La conception joue un rôle central dans l'usinage CNC car elle pose les bases de l'ensemble du processus de fabrication. Comme on le sait, l’usinage CNC utilise des machines contrôlées par ordinateur pour éliminer avec précision la matière d’une pièce. Le processus est très polyvalent, reproductible et précis. De plus, il est compatible avec une large gamme de matériaux, de la mousse et du plastique au bois et au métal.
La réalisation de ces capacités repose en grande partie sur la conception pour l’usinage CNC. Une conception efficace garantit non seulement la qualité de la pièce, mais permet également de réduire les coûts de production et le temps associés aux pièces usinées CNC.
Dans ce guide, nous discuterons des restrictions de conception et fournirons des règles de conception exploitables et des valeurs recommandées pour les fonctionnalités les plus courantes rencontrées dans l'usinage CNC. Ces directives vous aideront à obtenir les meilleurs résultats pour vos pièces.
Restrictions de conception pour l'usinage CNC
Afin de concevoir correctement des pièces pour l’usinage CNC, nous devons d’abord bien comprendre les différentes restrictions de conception inhérentes au processus. Ces restrictions découlent naturellement de la mécanique du processus de découpe et concernent principalement les aspects suivants :
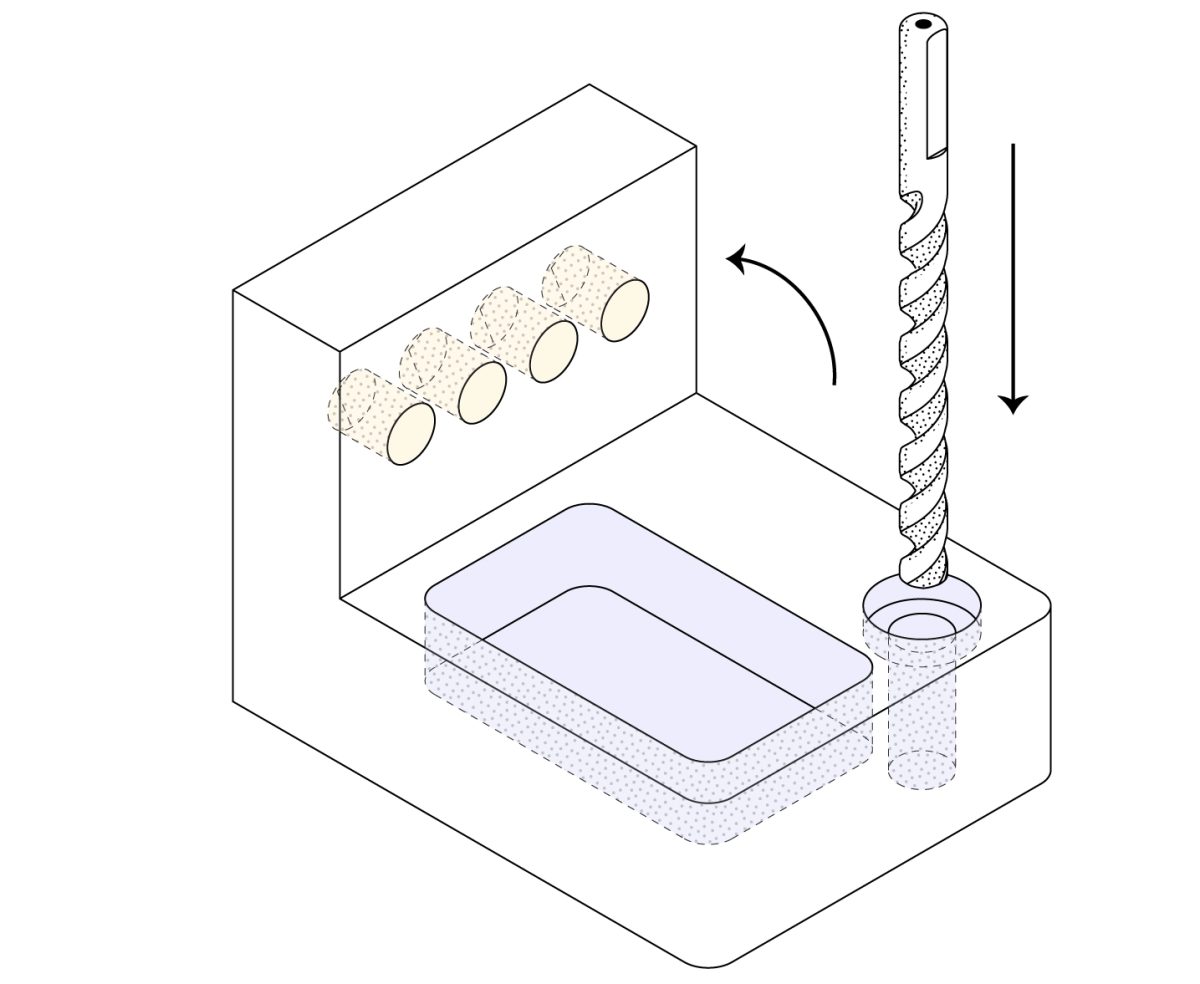
Géométrie de l'outil
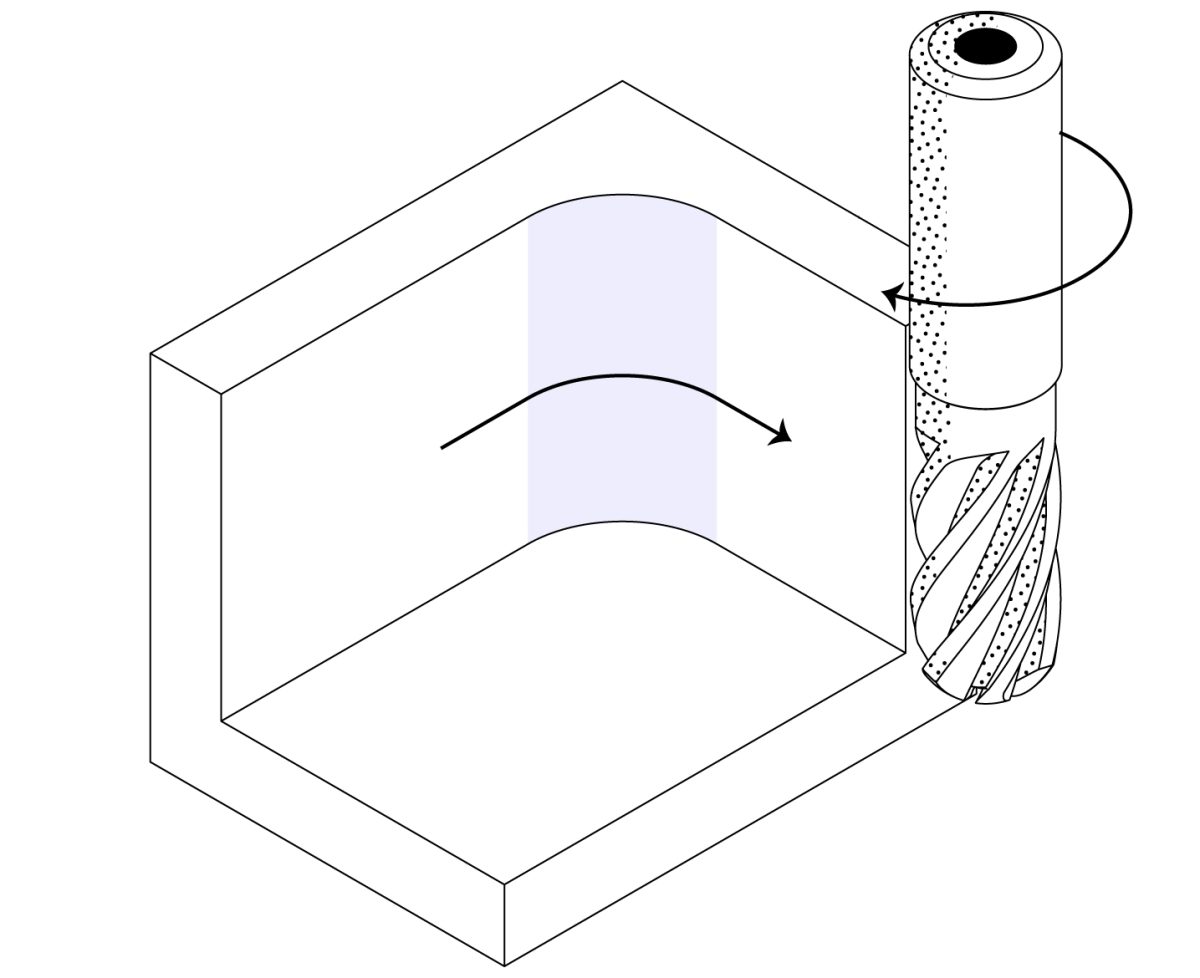
La plupart des outils de coupe d'usinage CNC ont une forme cylindrique et une longueur de coupe limitée. Lors de l'enlèvement de matière d'une pièce, ces outils de coupe transfèrent leur géométrie à la pièce. Cela signifie que les coins internes d'une pièce CNC auront toujours un rayon, quelle que soit la taille de l'outil de coupe. De plus, la longueur de l’outil limite la profondeur maximale pouvant être usinée. Les outils plus longs ont généralement une rigidité réduite, ce qui peut entraîner des vibrations ou des déformations.
Accès aux outils
