Like aluminum or stainless steel, copper is also one of the common CNC machining materials in modern manufacturing. This is mainly due to copper's excellent electrical and thermal conductivity, high corrosion resistance, good strength and fatigue resistance, and distinctive color. In addition, it can be readily worked, brazed, soldered, and welded.
We need to understand the characteristics of copper and its machining details to effectively perform copper CNC machining. Read on— this article provides what you want to know.
What Is Copper CNC Machining?
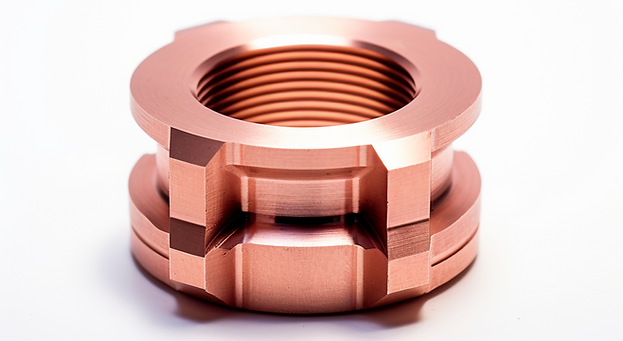
Copper CNC machining is a precision manufacturing process that uses Computer Numerical Control (CNC) tools and machines to form copper materials into desired shapes. This process produces high-quality, reliable copper parts with intricate geometries and precise dimensions, which is crucial in industries such as electronics, aerospace, automotive, and medical manufacturing.
Copper is labeled as Cu with atomic number 29 on the periodic table. It has a distinctive reddish-orange appearance and is second only to silver (Ag) in thermal and electrical conductivity. When we talk about "copper", we often mean both copper and copper alloys. The most common way to classify them is into six families: coppers, dilute-copper (or high-copper) alloys, brasses, bronzes, copper-nickels, and nickel silvers.
Coppers are essentially commercially pure copper, with up to approximately 0.7% total impurities. Based on impurity levels and alloying additions, these materials are designated by UNS numbers C10100 to C13000. Due to their excellent electrical and thermal conductivity, they are primarily used in electrical and heat dissipation applications, such as electrical wiring, fittings, busbars, and heat exchangers. These coppers are soft, highly ductile, and can be easily formed, brazed, or welded. However, they are moderately difficult to machine, with a standard machinability rating of approximately 20% (with free-cutting brass rated at 100).
Dilute-copper (or high-copper) alloys contain small amounts of various alloying elements such as beryllium, chromium, zirconium, tin, silver, sulphur, or iron. These elements modify one or more of the basic properties of copper, such as strength, creep resistance, machinability, or weldability, while preserving as much of copper's conductivity and corrosion resistance as possible. Most of their applications are similar to those given above for coppers, but dilute-copper alloys are used in more extreme conditions.
Brasses are copper-zinc alloys containing up to about 45% zinc or more, often with small additions of lead for improved machinability and tin for increased strength. In addition to offering good corrosion resistance and machinability, brass also has an attractive appearance. Typical applications include architectural elements, radiator cores and tanks, electrical terminals, plugs and lamp fittings, locks, door handles, plumbing hardware, cartridge cases, and cylinder liners for pumps.
Bronzes are alloys of copper with tin, plus at least one of phosphorus, aluminium, silicon, manganese, and nickel. These alloys offer high strength along with excellent corrosion and wear resistance. They are used for springs and fixtures, metal forming dies, bearings, bushes, terminals, contacts and connectors, architectural fittings and features. The use of cast bronze for statuary is well known.
Copper nickels, commonly known as cupronickel alloys, are primarily composed of copper and nickel—typically containing about 70–90% copper and 10–30% nickel—with small additions of elements like iron or manganese to further enhance their properties. These alloys are highly resistant to corrosion, especially in seawater and other harsh, saline environments. They are widely used in marine hardware, condenser tubes for power plants, heat exchangers, and piping systems in desalination plants and other maritime applications.
Nickel silvers contain 55–65% copper alloyed with nickel and zinc, and sometimes include a small addition of lead to promote machinability. These alloys derive their misleading name from their appearance, which is similar to pure silver, even though they contain no silver. They are used for jewelry, name plates, musical instruments, cutlery, and as a base for silver plating (EPNS).
Different Grades of Copper Used in CNC Machining
Next, we will introduce several common types of copper and dilute-copper alloys used in machining.
