Sheet metal bending is one of the most common forming techniques used in sheet metal fabrication. Depending on the specific application, it is sometimes referred to as press braking, flanging, die bending, folding, or edging. This process involves applying force to deform the material into angular shapes.
What are the most common bending methods? What are the design considerations for sheet metal bending? How do key parameters affect bending? How are k-factor and bend allowance calculated? In this article, you will find the answers to these questions one by one.
What Is Sheet Metal Bending?
Sheet metal bending is a forming process in which force is applied to deform a sheet of metal into a desired shape, typically resulting in angular bends or curves. This force exceeds the material's yield strength, ensuring that the deformation is permanent without causing the material to break. The process generally handles materials with thicknesses ranging from 0.5 mm to 6 mm, though the specific range depends on the type of material and the equipment used. Thicker materials may require specialized machinery and greater force to achieve the desired bends. Sheet metal bending is often combined with laser cutting for efficient low- to medium-volume production.
There are several types of machines used for bending sheet metal, with press brake machines being the most common. The main types include mechanical, pneumatic, and hydraulic press brakes. A typical press brake machine consists of a fixed lower die and a movable upper die, also known as the punch and ram, respectively. The punch applies force to bend the sheet metal as the ram descends. Each variant of press brake delivers different levels of force, depending on the mechanism used. Notably, hydraulic press brakes are often equipped with CNC systems, allowing for precise bending operations. They are particularly popular for performing intricate sheet metal work with high accuracy, especially in industrial applications.
1.V-Bending
V-bending is the most common method in sheet metal bending. In this process, a punch presses the sheet metal into a V-shaped groove in the die, allowing for various bend angles. The bend angle is adjusted by controlling the depth of the punch. V-bending can be divided into three subcategories: air bending, bottoming and coining.
Among these, air bending and bottoming account for the majority of sheet metal bending operations, while coining is used less frequently, typically reserved for applications requiring exceptionally high precision and minimal springback.
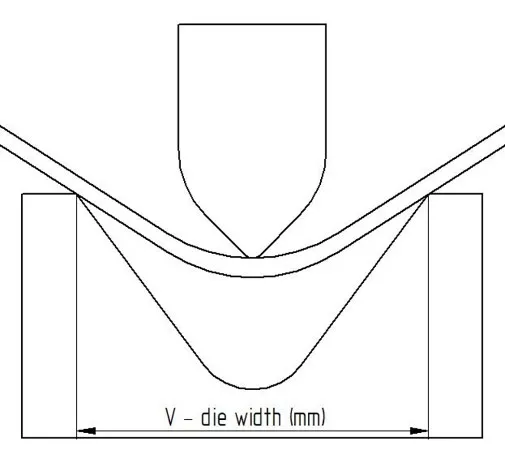
Air Bending
Air bending, or partial bending, uses a punch to bend the sheet metal into the desired angle without the metal fully contacting the bottom of the die. Instead, a small air gap remains beneath the sheet, allowing for greater control over the bend angle. For example, with a 90° die and punch, air bending enables you to get a result anywhere between 90 and 180 degrees.
This method requires less force and offers high flexibility, as different bend angles can be achieved using the same tooling. In addition, it allows the metal to stretch slightly as it bends, which reduces the risk of cracking and results in a more smoother bend.
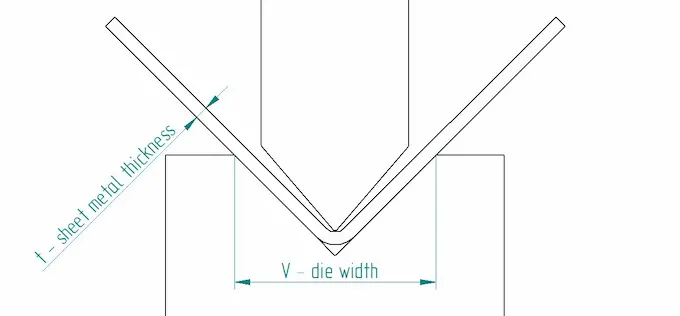
Bottoming
As the name 'bottoming' (or 'bottom bending') implies, the punch presses the metal sheet firmly into the bottom of the V-die, ensuring tight contact with the die surface. Compared to air bending, bottoming requires more force to fully press the sheet metal into the die. Although this process can increase the risk of distortion or cracking, it is ideal for achieving precise bends with minimal springback, particularly for materials that can withstand higher stresses and when creating very sharp bends.