Pour enlever de la matière, l'outil de coupe doit s'approcher directement de la pièce. Les surfaces ou caractéristiques qui ne peuvent pas être atteintes par un outil de coupe ne peuvent pas être usinées CNC. Par exemple, des structures internes complexes, en particulier lorsque plusieurs angles ou caractéristiques au sein d'une pièce sont bloqués par une autre caractéristique ou lorsqu'il existe un rapport profondeur/largeur important, peuvent rendre difficile l'accès de l'outil à certaines zones. Les machines CNC à cinq axes peuvent atténuer certaines de ces limitations d'accès aux outils en faisant pivoter et en inclinant la pièce à usiner, mais elles ne peuvent pas éliminer complètement toutes les restrictions, en particulier les problèmes tels que les vibrations de l'outil.
Rigidité de l'outil
Tout comme la pièce à usiner, l’outil de coupe peut se déformer ou vibrer lors de l’usinage. Cela peut entraîner des tolérances plus lâches, une rugosité de surface accrue et même une casse d'outil pendant le processus de fabrication. Ce problème devient plus prononcé lorsque le rapport entre la longueur de l'outil et son diamètre augmente ou lors de la coupe de matériaux de haute dureté.
Rigidité de la pièce
En raison de la quantité importante de chaleur générée pendant le processus d'usinage et des fortes forces de coupe impliquées, les matériaux à faible rigidité (comme certains plastiques ou métaux mous) et les structures à parois minces sont sujets à se déformer pendant l'usinage.
Tenue de travail
La géométrie d'une pièce détermine la manière dont elle sera maintenue sur la machine CNC et le nombre de réglages requis. Les pièces complexes ou de forme irrégulière peuvent être difficiles à serrer et peuvent nécessiter des fixations spéciales, ce qui peut augmenter les coûts et le temps d'usinage. De plus, lors du repositionnement manuel du porte-pièce, il existe un risque d'introduire des erreurs de position légères mais non négligeables.
Directives de conception d'usinage CNC
Il est désormais temps de traduire ces restrictions en règles de conception concrètes. Il n'existe pas de norme universellement acceptée dans le monde de l'usinage CNC, principalement parce que l'industrie et les machines utilisées sont en constante évolution. Cependant, les pratiques de traitement à long terme ont accumulé suffisamment d'expérience et de données. Les directives suivantes résument les valeurs recommandées et réalisables pour les caractéristiques les plus courantes des pièces usinées CNC.
