终极拉伸强度(UTS)是材料破裂前可以承受的最大应力的度量。通常通过进行拉伸测试并记录工程应力与应变曲线的情况。作为密集财产,UTS对于比较张力下材料的性能至关重要。它可以帮助工程师为必须抵抗拉伸负荷而不会失败的结构和组件选择合适的材料。
本文将探讨什么是最终的拉伸强度,如何进行测试和计算以及其应用。
什么是最终的拉伸力量?
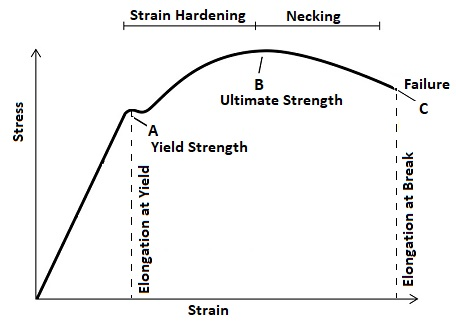
最终的拉伸强度(UTS),也称为拉伸强度或最终强度,是材料在断裂前可以承受的最大拉伸(拉或拉伸)压力。在拉伸测试中,材料最初经历弹性变形。一旦它超过了产量点,它就会继续塑性变形,直到达到最大应力为止。 UTS表示工程应力 - 应变曲线上的峰值应力,反映了材料对被拉开的最大阻力。

如图所示,点B是最终的拉伸强度。在此之后,在延性材料中,样品会经历颈部,导致压力减少,直到裂缝为止,而脆性材料可能在到达无明显颈部的UTS后几乎立即断裂。
UTS是用于承载载荷应用的材料选择的关键指标,并帮助工程师确保组件在最大预期负载下不会灾难性地失败。但是,由于单独使用UT并不能捕获材料可以耐受的永久变形,因此应将其与其他机械性能一起评估,例如屈服强度,断裂韧性和伸长率,以在现实的服务条件下完全理解材料的行为。
如何测试拉伸强度?
拉伸强度定义为应力,该应力被测量为每单位面积的力。您可以使用拉伸测试机(通常称为通用测试机(UTM))评估材料的拉伸强度。它有两个握把,可以将样品固定在两端。
在测试期间,该机器稳定地增加了拉伸负荷,直到材料骨折为止。在整个过程中,它连续记录了标本的施加力和相应的伸长。测试数据产生应力应变曲线,从中确定了最大应力值(UTS)。
该拉伸测试的结果提供了计算拉伸强度所需的关键数据。该计算使用最大记录的力和标本的原始横截面区域来精确量化UTS。
如何计算拉伸强度?
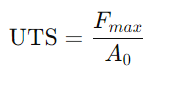
拉伸强度是通过将材料可以携带的最大拉伸力划分在其原始横截面区域之前可以计算出来的。计算最终拉伸强度的公式是:
力量(或压力)=力 /区域
从数学上讲,这可以表示为:
其中FMAX是在拉伸测试中记录的最大载荷,而A0是试样的初始横截面区域。该计算给出了压力单位,通常为pascals(PA),巨质(MPA)或每平方英寸磅(PSI)的最终拉伸强度。通过将峰值负载与样品的原始区域联系起来,工程师可以一致地比较不同的材料,无论其尺寸或形状如何。
哪些因素可能会影响材料的最终拉伸强度?