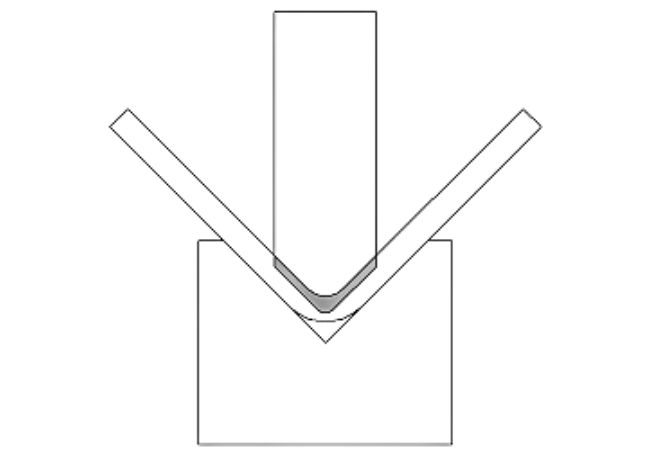
Coining
Coining derives its name from coin production, which requires extremely high precision to ensure consistency. In bending, coining achieves similarly precise results by applying significantly higher pressure—typically 5 to 10 times more than in standard bending processes. This high pressure forces the sheet metal into the die, causing plastic deformation and forming the exact shape and angle. Compared to other bending methods, coining requires more force but offers superior accuracy and virtually eliminates springback.
2.U-Bending
U-Bending operates on a similar principle to V-Bending, as both processes apply pressure through a punch and die to plastically deform sheet metal. The key difference is that in U-Bending, the punch and die are U-shaped, allowing for the creation of U-shaped channels and profiles. While this method is straightforward, in large-scale production, more efficient techniques like roll forming are often preferred due to their greater flexibility and speed in producing similar shapes.
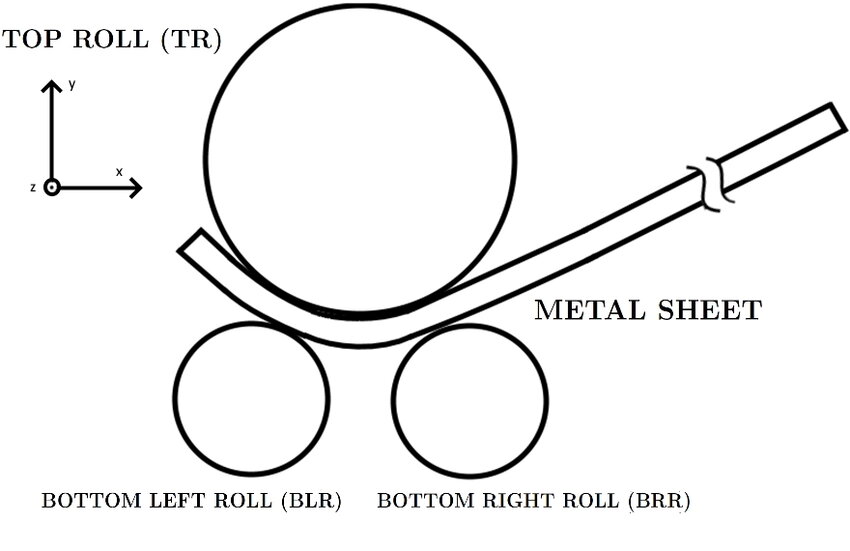
3.Roll Bending
Roll bending is a continuous bending process that uses a series of rollers to gradually bend sheet metal into a curved shape. The spacing and pressure of the rollers can be adjusted to control the bend radius and angle. This method is particularly well-suited for creating large-radius bends and long, continuous curves, which are commonly required in industries such as construction, automotive, and energy for producing large structural components.