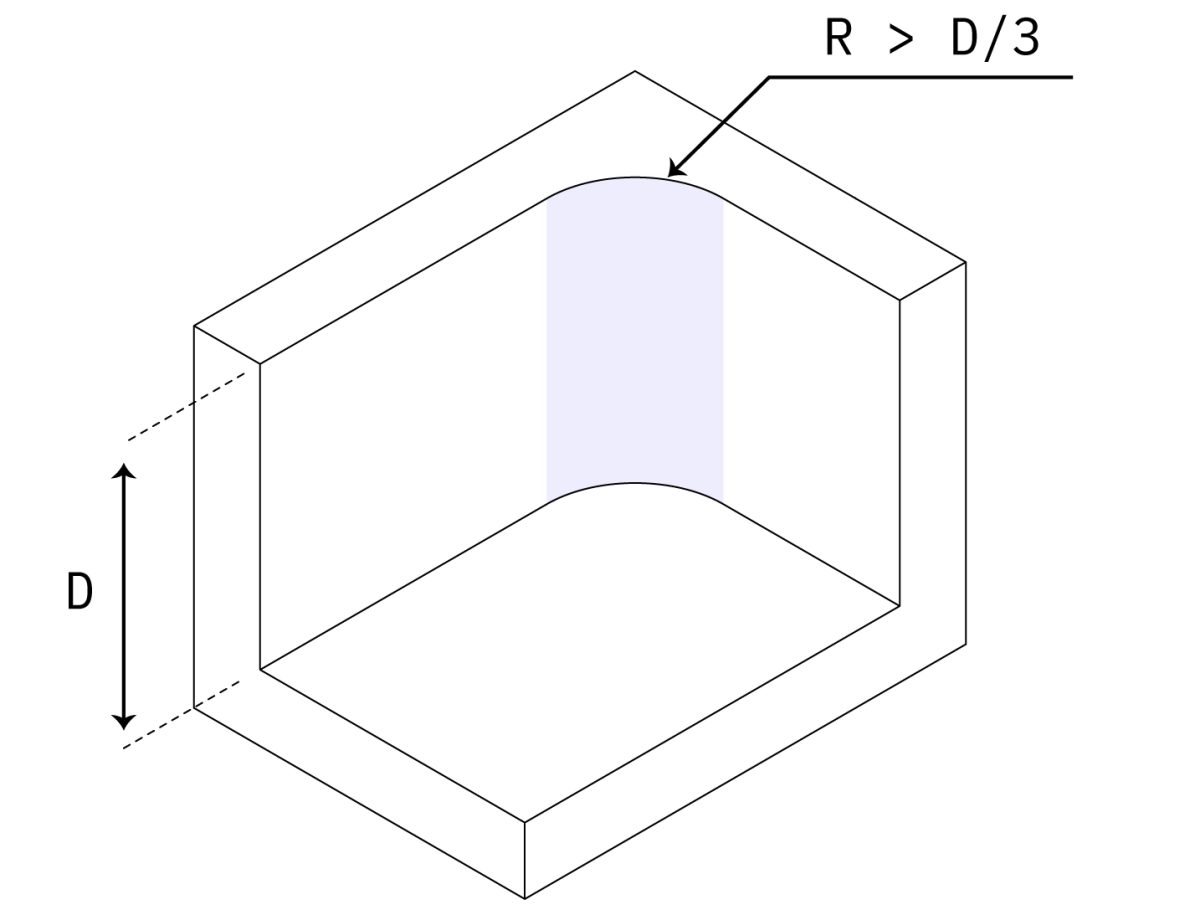
Bords internes
Rayon de coin vertical recommandé : ⅓ fois la profondeur de la cavité (ou plus)
Il est généralement conseillé d’éviter les angles internes vifs. La plupart des outils CNC sont cylindriques, ce qui rend difficile l'obtention d'angles internes nets. L'utilisation des rayons de coin internes recommandés permet à l'outil de suivre une trajectoire circulaire, ce qui réduit les points de concentration de contraintes et les marques d'usinage, ce qui entraîne une meilleure finition de surface. Cela garantit également que des outils de taille appropriée sont utilisés, évitant ainsi qu'ils soient trop grands ou trop petits, conservant ainsi la précision et l'efficacité de l'usinage. Pour les angles vifs de 90 degrés, il est recommandé d'utiliser des fraises à rainure en T ou une coupe au fil plutôt que de réduire les rayons des coins.
Rayon de sol recommandé : 0,5 mm, 1 mm ou aucun rayon
Rayon de sol réalisable : n’importe quel rayon
Les outils de fraise en bout ont généralement des bords de coupe inférieurs plats ou légèrement arrondis. Si le rayon inférieur conçu correspond à la valeur recommandée, des fraises en bout standard peuvent être utilisées pour l'usinage. Cette conception est préférée par les machinistes car elle permet l'utilisation d'outils largement disponibles et faciles à utiliser, ce qui permet d'équilibrer les coûts de traitement et la qualité dans la plupart des cas. Bien que les fraises à bille puissent s'adapter à n'importe quel rayon inférieur, elles peuvent augmenter le temps et les coûts d'usinage en raison de leur forme.