尽管UTS描述了材料对拉伸压力的抗性的基本特性,但它不是固定或不变的价值。由于各种材料和加工因子,UTS可能差异很大。以下关键方面可能会影响材料的UT:
化学组成
材料中的合金元素或添加剂直接影响其原子结合,相结构和整体强度。例如,将碳添加到铁中会产生珍珠岩或马氏体(带有Fe₃c沉淀),这阻碍了脱位运动并将UTS提高到纯铁的范围高于纯铁。奥氏体不锈钢中的镍稳定了FCC相,该相位良好并增加了拉伸强度。
晶粒尺寸(微观结构)
较细的谷物通常会导致更高的UTS。细化(收缩)晶粒结构会产生更多晶界的热处理,从而阻止脱位运动并使金属更难变形。这就是所谓的霍尔 - 格料效应。相反,粗晶粒(来自缓慢的冷却或过热)可提供较低的强度。
热处理
热处理改变了材料的微观结构,因此可以大大改变其UT。对于钢而言,淬火将奥斯丁岩冷却到坚硬的马氏体中,急剧增加UT,而随后的回火可以缓解内部应力并恢复延展性,从而产生更平衡的机械性能。相比之下,退火缓慢地转化为粗珠石和铁氧体,使钢质软化,增强延展性和可加工性,并通常降低UT。
同时,铝合金依赖于溶液处理,然后是衰老(降水硬化),其中细降水形成和阻塞脱位运动以改善UTS。
缺陷和错位
材料内部的缺陷会影响UTS。高密度的位错或小沉淀颗粒会阻碍变形并增加UT(这是工作硬化和某些合金沉淀的方式)。但是,诸如空隙,裂纹或夹杂物之类的较大缺陷充当减少UTS的应力集中因子。通常,清洁,无缺陷的晶体晶格(除了受控的强化缺陷外)倾向于导致更高的UT。
温度
工作温度具有很强的影响。大多数材料在升高的温度下(原子移动更加自由,键变量)较弱,因此UTS随热量而降低。例如,在室温下,高纯度镍在500°C时从〜550 MPa下降到〜350 MPa。相反,冷却金属(降低到零或低温温度)通常会增加UTS(尽管可能会变得更脆)。
不同材料的最终拉伸强度的示例
以下是几种常见工程材料的典型UT范围:
| 材料(合金/条件) | UTS(MPA) |
| 温和的碳钢(A36) | 400–550 |
| 高碳钢(1090) | 696–950 |
| 不锈钢(304/18-8) | 510–620 |
| 铝(6061-T6) | 290–310 |
| 铝(7075-T6) | 510–538 |
| 钛(TI-6AL-4V) | 900–950 |
| 铜(纯净,99.9%) | 200-250 |
| 黄铜(C260) | 345–485 |
最终拉伸强度(UTS)的应用
在评估材料对结构,机械和关键安全应用的适用性时,UTS是关键指标。以下是UTS起重要作用的一些典型应用领域:
结构工程
在桥梁,建筑物和其他民用基础设施中,UTS帮助工程师确定钢梁,钢筋和其他结构元素的负载能力。工程师使用UTS数据来确认材料可以承受具有足够安全保证金的最大服务负载。
航天
飞机机身,机翼和紧固件需要具有高UTS的材料,以抵抗拉伸负荷,同时保持轻量级。航空航天材料(例如高强度铝合金,钛合金和碳纤维复合材料)都是根据UTS等级选择的。
汽车
汽车零件,包括底盘框架和悬架组件,都依靠UTS来确保在动态负载下发生撞击和耐用性。这些应用通常选择高强度的钢和轻质合金。
压力容器和管道
具有足够UTS的材料对于压力容器和管道至关重要,这些压力容器和管道在高内压下携带气体或液体,有助于防止破裂或泄漏。诸如ASME锅炉和压力容器代码之类的标准使用UTS作为关键设计参数。
消费产品和紧固件
即使在日常产品中,UTS也可以帮助工程师为螺钉,螺栓,弹簧和塑料外壳指定材料,以确保在重复使用或意外超负荷时不会失败。
影响3D打印零件UTS的关键因素