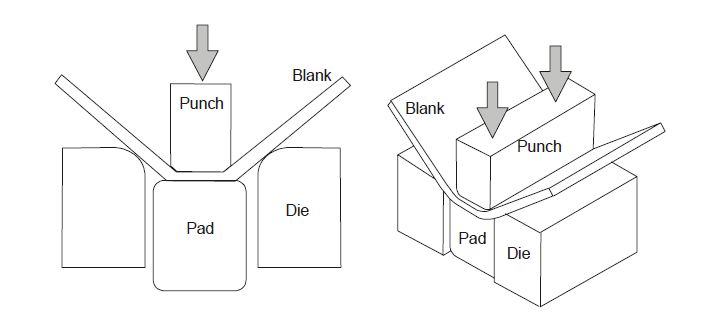
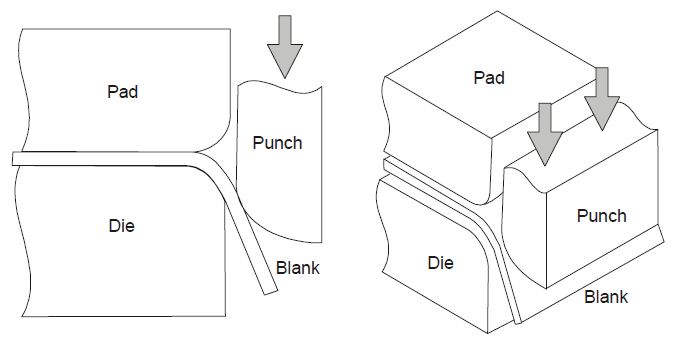
4.Wipe Bending
In wipe bending, the sheet metal is held securely against a wipe die by a pressure pad. A punch (usually a straight punch) then pushes against the part of the sheet extending beyond the die and pressure pad, causing it to bend over the edge of the die. Wipe bending is relatively simple and capable of achieving precise bends with minimal distortion. It is commonly used in high-volume production applications where accurate bending of edges is required.
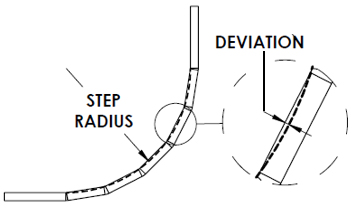
5.Step Bending
Step bending, also known as bump bending, is essentially repetitive V-bending. This method creates large-radius bends or complex curves by performing multiple small V-bends in succession. The more bends applied, the smoother the curve, reducing sharp edges and irregularities. Step bending is widely used in applications that require large-radius bends, such as conical hoppers and snowploughs. It can be performed with standard tools, like a typical press brake, simplifying equipment setup and reducing costs, particularly for small batch production.
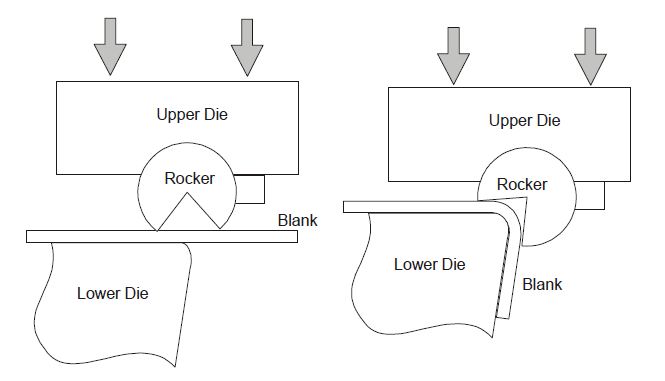
6.Rotary Bending
In the rotary bending process, sheet metal or tubing is securely clamped to a die, and a bending tool (typically a bending arm) rotates around the fixed die to bend the material to the desired angle.This method provides better control, minimizing surface scratches and reducing material stress.
Notably, when rotary bending involves thin-walled tubing or materials susceptible to wrinkling, the rotary draw bending technique is often employed, which incorporates an internal supporting mandrel. This mandrel prevents wrinkling on the inside of the bend and ensures high-quality results. This is one of the key advantages of the rotary draw bending process over other bending methods.