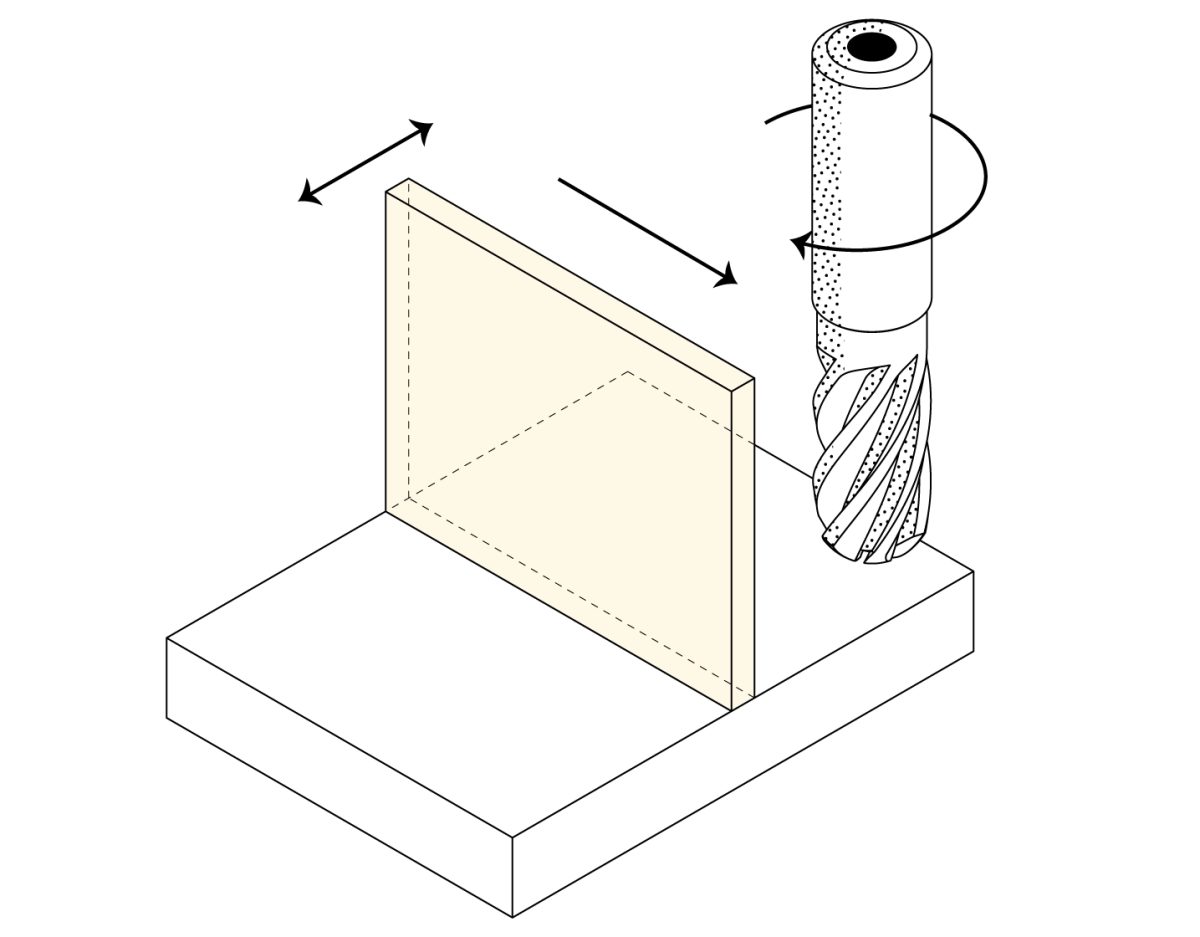
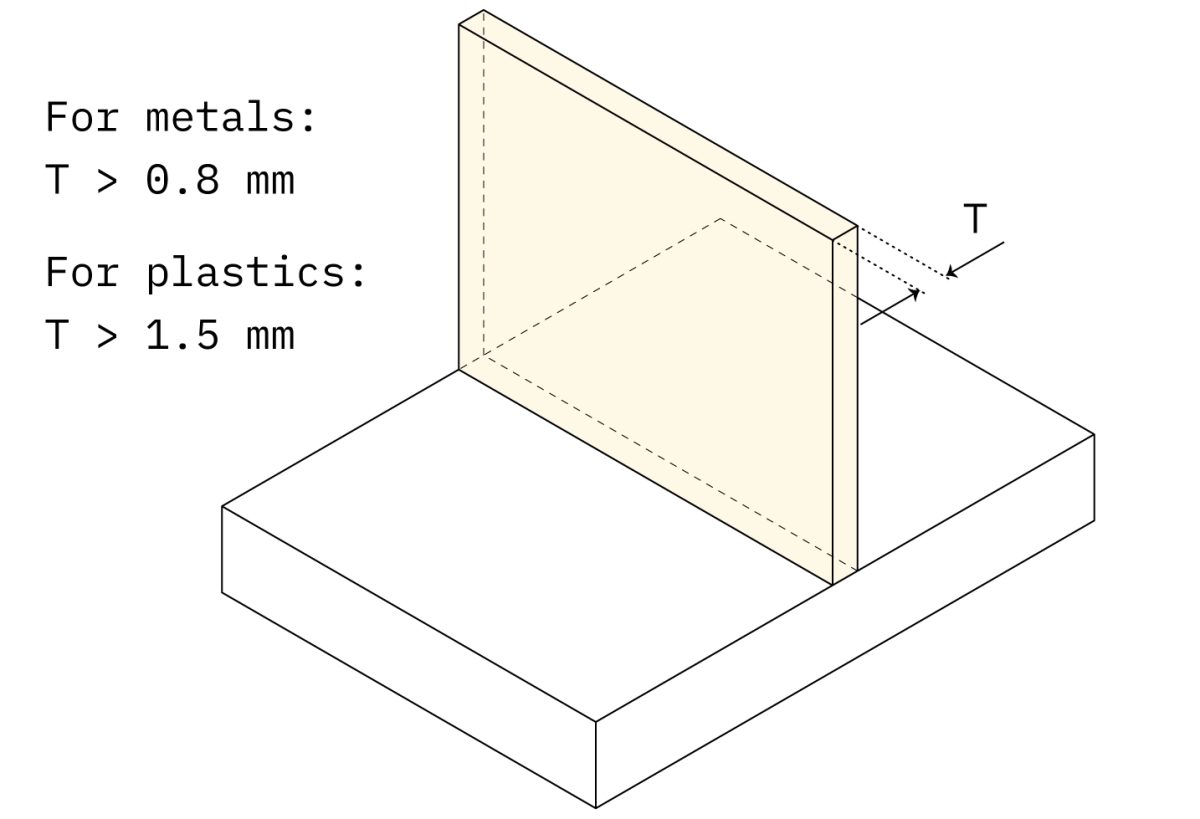
Parois minces
Épaisseur de paroi minimale recommandée : 0,8 mm (métaux), 1,5 mm (plastiques)
Épaisseur de paroi minimale réalisable : 0,5 mm (métaux), 1,0 mm (plastiques)
Les machines CNC ont des limites pour l'usinage de parois très fines, car la diminution de l'épaisseur de la paroi affecte la rigidité du matériau et réduit la précision pouvant être obtenue, provoquant potentiellement une augmentation des vibrations pendant l'usinage. Les valeurs recommandées et réalisables mentionnées ci-dessus doivent être soigneusement évaluées au cas par cas, car les matériaux diffèrent en termes de dureté et de propriétés mécaniques. Pour les parois plus minces, des procédés alternatifs tels que la fabrication de tôles pourraient être préférables.
Trous
Diamètre de trou recommandé : foret standard
Diamètre de trou réalisable : au moins 1 mm
Les trous sont usinés à l'aide d'un foret ou d'une fraise en bout. Les forets sont disponibles dans des tailles standard bien définies en unités métriques et impériales. Les concepteurs spécifient généralement les tailles de trous en fonction de ces diamètres standard pour garantir