3D打印零件的UTS比传统的模制或锻造组件的变化要多得多,因为机械性能在逐层构建中固有地是各向异性的。特别是,层间粘附比内层强度弱,并且粘附取决于许多因素:挤压温度,打印速度,材料流变或固化行为以及建立方向。
挤出温度
确定新沉积的灯丝融合与下面的层的效果。如果温度太低,则细丝不会充分融化,从而导致层间界面处的流量差和微小的间隙。如果太高,聚合物可能会降解或过度流动,从而导致下垂,串行或扭曲的特征。
最佳实践:将喷嘴温度设置在细丝推荐的处理范围的上端,通常比其标称熔点高约5°C,然后执行小步骤试验(+5°C增量)以识别最佳键合温度。
打印速度
控制上一层热材料的停留时间。快速的速度可能导致“冷”沉积,但不会完全融合;非常缓慢的速度会过热和变形。
最佳实践:平衡速度和流动 - 使用适度的行进速度,使每个珠子都可以保持高于其聚合物的玻璃过渡(或治疗阈值)的时间足够长,可以融合,而不会引起斑点或串。
物质流变或治疗行为
在PLA,ABS和PETG等热塑性塑料中,融化的粘度决定了灯丝流和湿润上一层的效果 - 较低的粘度融化会促进更强的层间粘结,但可以妥协悬而未决的支撑和细节。在光聚合过程中,树脂化学(单体类型,分子量)和光引发剂浓度控制治疗深度和交联密度;暴露不足会导致层粘附较弱。
最佳实践:选择具有最佳熔体流量的细丝(例如,在刚性PLA上进行PET)或专门为较强层粘附而配制的树脂;保持吸湿材料干燥以保持一致的流变学。
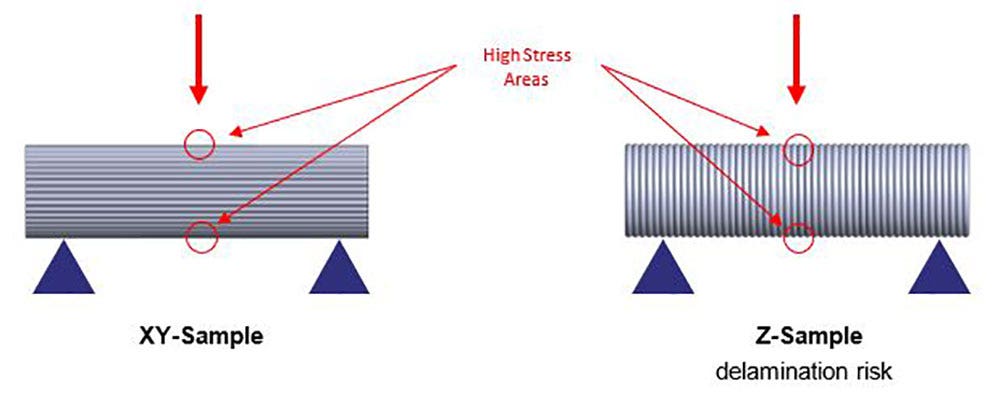
构建方向
层间粘附比内键键弱,因此UTS在X/Y平面中最高,但沿Z轴明显下降。
最佳实践:将平行于打印层的主要负载方向对齐,并尽可能避免在层界面上施加重大的拉伸载荷。
记住:
您可以在打印之前使用FEA来预测应力分布和UTS,但准确性取决于该过程:对于近乎密集的,各向同性的方法(例如金属PBF),它是可靠的,但对于FDM/FFF塑料而言,它由于各向异性和微观空隙而少。
实际性能也随打印机,环境和材料批次而变化-3d打印机的可重复性低于传统方法。因此,除了模拟外,还要实施强大的过程监测,材料验证和后期制作测试。对于安全或关键性零件,必须进行物理拉伸测试以确认UT并防止意外失败。
结论
在无数的工程应用中,最终的拉伸强度(UTS)是评估和比较材料的关键参数。从了解其定义到掌握测试和计算方法,对UTS的牢固掌握使工程师可以设计更安全,更强大,更有效的产品。
凭借我们的专业知识CNC加工和3D打印,我们提供的组件始终符合您的UTS规格,因此您可以获得所需的力量和性能。立即联系我们呢
常问问题
1。塑性变形和弹性变形之间有什么区别?
弹性变形是可逆的。卸下负载后,材料返回其原始形状。塑性变形是永久性的;一旦压力超过屈服强度,原子键重新排列,即使卸载后,材料也会变形。
2。产量强度和UTS有什么区别?
屈服强度是材料从弹性行为转变为塑性行为的压力 - 这一点,永久性(塑性)变形开始。最终的拉伸强度(UTS)是材料破裂前可以承受的最大应力。
3。拉伸应力与拉伸强度有何不同?
唯一的区别是拉伸强度是指材料在破裂前可以承受的最大应力,而拉伸应力描述了在任何给定的负载水平下施加力与横截面区域的比率。
4。工程压力和真实压力之间有什么区别?
工程应力是除变形过程中的任何变化,而除以试样的原始横截面区域的力。使用瞬时(实际)横截面区域作为样品变形来计算真实应力,从而更准确地衡量了应力,尤其是在大菌株下。
5。断裂强度和拉伸强度有什么区别?
拉伸强度(UTS)是材料在其应力 - 应变曲线上达到的最大工程应力。分裂强度(或破裂强度)是试样实际破裂的工程应力。
在延性材料中,UTS后的颈部减少了承重区域(而σ仍使用原始区域),因此断裂强度下降到UT下方。在脆性材料中,颈部可忽略不计,断裂强度基本上等于UT。