Design Considerations for Sheet Metal Bending
Designing for sheet metal bending involves several key considerations to ensure that the final product meets both functional and aesthetic requirements. Here are the primary factors to consider:
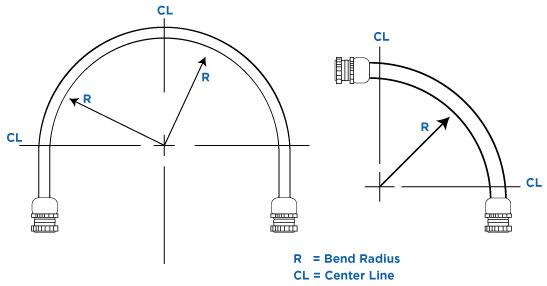
1.Bend Radius
Any metal that is bent will have a radius along the bend. The bend radius measures the curvature of the inner edge of the bend. The bend radius of sheet metal varies with different bending materials, tool geometries, and material conditions.
If the bend radius is too small, it can lead to cracking or permanent deformation of the material. A general guideline is to ensure that the bend radius is at least equal to the material thickness or larger. Additionally, it's good practice to use a consistent bend radius for all bends on a specific part, as this simplifies tool setup and reduces costs.
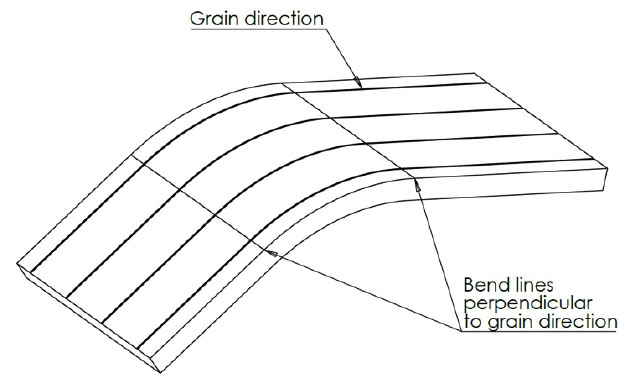
2.Bend Direction and Orientation
When designing for sheet metal bending, it should be carefully considered how the bending direction is relative to the material's grain (or fiber) direction.Bending parallel to the grain poses a heightened risk of cracking, as the material's grain structure is more prone to separation under stress. In contrast, bending perpendicular to the grain improves ductility and reduces the likelihood of fractures. Additionally, aligning the bending direction with the material's shearing (or cutting) direction helps minimize the propagation of any defects or micro-cracks that may have been introduced during the cutting process, ensuring better structural integrity.
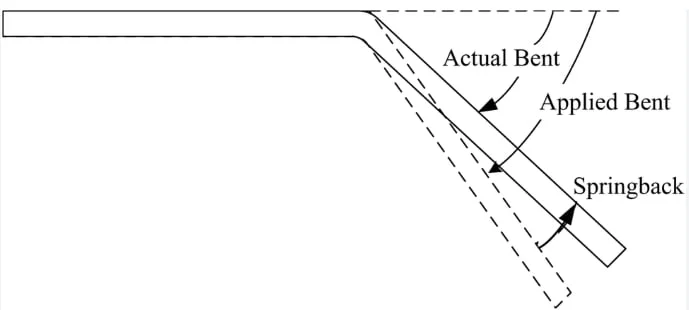
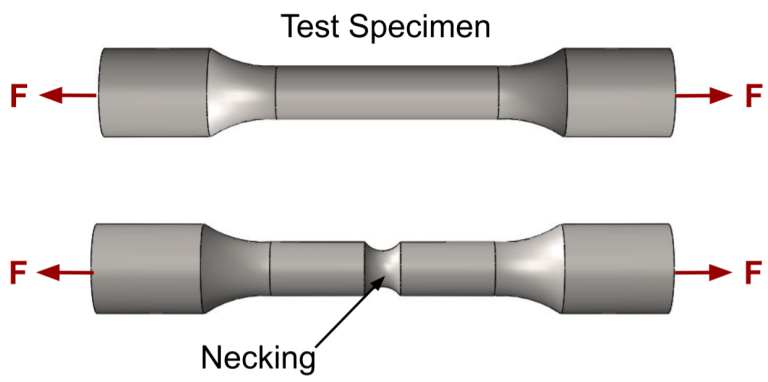
3.Bending Springback
Bending springback is a phenomenon in sheet metal forming where the material partially returns to its original shape after the bending process is completed. This occurs mainly because the material stores elastic energy during bending. After the bending force is removed, the compressed inner side and stretched outer side of the metal try to return to equilibrium, resulting in springback. The amount of springback mainly depends on several factors:
Compressive strength: Materials with a higher tensile strength typically exhibit more springback.