que les outils appropriés sont facilement disponibles. Cette pratique évite le recours à un outillage personnalisé et peut entraîner des économies significatives, en particulier pour les trous de haute précision d'un diamètre inférieur à 20 mm, pour lesquels l'utilisation d'un diamètre standard est fortement recommandée.
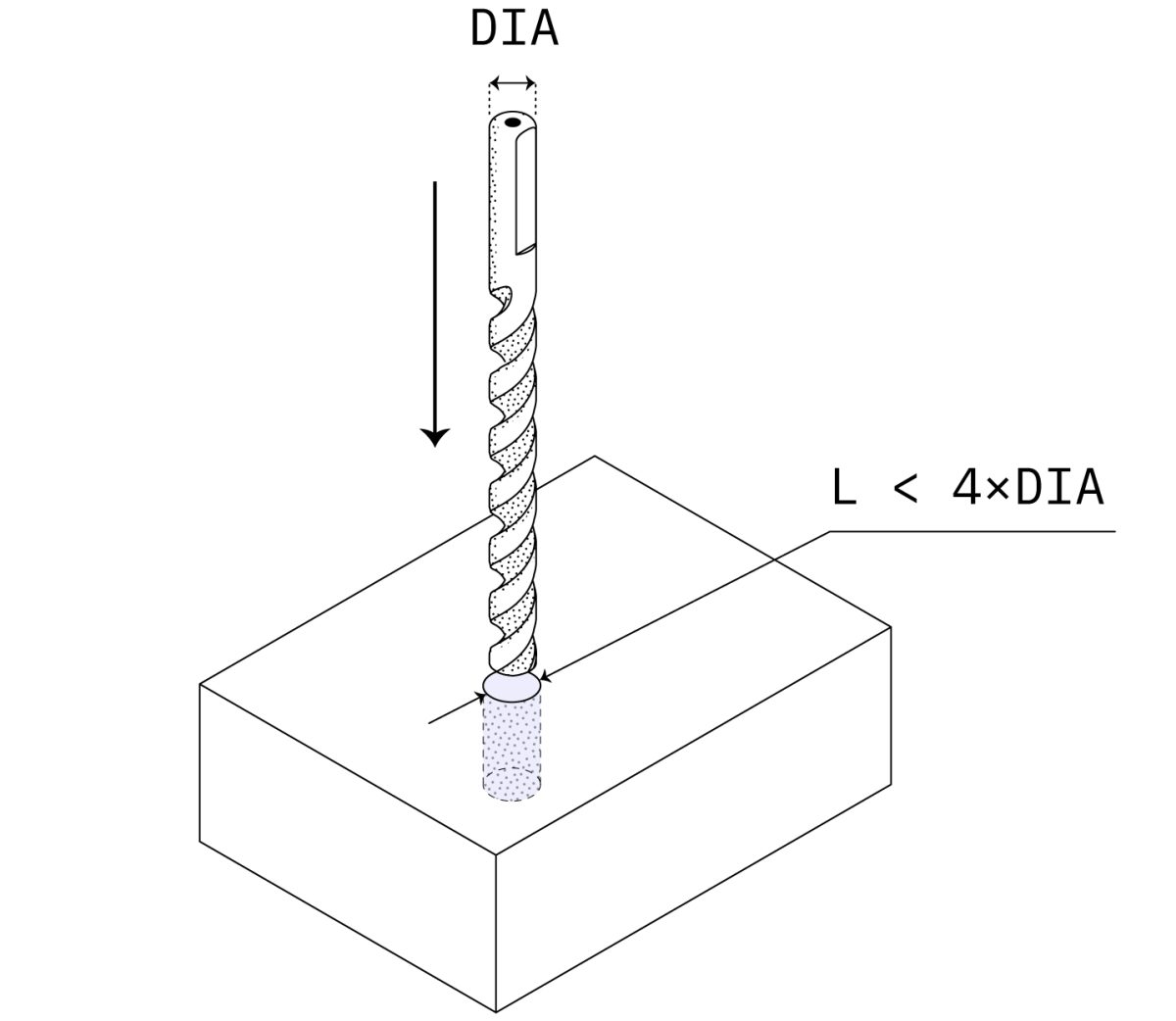
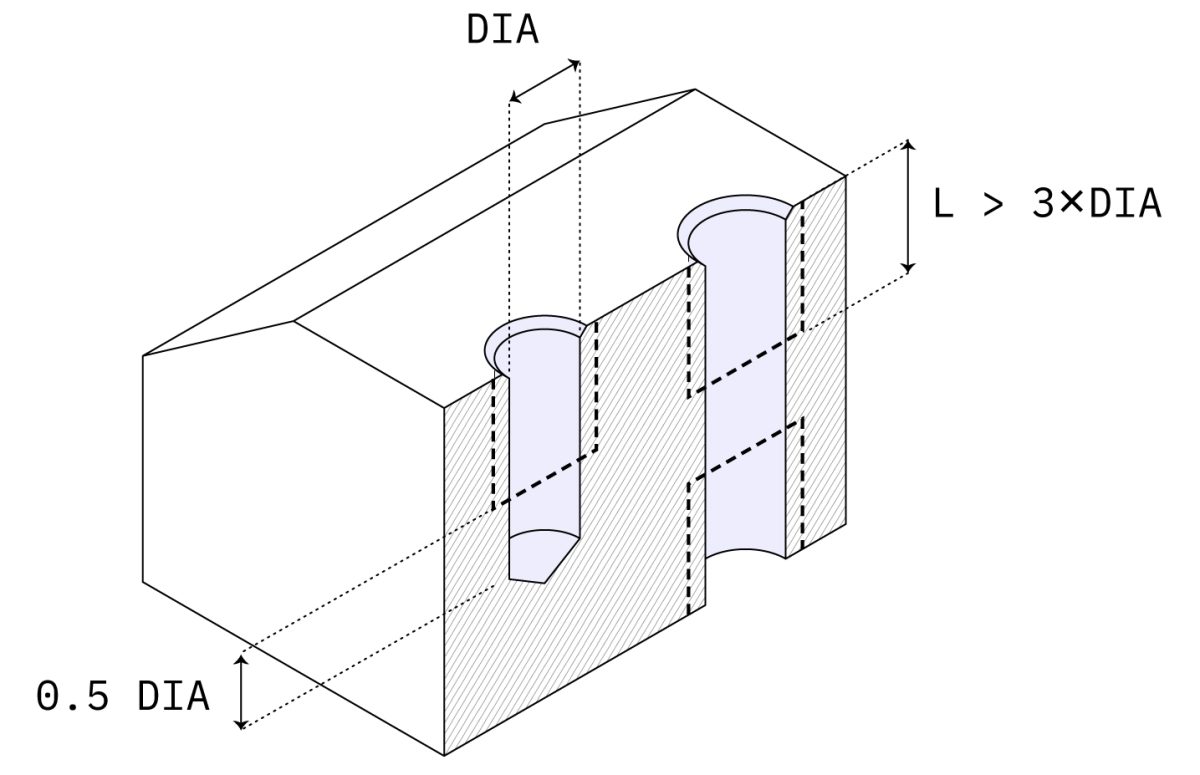
Profondeur maximale recommandée : 4 fois le diamètre nominal
Lorsque le diamètre d'un trou ne correspond pas à la taille d'un foret standard, une fraise en bout est utilisée à la place. Cependant, lors de l'usinage de trous non standard avec une fraise en bout, il est important de respecter la profondeur de cavité maximale recommandée pour garantir la stabilité et la qualité du processus d'usinage. Si la profondeur du trou dépasse le maximum recommandé, des forets spécialisés peuvent être nécessaires. 10 fois le diamètre nominal est typique et 40 fois le diamètre nominal est réalisable.
Les forets créent généralement des trous borgnes avec un fond conique (à un angle de 135 degrés), tandis que les trous usinés avec une fraise en bout ont un fond plat. Dans l'usinage CNC, il n'y a généralement pas de préférence entre les trous débouchants et les trous borgnes, ce qui signifie que les concepteurs choisissent le type de trou en fonction des besoins de conception ou des fonctionnalités spécifiques.
