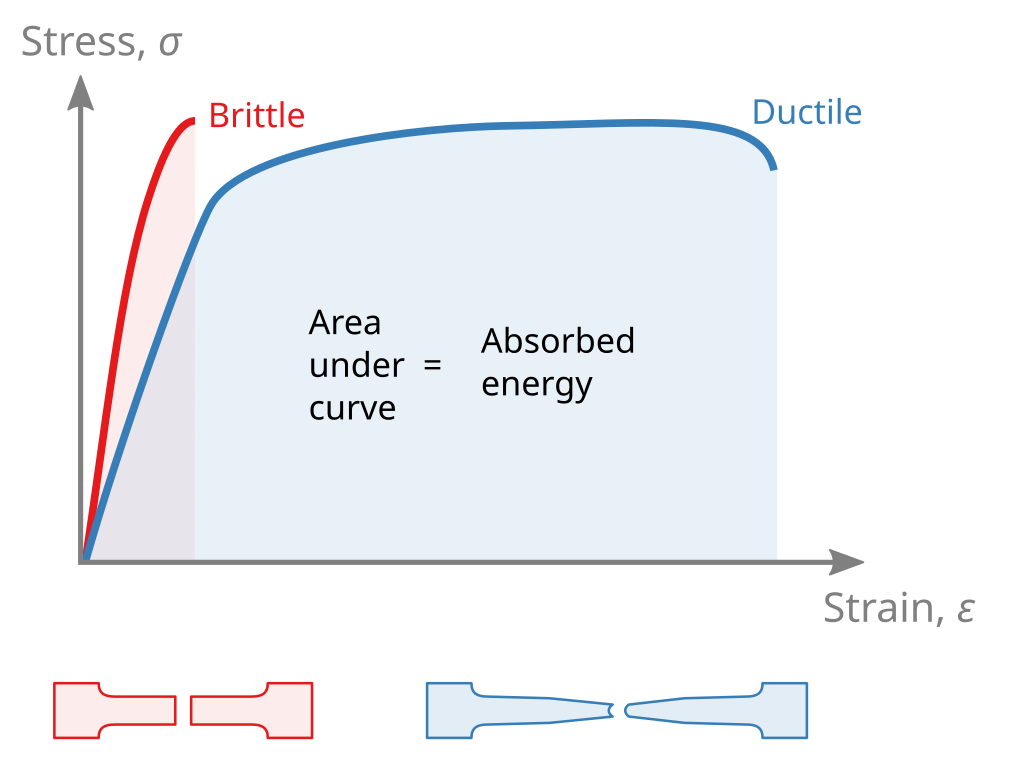
Dureté:La surface totale sous la courbe contrainte-déformation, qui quantifie l'énergie par volume unitaire qu'un matériau peut absorber avant la fracturation. La ténacité guide la sélection de matériaux pour les applications résistantes à l'impact et aux chocs, telles que les structures de collision automobile et l'armure balistique.
Ductilité:Mesuré par allongement à la rupture (le pourcentage d'augmentation de la longueur de la jauge à la fracture) et la réduction de la surface (la diminution en pourcentage de la surface transversale à la fracture), la ductilité mesure combien de matériel peut se déformer plastiquement avant d'échouer. Une ductilité élevée est avantageuse pour la formation d'opérations, tandis que la faible ductilité indique un risque plus élevé de fracture fragile.
Travaillez en durcissant (durcissement des contraintes):Après le rendement, la véritable contrainte d'écoulement continue de monter avec une déformation plastique dans la région plastique uniforme; Ce renforcement répartit la tension plus uniformément, retarde le rétrécissement (plus grand allongement uniforme) et améliore la formation des métaux (estampage, roulement, dessin profond) et précision FEA pour le retour et l'amincissement.
Courbes de contrainte vs de contrainte pour différents matériaux
Stress vs soucheLes courbes varient considérablement d'une famille de matériel à l'autre. Ils peuvent être largement divisés en deux catégories - ductile et cassant - comme illustré dans la figure ci-dessous.
Les matériaux ductils, tels que l'acier à faible teneur en carbone, les alliages d'aluminium, le cuivre et de nombreux thermoplastiques, ont une courbe de contrainte-déformation en plusieurs étapes: une région linéaire initiale (élastique), un point de vue transparent, une région de tension (plastique uniforme), le recouper et enfin une fracture après une allongation substantielle. Ils peuvent absorber de grandes quantités d'énergie avant la défaillance.