Bend radius: Smaller bend radii generally lead to less springback, while larger radii cause more.
Die opening width: Wider die openings result in more springback due to reduced material constraint.
Material thickness: When the bend radius is large relative to material thickness, springback increases.
Material type: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
To address springback effectively and ensure that bent parts meet design specifications, several compensation strategies can be employed. During the design phase, selecting appropriate materials, optimizing die design, and using finite element analysis (FEA) can help reduce production uncertainties and create a solid foundation for manufacturing. During production, overbending, CNC automatic compensation, and double-hit bending can provide real-time adjustments to ensure final product accuracy.
4.Hole Distance from Bend
Positioning holes too close to the bend can cause material deformation or tearing during the bending process. As a rule of thumb, features like holes, slots, and cutouts should be placed at least three times the material thickness away from the bend edge.
5.Minimum Flange Length
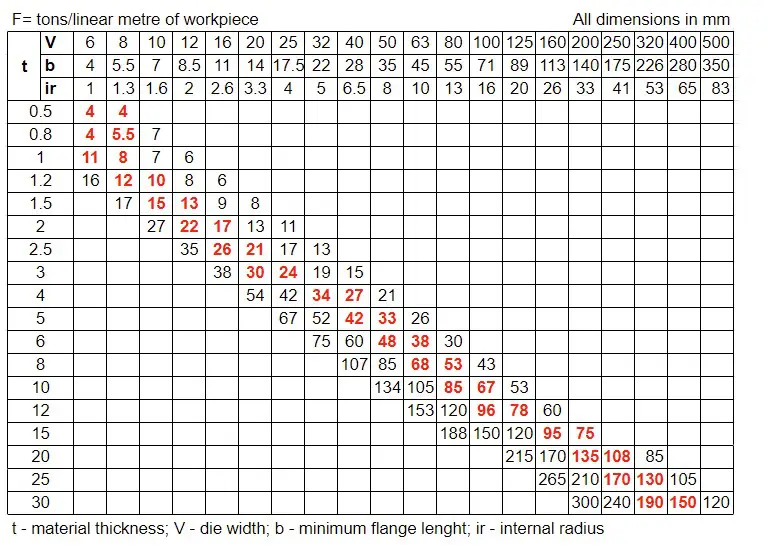
If the flange is too short, it may not engage properly with the die during bending, potentially causing inaccurate bends or material distortion. Typically, the flange length should be at least four times the material thickness, but this may vary depending on specific die widths and material properties. To avoid issues, consult bending force charts to select the appropriate flange length based on the material thickness and die setup.
6.Forming Compensation
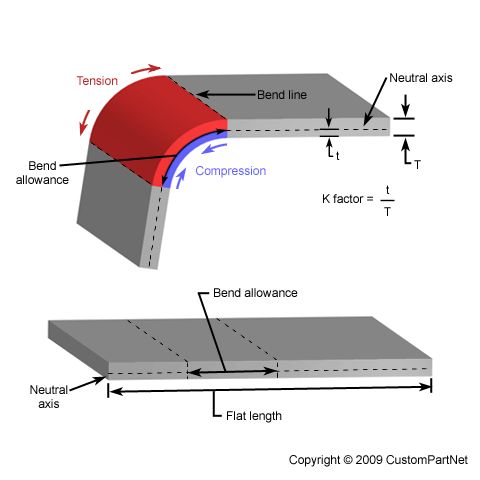
Forming compensation is a crucial calculation that accounts for the deformation of metal during the bending process. To put it simply, forming compensation aids in accurately predicting the flat pattern length—the flat size of the metal sheet before bending—during the initial design stage. This ensures that the bent metal part will have the correct shape and dimensions. Two key parameters in achieving this compensation are the K-Factor and Bend Allowance.