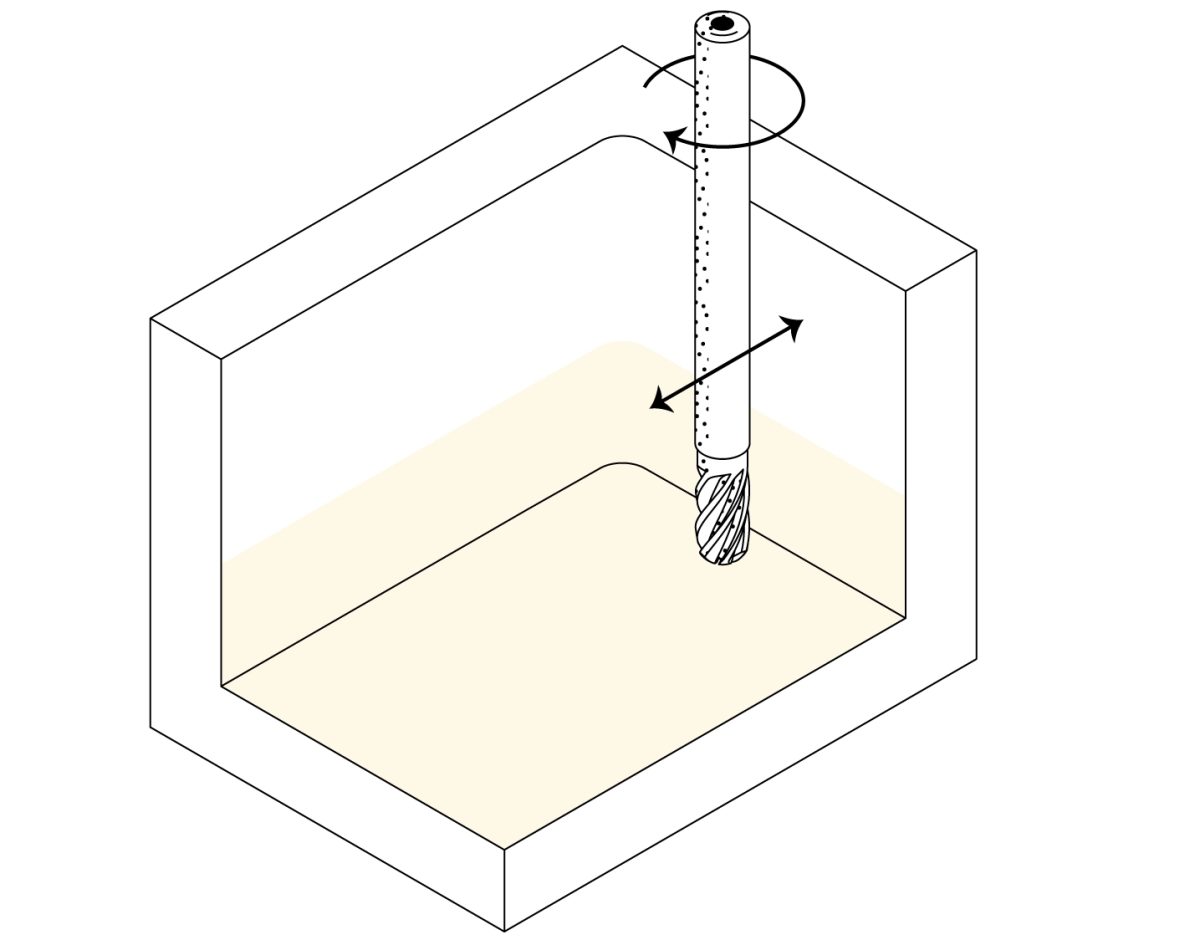
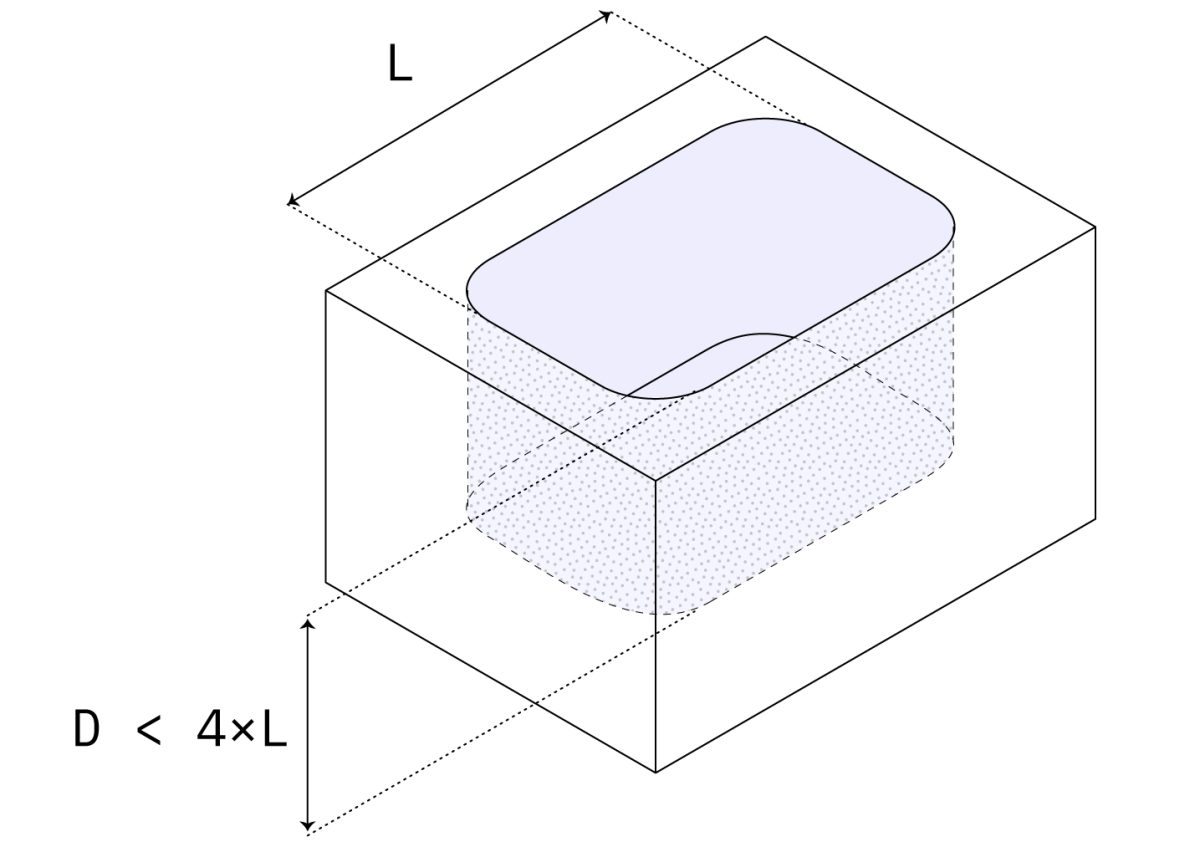
Cavités et poches
Profondeur de cavité recommandée : Pas plus de 4 fois la largeur de la cavité
Pour un usinage optimal, la profondeur des cavités ne doit pas dépasser quatre fois leur largeur. Les cavités plus profondes que six fois le diamètre de l'outil sont considérées comme profondes et peuvent compliquer le processus d'usinage. Ces problèmes peuvent inclure la déviation de l'outil, une mauvaise évacuation des copeaux et même la casse de l'outil. Si des profondeurs plus importantes sont nécessaires, il est conseillé de concevoir des pièces avec des profondeurs de cavité variables.
Sujets
Taille de filetage recommandée : M6 ou plus
Les filetages intérieurs sont coupés avec des tarauds et les filetages extérieurs avec des filières. Les tarauds et filières peuvent être utilisés pour couper des filetages jusqu'à M2. Cependant, les outils de filetage CNC sont courants et sont préférés par les machinistes, car ils limitent le risque de casse des tarauds. Les outils de filetage CNC peuvent être utilisés pour couper des filetages jusqu'à M6.
Longueur de filetage recommandée : 3 fois le diamètre nominal
La majorité de la charge appliquée au filetage est supportée par les premières dents (jusqu'à 1,5 fois le diamètre nominal). Des filetages trois fois plus longs que le diamètre nominal sont généralement inutiles.