Les matériaux fragiles, comme la fonte, la plupart des céramiques, le verre et le béton, montrent un comportement élastique presque purement linéaire jusqu'à la fracture avec pratiquement aucune région plastique, donc leur limite proportionnelle, la résistance à la traction ultime et la résistance à la fracture coïncident.
Notez que les courbes illustrées ci-dessus ne représentent que ces conditions de matériau spécifiques. Le comportement réel de contrainte-contrainte peut varier considérablement avec la composition, le traitement thermique, la microstructure, la température, la vitesse de déformation et d'autres paramètres de test ou de traitement.
Ingénierie vs vraie contrainte et tension
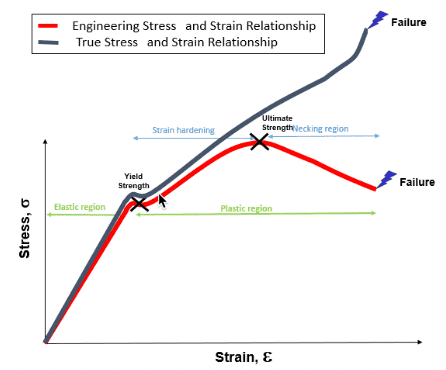
L'ingénierie et les véritables courbes contraintes-déformation sont les deux façons les plus courantes de présenter les données de test de traction.
Contrainte d'ingénierie - contraintes
Dans un test de traction standard, nous supposons que la section transversale du spécimen reste dans sa zone d'origine A0. La contrainte d'ingénierie est donc définie comme:
et tension d'ingénierie comme:
Lorsque vous appliquez une charge, la courbe augmente linéairement à travers la région élastique, puis continue devant le point d'élèvement dans une déformation plastique uniforme, atteignant son pic à la résistance à la traction ultime - marquant la fin de l'allongement uniforme. Au-delà de ce pic, le plateau se concentre dans une section rétrécie. Parce que la contrainte d'ingénierie se divise toujours par la zone d'origine0, la valeur de contrainte tracée baisse même si le véritable stress (basé sur la zone de rétrécissement) continue de grimper. Par conséquent, la courbe d'ingénierie (illustrée en rouge sur la figure) tombe après UTS et tendance vers le bas jusqu'à la fracture.
Véritable contrainte
Si vous comptez la zone instantanéejeÀ chaque étape de charge, vous obtenez un véritable stress:
et vraie souche (logarithmique):
Pendant le rétrécissement, la zone transversale diminue plus rapidement que la charge appliquée tombe donc σtcontinue d'augmenter au-delà de la résistance à la traction ultime de l'ingénierie. La véritable courbe de contrainte-déformation augmente donc régulièrement jusqu'à la fracture sans baisser après son pic.
La contrainte d'ingénierie et la déformation sont les données standard rapportées sur les éléments de données des matériaux et utilisés dans les codes de conception. Ils donnent un accès rapide à des propriétés familières telles que la limite d'élasticité, la résistance à la traction ultime et l'allongement à la pause, ce qui facilite la comparaison des matériaux, définit les facteurs de sécurité et assure un contrôle de qualité cohérent entre les lots de production.
La véritable contrainte et la déformation sont des entrées critiques pour les analyses d'éléments finis non linéaires et les modèles constitutifs. En reflétant la réponse réelle du matériau à travers de grandes souches en plastique et dans le rétrécissement, ils permettent une simulation précise des processus de formation (par exemple, l'estampage, le forgeage, l'extrusion), les prédictions précises de rejet et les prévisions fiables de l'endroit et de la façon dont une pièce se localisera et finalement échouer.
Conclusion
La courbe contrainte-déformation est un outil indispensable qui relie le comportement des matériaux aux performances structurelles. Il informe la conception en fournissant des données de module élastique, de limite d'élasticité, de ténacité et de ductilité utilisée pour dimensionner et qualifier les composants. Il guide également la fabrication en définissant le chemin de contrainte-déformation nécessaire pour calculer les forces de formation, la géométrie de l'outillage et le relâchement attendu.
Chez Chiggo, nous appliquons ces informations matérielles sur une gamme complète de services, deUsinage CNCet l'impression 3D àfabrication de tôles, et nous sommes heureux de fournir des devis gratuits et des conseils d'experts pour votre prochain projet.