C10100 is the highest-purity grade copper, with a copper content over 99.99% and an oxygen level as low as 0.0005% (with silver treated as an impurity). This grade has excellent electrical conductivity (at least 101% IACS - International Annealed Copper Standard) and thermal conductivity. Its very low oxygen content minimizes the risk of hydrogen embrittlement, enabling deep drawing or high-reduction drawing without cracking ,and allowing it to be joined by any conventional process—such as arc welding, resistance welding, brazing, and soldering—even in reducing or vacuum conditions. C10100 is mainly used for vacuum chamber components, semiconductor connections, lead-in wires, glass-to-metal seals, and waveguides.
C10200 (Oxygen-free copper, OF Copper)
C10200 is also an oxygen-free copper, but it is slightly less pure than C10100, with a minimum copper content of 99.95% (including silver) and an oxygen content limited to about 0.001% maximum. It provides nearly identical functional advantages as C10100 (no hydrogen damage, etc.) and is often interchangeable in many applications. Essentially, C10200 can be considered a lower-grade version of C10100, fulfilling the need for oxygen-free copper in general applications at a slightly lower cost .
ETP copper is the most common copper. It is required to be at least 99.9% pure and typically has 0.02% to 0.04% oxygen. As with OF copper, the silver (Ag) content is counted as copper (Cu) when determining purity. In terms of electrical and thermal conductivity, C11000 is essentially equal to C10100 and C10200 in practical performance. Most C11000 sold today meets or exceeds 101% IACS for electrical conductivity and provides thermal conductivity around 390 W/m·K. Additionally, C11000 is more economical and is considered the industry standard for general electrical applications.
Although C11000 is very ductile under normal conditions, it can suffer embrittlement if heated in a hydrogen-rich environment. This is because the oxygen in C11000 exists as Cu₂O precipitates, typically located at grain boundaries. At elevated temperatures, hydrogen can diffuse into the material and react with Cu₂O to form water vapor (H₂O). This reaction creates internal voids or cracks, a phenomenon known as hydrogen embrittlement or "hydrogen disease". As a result, C11000 is unsuitable for gas welding and high-temperature brazing. If welding must be needed, it’s usually done by arc welding (TIG, MIG) in an inert gas shield, or by resistance welding, to prevent hydrogen pickup.
C12200 (Deoxidized High Phosphorus Copper, DHP Copper)
Also known as phosphorus-deoxidized copper or high-residual phosphorus copper, C12200 is mechanically similar to C11000 but includes a small amount of phosphorus (0.015 - 0.04%). This addition helps remove oxygen from the metal, improving its weldability and brazing capabilities while preventing hydrogen embrittlement. C12200 can also be easily hot- and cold-formed and is an excellent choice for transformer windings, busbars, and other electrical components that demand reliable fabrication.
C14500 (Tellurium Copper)
C14500 is a dilute copper alloy that contains 0.4–0.7% tellurium and 0.004–0.12% phosphorus. The tellurium forms finely dispersed precipitates within the copper matrix, which act as chip breakers during machining. This raises its machinability rating to around 80–90% (with free-cutting brass set at 100%), compared to a standard copper machinability rating of about 20%. Its slight reduction in conductivity is offset by its ability to be machined rapidly and precisely.
Due to its excellent machinability and high surface quality, it is commonly used in electrical components and connectors that require high-precision cutting and smooth surface finishes, such as precision switches, connectors, and electronic components. However, the presence of tellurium negatively affects welding joint stability; therefore, processes such as oxy-acetylene welding, spot welding, and coated metal arc welding are generally not suitable for C14500.
C14700 (Sulfur Bearing Copper)
C14700 is a free-machining copper alloy, similar to C14500, designed to dramatically enhance the machinability of pure copper. It contains 0.2–0.5% sulfur, forming sulfide precipitates that differ in morphology and distribution from the telluride precipitates in C14500.
While some manufacturers prefer C14500 for critical applications that demand optimal chip control and surface finish, feedback shows that under certain welding conditions, the sulfide precipitates in C14700 affect weld joint stability less than the telluride precipitates in C14500. Nonetheless, both are unsuitable for conventional welding. It’s recommended to use low-temperature or inert-gas shielded arc welding (TIG or MIG). Moreover, for cost-sensitive or less demanding machining applications, C14700 offers significant benefits and may be more economical.
Common Processes for Copper CNC Machining
Copper CNC machining process uses complex devices such as mills, grinders, and lathes to create precise and intricate features on copper parts. Below are the most common techniques:
CNC Milling
CNC milling automates cutting speed, feed rate, and tool movement, enabling precise shaping of copper workpieces. Using multi-point rotating cutting tools, it gradually removes material to create diverse design features including grooves, contours, notches, flat surfaces, holes, and pockets. Due to copper’s softness, 2-flute carbide end mills are commonly used to prevent chip buildup and maintain accuracy.