K-Factor
The K-Factor is a ratio that represents the location of the neutral axis within the material's thickness. The neutral axis is the layer in the material that neither stretches nor compresses during bending.
The K-Factor helps in predicting the amount of material required for bending and is crucial for accurate bend allowance calculations. Typically, the K-Factor ranges from 0.3 to 0.5, but it can vary based on factors such as material type, thickness, and bend radius.
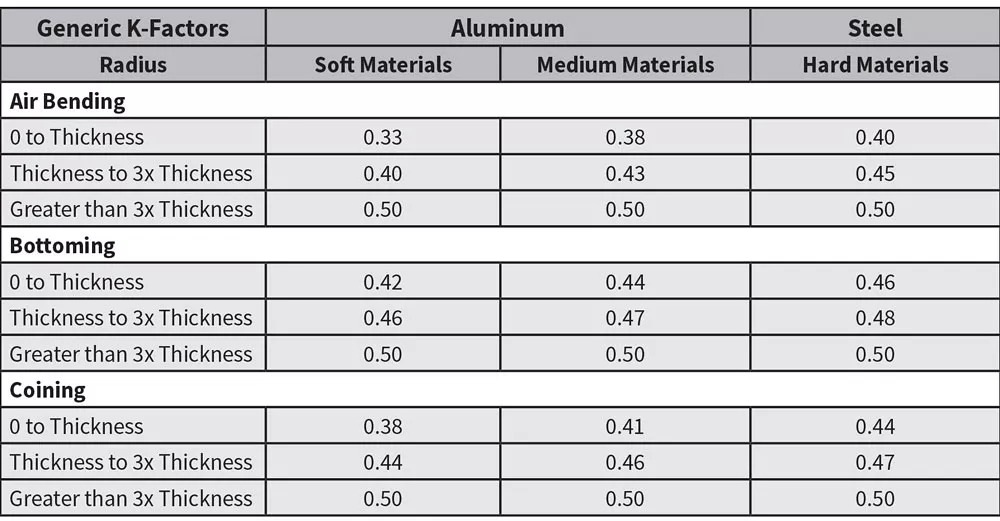
One way to obtain the value of K-Factor is from the generic K-Factor chart below, which is based on information from Machinery’s Handbook, offering average K-Factor values for a variety of applications.
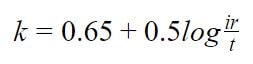
Another way is by using calculation formula:
Where, k – k-factor (a constant reflecting the neutral axis position) ir – inside radius (mm) t – material thickness (mm)
Bend Allowance
Bend allowance is the length of the curved neutral axis in the bend region, which is used to calculate the necessary material for the bend and to determine the flat pattern length.
Calculating bend allowance involves using specific formulas:
For bends from 0 to 90 degrees:
For bends from 90 to 165 degrees:
where ß is bend angle (in degrees).
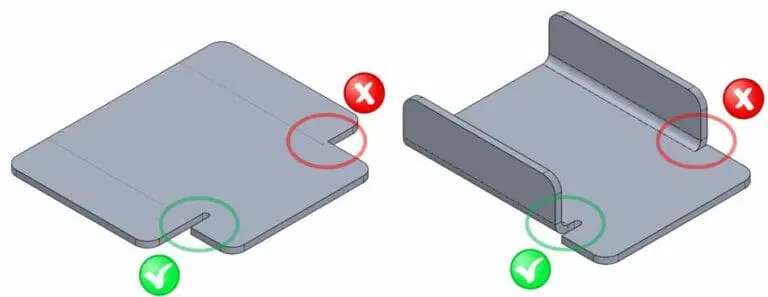
7.Bend Reliefs
Bend reliefs are small notches or cutouts placed at the edges of a bend in sheet metal to prevent tearing, distortion, or unwanted deformation during the bending process. When sheet metal is bent, particularly near corners or edges, the material can experience high stress, leading to cracks or warping. Bend reliefs help relieve this stress by providing a space for the metal to flow more freely.