Pour les tarauds coupant des filetages (tels que M6 et inférieurs), une longueur non filetée équivalente à 1,5 fois le diamètre nominal du filetage est généralement laissée. Cela garantit que la partie porteuse principale du filetage est entièrement formée sans risquer d'endommager l'outil.
Pour les gros filetages traités avec des outils de filetage CNC, en raison de la haute précision et du meilleur contrôle des outils CNC, les filetages peuvent parfois être traités près du fond du trou, mais il reste généralement une petite quantité de partie non filetée pour garantir qualité d'usinage et sécurité des outils.
Profondeur de filetage recommandée : 1,5 fois le diamètre nominal
Une profondeur d'engagement du filetage appropriée peut garantir la solidité et la fiabilité de la connexion tout en évitant un traitement excessif ou un gaspillage de matériaux. Si la profondeur d'engagement est trop faible, le filetage peut ne pas pouvoir résister à la charge attendue ; s'il est trop profond, cela peut augmenter la difficulté et le coût du traitement. Une profondeur de 1,5D est généralement considérée comme un choix sûr pouvant fournir une résistance suffisante, en particulier dans les applications mécaniques générales.
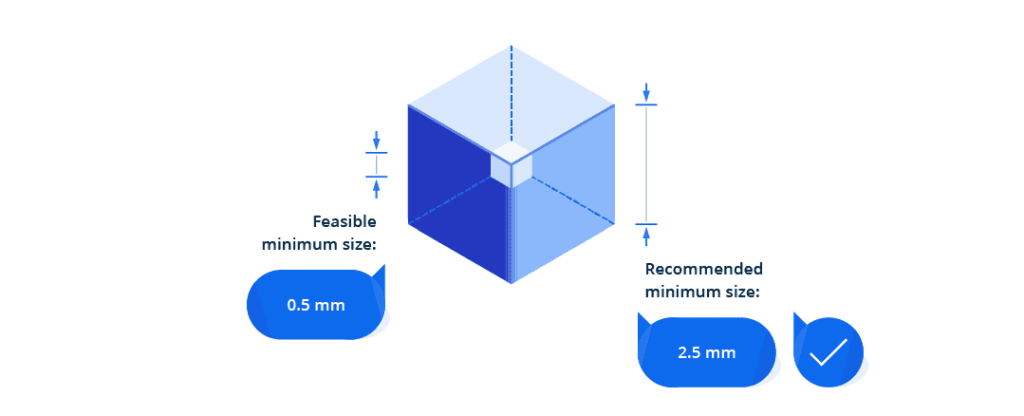
Petites fonctionnalités
Taille minimale recommandée : 2,5 mm
Taille minimale réalisable : 0,5 mm
La plupart des machines CNC ont un diamètre d'outil minimum de 2,5 mm, ce qui signifie que toute pièce inférieure à 2,5 mm serait difficile à usiner. Par exemple, pour usiner une petite caractéristique de 0,5 mm, de très petits micro-outils ou des méthodes d'usinage spécifiques, telles que le microfraisage ou l'usinage par électroérosion (EDM), sont généralement nécessaires. Même si ces méthodes permettent d'obtenir de très petites caractéristiques, elles augmentent considérablement le temps d'usinage et imposent des exigences plus élevées en matière d'équipement et de techniques opérationnelles, ce qui augmente les coûts d'usinage.
Texte et lettrage
Recommandé : taille de police 20 (ou plus), avec une profondeur de gravure de 5 mm
Le texte gravé est préféré au texte en relief car il nécessite l'enlèvement de moins de matière, ce qui réduit le temps d'usinage et le gaspillage de matière. Les polices sans empattement simples, telles qu'Arial ou Helvetica, d'une profondeur de 5 mm, offrent généralement une bonne lisibilité et de bons résultats d'usinage. De plus, de nombreuses machines CNC sont préprogrammées avec ces polices courantes, ce qui facilite le processus d'usinage sans nécessiter de programmation supplémentaire ni de configuration complexe.
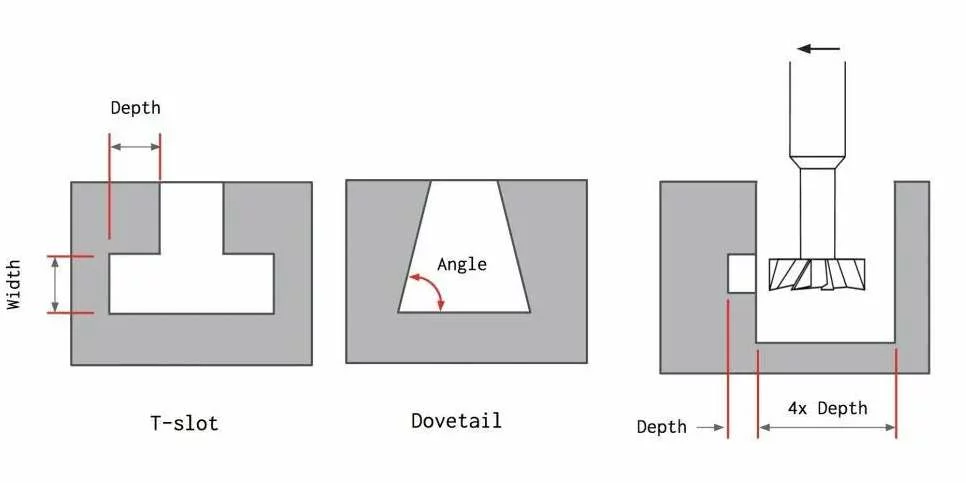
Contre-dépouilles
Une contre-dépouille est une caractéristique d'une pièce que les outils de coupe verticaux standard ne peuvent pas atteindre directement, souvent parce que des parties de la surface sont bloquées. Ces domaines nécessitent des outils spécialisés pour l’usinage. Il existe deux principaux types de contre-dépouilles : les rainures en T et les queues d'aronde.
Une fente en T est une forme de contre-dépouille courante qui ressemble à la lettre « T ». Les outils utilisés pour usiner les rainures en T sont constitués d'arêtes de coupe horizontales et d'un arbre vertical, leur permettant de couper efficacement la section en contre-dépouille dans des espaces confinés. La largeur de la contre-dépouille varie généralement de 3 mm à 40 mm. Il est conseillé d'utiliser des tailles standard (telles que des millimètres entiers ou des fractions de pouces communes), car elles sont plus susceptibles de correspondre aux outils facilement disponibles, évitant ainsi le coût et le temps supplémentaires associés à un outillage personnalisé.
Lors de la conception de rainures en T, une bonne règle de base est de fournir un dégagement équivalent à quatre fois la profondeur de la contre-dépouille, garantissant ainsi que l'outil dispose d'un espace de fonctionnement suffisant. Il est important de noter que la profondeur de coupe des outils de contre-dépouille standard est souvent limitée par la conception de l'outil, car le rapport typique entre le diamètre de coupe et le diamètre de l'arbre est de 2:1. Cela signifie que la profondeur d'usinage de la contre-dépouille est limitée, et cela doit être pris en compte lors du processus de conception.