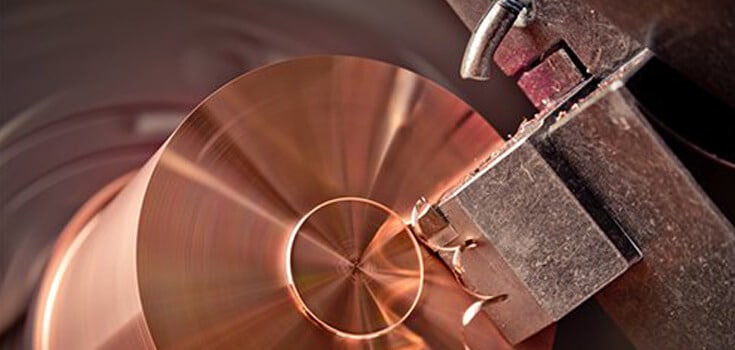
CNC Turning
In CNC turning, a rotating copper workpiece is shaped by a stationary cutting tool. This process efficiently produces cylindrical, threaded, and high-precision parts with tight tolerances. Ceramic or CBN inserts are sometimes used for increased tool life and wear resistance. Due to its speed and adaptability, CNC turning is well-suited for high-volume production. This method is relatively cost-effective, and is suitable for machining many electronic and mechanical components such as electrical wire connectors, valves, bus bars, radiators.
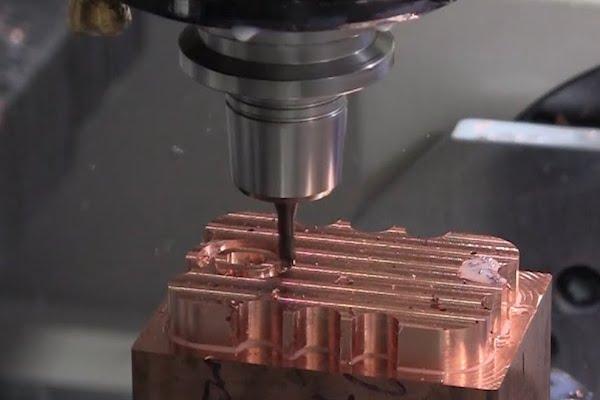
CNC Drilling
CNC drilling creates precise and clean holes in copper parts. While CNC milling can also create holes, CNC drilling is specialized for deep hole drilling or high-precision hole formation. To prevent copper from adhering to the drill bit and causing clogging, sharp drill bits with optimized cutting angles are used to improve chip evacuation. Additionally, TiN-coated drill bits are often chosen to reduce friction and improve tool life.
CNC Grinding
CNC grinding refines surface finishes and dimensional accuracy in copper machining. It employs abrasive wheels to achieve tight tolerances and smooth surfaces, making it highly suitable for high-end electronics or medical devices. Due to copper’s tendency to smear, fine abrasives and controlled pressure are used to prevent material deformation.
Electrical Discharge Machining (EDM)
EDM is a non-contact machining method that removes material through controlled electrical discharges. It is an excellent choice for complex copper designs that are difficult to machine with conventional tools. This technique is particularly useful for machining thin-walled sections, detailed cavities, and high-precision components in aerospace and electronics. Wire EDM and sink EDM are the two main types. The former is used for precise cuts in a two-dimensional profile (or flat shapes) by using a thin wire as the electrode, while the latter is used to machine three-dimensional cavities and deep holes, where the electrode is shaped to match the desired geometry. Although EDM is slower than traditional methods, it can create precise, intricate designs with minimal mechanical stress.
Supplements: Post-processing Processes for Copper CNC Machined Parts
After CNC machining, copper parts usually undergo surface finishing to improve functionality and aesthetics by removing machining marks, reducing oxidation, and enhancing corrosion resistance.
Media Blasting: Uses abrasive materials such as sand, glass beads, or aluminum oxide to clean and texture copper surfaces. It effectively removes oxidation, machining marks, and surface contaminants, providing a uniform matte or satin finish.
Electroplating: Deposits a thin metallic layer onto copper parts to improve corrosion resistance, conductivity, and wear resistance. Common plating materials include nickel (for durability), silver and gold (for high conductivity), and tin (for solderability and oxidation resistance).
Electropolishing: An electrochemical process that removes a thin oxide layer from the copper surface, especially suitable for high-purity copper and oxygen-free copper. It helps to reduce friction, improves oxidation resistance, and provides a shiny, reflective surface.
Anodizing: While not as common for copper as for aluminum, anodizing can be applied to certain copper alloys. This process thickens the oxide layer on the surface, enhancing corrosion resistance and providing a decorative finish in various colors.