8.Material Properties and Thickness
Different metals have varying properties, including ductility, strength, and rebound behavior. The minimum bend radius, relative to the material's thickness, is crucial for successful bending. Understanding these properties helps in selecting appropriate bending techniques and predicting the material's response. For instance, materials like aluminum require careful attention to rebound, while harder metals may limit bending directions to prevent cracking. We will elaborate on this topic in the next part.
What Sheet Metal Materials Are Suitable for Bending?
The suitability of a sheet metal material for bending largely depends on its mechanical properties, such as ductility, strength, and formability, as well as the material thickness, the specific requirements of the bending process and the end-use application.
Materials with poor ductility or high hardness, such as certain high-strength steels and cast metals, are less suitable for bending and may require specialized processes or additional preparation. Some common sheet metal materials suitable for bending include:
5052 Aluminium 5052 aluminum is versatile and ideal for sheet metal bending due to its excellent formability and moderate strength. Its good ductility allows for intricate shapes without cracking. The alloy also offers strong corrosion resistance, especially in marine environments, making it great for outdoor use. Its lightweight nature reduces the final product's weight, enhancing fuel efficiency in transportation and lowering installation costs.
Stainless Steel Renowned for its durability, corrosion resistance, and high strength, stainless steel is ideal for sheet metal bending in demanding applications. It performs well in harsh environments like high temperatures and exposure to chemicals, making it suitable for food processing, medical equipment, and architectural use. Although its formability is somewhat less than other metals due to its strength, choosing specific grades (like 304 or 316) and using heat treatment can enhance it. Its smooth, shiny surface also adds aesthetic value to finished products.
Mild Steel Mild steel, or low-carbon steel, is a cost-effective option for sheet metal bending due to its availability and ease of processing. It offers good formability, allowing for various shapes without significant hardening. While it lacks the corrosion resistance of stainless steel and the lightweight properties of aluminum, mild steel can be coated or painted to enhance rust resistance. Its versatility and low cost make it popular in automotive, construction, and furniture manufacturing.
Galvanized Steel Galvanized steel is coated with a layer of zinc to enhance corrosion resistance, making it ideal for outdoor use. It retains the formability and strength of regular steel, allowing for various shapes without compromising structural integrity. Its durability and affordability make it a practical choice for fencing, guttering, and other applications where strength, corrosion resistance, and cost-effectiveness are important.
Annealed Alloy Steel Annealed alloy steel is heat-treated to soften the material, improving formability and ductility. This makes it suitable for complex bending with high precision. It combines steel’s strength with better machinability and bendability, making it ideal for applications requiring both strength and flexibility. Its ability to withstand high stress and temperature variations also makes it suitable for demanding industrial settings.
Copper and Brass Copper and brass are non-ferrous metals known for excellent formability, corrosion resistance, and aesthetic appeal. Copper, a great conductor of electricity and heat, is ideal for electrical components and heat exchangers. Brass, an alloy of copper and zinc, offers a balance of copper’s ductility and zinc’s strength, making it easy to shape while maintaining good strength. Both metals can be polished to a high shine and are popular in decorative and functional applications in construction and architecture due to their corrosion resistance and attractive appearance.
Titanium Titanium is a lightweight and strong metal known for its excellent corrosion resistance, particularly in harsh environments such as marine and aerospace applications. It offers good formability, though not as easy to bend as aluminum, and it is biocompatible, making it suitable for medical implants. Titanium's high strength-to-weight ratio makes it valuable in applications where weight reduction is critical.
Conclusion
Compared to other sheet metal fabrication processes, sheet metal bending offers distinct advantages, such as preserving structural strength, lowering costs, and providing high design flexibility. It also reduces the number of joints and welds, which improves part consistency and minimizes defects or corrosion caused by welding. With thoughtful design and modern technologies like CNC press brakes, precise bend angles and shapes can be achieved quickly and accurately.
Chiggo is a leading sheet metal forming service provider in China. We deliver high-quality bending services to companies across various industries. We also offer a range of stamping services for mass production and advanced CNC machining for complex parts, ensuring we can meet all your manufacturing needs. We’re excited to collaborate on your product design and help you choose the best manufacturing process for your specific requirements. Let’s work together to bring your vision to life.