Les fentes en queue d'aronde ont la forme d'une queue d'hirondelle et présentent un léger angle, généralement utilisées dans les applications nécessitant un verrouillage mécanique puissant. Bien que des outils avec différents angles (allant de 5 degrés à 120 degrés) soient disponibles sur le marché, les outils à 45 degrés et 60 degrés sont standard et couramment utilisés.
Autres règles pour la conception d'usinage CNC
Utilisez des outils de grand diamètre ou de diamètre standard : Concevez des pièces qui peuvent être usinées avec des outils de grand diamètre ou de diamètre standard pour garantir un traitement plus rapide et éviter le besoin d'outils spécialisés.
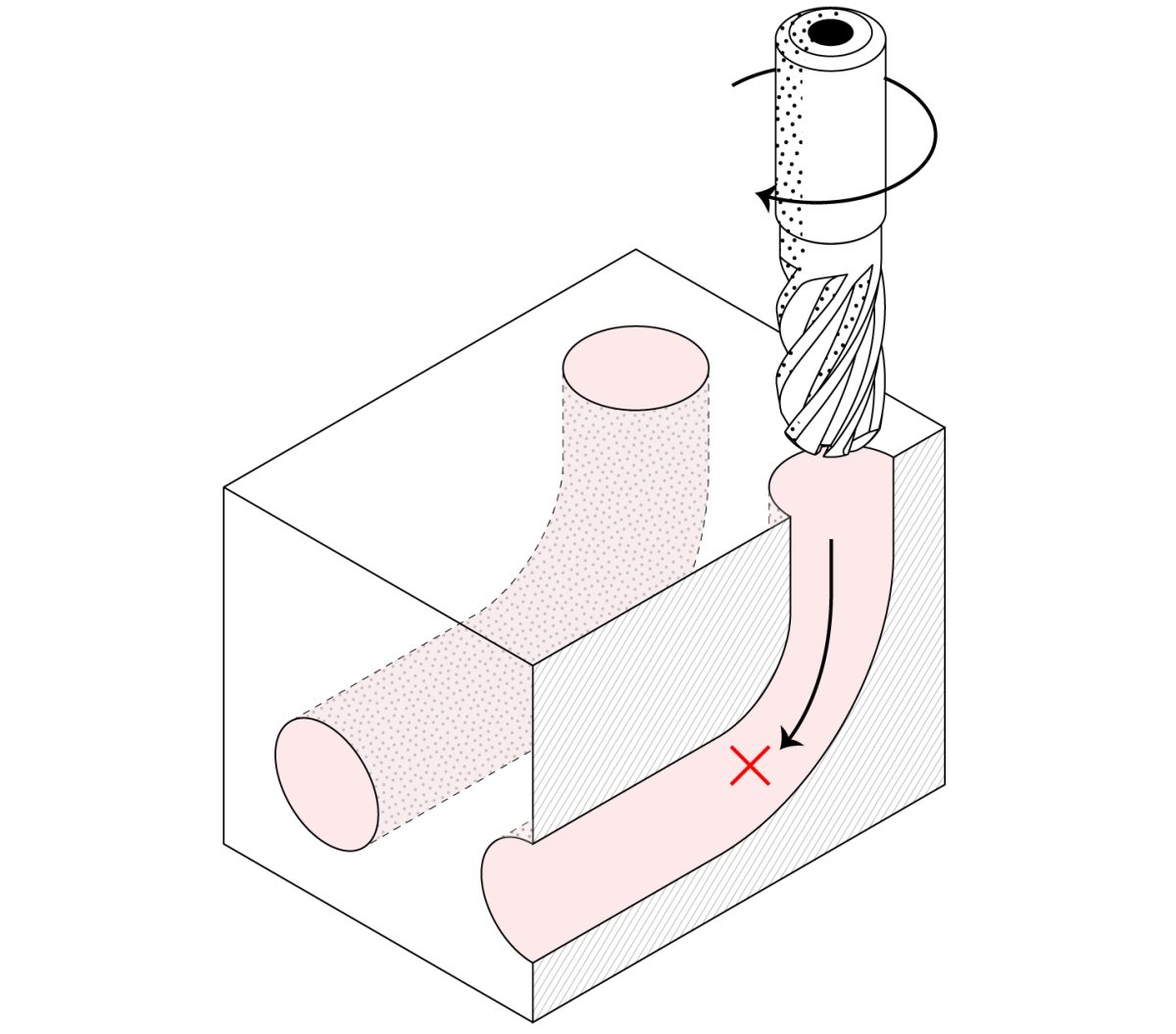
Évitez les éléments non usinables : Certains éléments, comme les trous incurvés, ne peuvent pas être produits par des fraiseuses, des tours ou des perceuses CNC standard. Si votre conception nécessite de telles fonctionnalités, envisagez plutôt d'utiliser l'usinage par électroérosion (EDM).
Spécifiez soigneusement les tolérances : Si vous ne spécifiez pas de tolérances dans votre conception, les fabricants utiliseront généralement la qualité standard ISO 2768. Même si les machines CNC modernes peuvent atteindre des tolérances plus strictes que celles spécifiées par la norme ISO 2768, évitez les tolérances trop strictes car elles augmentent à la fois le temps et les coûts.
Donner la priorité à la fonction plutôt qu'à l'esthétique : concentrez-vous sur la précision des caractéristiques essentielles plutôt que sur l'esthétique. Les améliorations esthétiques sont mieux obtenues grâce aux processus de post-usinage.
Évitez les trous à fond plat : Les trous à fond plat nécessitent un usinage avancé et peuvent causer des problèmes lors des opérations ultérieures comme l'alésage.
Assurer la perpendiculaire des trous : Lors du perçage, assurez-vous que les surfaces d'entrée et de sortie sont perpendiculaires à l'axe du forage. Cela empêche la pointe du foret de se déplacer et réduit la difficulté d'élimination des bavures autour de la sortie du trou.
Transformez votre conception CNC en pièces usinées avec Chiggo
L'usinage CNC offre une incroyable polyvalence, mais toutes les conceptions ne peuvent pas être facilement transformées en un produit physique. Chaque détail du processus de conception nécessite un examen et une vérification minutieux. Lorsque vous êtes prêt à donner vie à votre idée, Chiggo est là pour vous aider !
Nous sommes une entreprise de conception et de fabrication d'usinage CNC avec plus de dix ans d'expérience dans la création de produits et de composants pour diverses industries. Notre équipe de concepteurs, d'ingénieurs et de machinistes experts optimise non seulement votre conception, mais rationalise également le processus de fabrication, garantissant des délais de livraison plus rapides et des prix compétitifs. téléchargez simplement votre conception et vous recevrez rapidement un rapport DFM (Design for Manufacturability) gratuit.