Challenges in Copper CNC Machining Process
Although copper is widely used for its excellent workability and thermal properties, it presents several unique challenges in CNC machining. Below are the main difficulties appearing in the copper CNC machining process.
Poor Machinability of Pure Copper
Pure copper readily adheres to cutting tools and forms built-up edges (BUE) on the tool surfaces, accelerating tool degradation. This results in machining inefficiencies and the formation of burrs on the workpiece surface. Unlike copper alloys, which offer better chip formation and machinability, machining pure copper requires specialized tooling and process adjustments to ensure dimensional accuracy and smooth surface finishes.
Work Hardening
Copper's high ductility means it deforms easily under machining stresses. When it undergoes plastic deformation (especially during cold working), its crystal structure accumulates dislocations, increasing its strength and hardness—a phenomenon known as work hardening. The hardened surface requires higher cutting forces and is more abrasive to the tool, stressing the machine and affecting dimensional accuracy. To mitigate this, optimized cutting parameters, effective cooling and lubrication, and sharp, high-quality tools are used.
Thermal Expansion
Copper has the ability to conduct and dissipate heat quickly, but rapid, localized temperature changes can cause uneven thermal expansion or contraction, resulting in workpiece distortion. Additionally, excessive heat generation can degrade cutting tools. To prevent these issues, it’s important to manage heat generation and ensure effective heat dissipation during machining.
Helpful Considerations for Copper CNC Machining
To address the challenges above, below are key considerations to ensure efficient and cost-effective machining of copper.
Choose the Right Copper Grade
Before machining, it is crucial to select the most appropriate copper material grade for your application. Pure copper is expensive and challenging to machine. If you require the properties of pure copper but need a material that is easier to process, free-machining copper alloys—such as tellurium copper and sulfur-bearing copper—are better for efficient machining and are more cost-effective. However, if higher mechanical strength and wear resistance are also required, phosphor bronze or beryllium copper may be more suitable.
Design for Manufacturability
Another important consideration is reviewing your copper parts’ design requirements and specifications early in the process. By aligning design with manufacturing capabilities, you can reduce errors, rework, and ensure that the final part meets the intended functionality. Here are some design suggestions:
Maintain adequate wall thickness: For aesthetic or decorative parts, a thickness of at least 0.5 mm is sufficient. For structural components that require additional strength, thicker walls should be used to prevent deformation.
Avoid deep pockets with small radii: These features hinder chip evacuation and put additional strain on the cutting tools, which increases wear and affects surface quality.
Design with deburring in mind: Copper tends to form burrs during machining. To reduce the need for post-machining deburring, use smooth transitions — such as rounded edges, chamfers, or fillets — rather than sharp edges. Also, design features with accessible tool paths and appropriate cutting force directions to further minimize burr formation and boost machining efficiency.
Design standardized features: Use standard dimensions and features whenever possible to simplify fixturing and tool path programming. Avoid overly tight tolerances, as these can increase machining difficulty, accelerate tool wear, and raise production costs.
Set the Correct Feed Rate
Feed rate describes the speed at which the CNC cutting tool advances against the workpiece. It directly impacts tool life, surface finish, and machining efficiency. A high feed rate can cause the temperature to rise too quickly, leading to issues like chatter, tool deflection, and reduced precision in machining copper. To prevent these problems, it is advisable to apply low to moderate feed rates.
Select the Appropriate Tool Material
Choosing the right cutting tool is critical in copper CNC machining. Carbide tools are preferred for high-speed machining because they maintain hardness at elevated temperatures and have excellent wear resistance. Diamond-coated tools work best for pure copper and precision applications, as they prevent chip buildup and material adhesion. Cobalt-high-speed steel (HSS) tools can be used for low-speed operations but tend to wear faster. Additionally, polished tool flutes improve chip evacuation and reduce material smearing. Be sure to sharpen your cutting tools to a sharp cutting edge before machining copper for optimal performance.
Other Considering Tips:
Apply proper coolants or lubricants during machining. For high-speed machining, oil-based coolants may offer better lubrication and heat dissipation.
Use chip breakers and high-clearance-angle cutting tools for better chip control.
Adopt deburring techniques such as vibratory finishing or manual deburring to ensure smooth, defect-free surfaces.
Conclusion
Copper CNC machining requires precision, expertise, and careful material selection for high-quality, cost-effective production. This article provides key insights to guide your material choices and help you avoid common machining issues. However, successful manufacturing also depends on having a trusted partner with advanced CNC technology and industry expertise. For reliable CNC machining of copper and its alloys, Chiggo is here to help. Contact us today and let’s get started!