加工零件在整个行业都普遍存在。它们代表了一类精确的工程组件,这些组件是通过减法过程对严格公差进行的,并提供复杂的几何形状,可重复的精度和出色的表面饰面。本指南涵盖了加工零件和组件的基础知识:它们是什么,生产方式,优势和关键设计原则。您还将了解使用的材料及其应用。
什么是加工零件和组件?
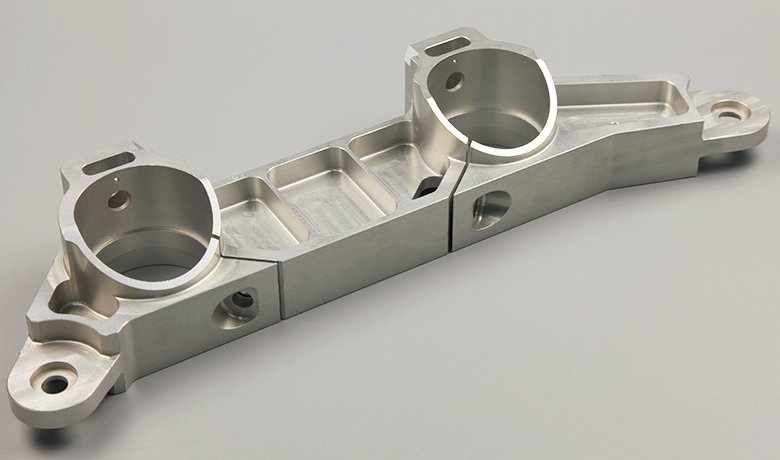
加工零件和组件是通过从实心块或“工件”中去除多余的材料而产生的精确对象。切割机(例如车床,磨坊,钻头和路由器)将工件塑造成所需的形式和饰面。这些零件可以由金属,塑料或其他在切割过程中保持尺寸稳定性的材料制成。
加工可以通过两种主要方式进行:
手动加工: 由熟练的机械师操作,他经常使用手轮或杠杆直接控制工具运动。CNC加工: 使用预编程的数字说明进行全自动,允许复杂的几何形状,可重复性和高效率 - 尤其是定制或高精度零件。
大多数复杂或自定义的组件是在CNC机器上制作的,以最大程度的精度和可扩展性。尽管如此,手动加工仍然存在其位置 - 尤其是对于快速,一个零件,设置CNC程序将花费更长的时间,而不是简单地手工切割。
在某些情况下,加工被用作次要或整理过程。例如,最初可能会铸造,锻造或注入式零件,然后进行额外的加工以完善其特征,例如钻孔,挖掘的螺纹或铣削表面。这些通常被称为部分加工或已接通后的零件。
常见的加工技术
从简单的孔到复杂的内部几何形状,不同的加工技术塑造了加工部分的关键特征。以下是一些最广泛使用的加工方法:
铣削: 使用旋转的多点切割工具沿多个轴从工件中删除材料。此过程具有很高的精度,可创建复杂的表面,口袋,插槽和轮廓形状。铣削操作的常见类型包括面部铣削,末端铣削和老虎机铣削。
转身 :
钻孔: 旋转的钻头会产生各种尺寸和深度的孔。它是最基本的加工过程之一,在机械零件中广泛用于整个孔,盲孔和螺纹孔。
布拉奇: 牙齿牙齿逐渐较大的牙齿,在一次通道中切割材料。它对于切割内部功能(例如键换,花键和非圆孔)特别有用。
研磨: 旋转的磨牙轮会优化表面几何形状,并完成非常紧密的公差。该技术通常用作高精度零件的最终完成步骤。
电气加工(EDM): 电介质流体折射导电工件材料中的电气火花,从而在硬或精致的金属中创建精致的形状,锋利的角和深腔。
激光切割: 使用聚焦的激光束融化,蒸发或燃烧材料,从而可以精确且无接触式切割。它适用于金属,塑料和其他材料,尤其是薄板形式。
超声加工: 超声波振动向工件发出磨碎的浆液,从脆性或热敏感材料(例如陶瓷,玻璃)中去除材料,而无需热损坏或机械应力。
加工零件的优势是什么?
CNC机加工零件在3D打印和注入模制组件上提供了多个关键优势。这些好处包括:
没有最低订单数量(MOQ)
加工零件的主要优点之一是您不需要最小订单数量即可购买它们。您可以按需订购单个原型或少量的原型,而无需模制零件所需的昂贵,耗时的工具。这对于较小的公司特别有用,因为它可以减少库存和资本捆绑并支持定制的生产。
好的原型
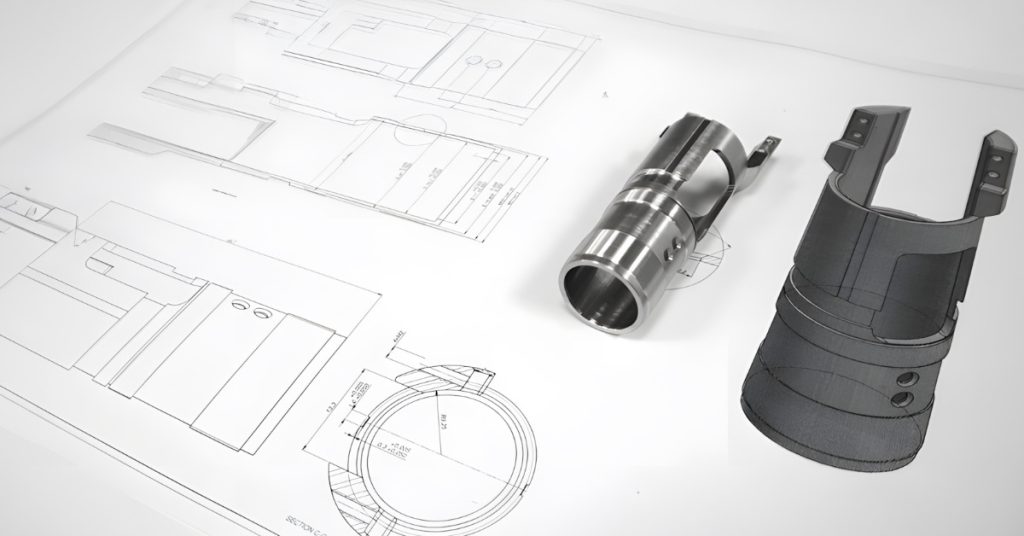
加工零件是原型的合适且负担得起的,因为它们避免了昂贵的工具和最低订单要求。编程和设置通常只需几天,因此团队可以快速迭代设计并评估每个版本在现实世界测试中的拟合和功能。 CNC加工的高精度和上表面表面饰面可确保原型与最终生产零件相似,即使对于复杂的几何或复杂的细节也是如此。
此外,加工支持各种材料 - 从铝和钢合金到工程塑料 - 开发人员可以在实际操作条件下测试多个选项,并在进行大规模制造之前确定最佳基板。
设计自由
加工提供了无与伦比的设计自由,通过使用多轴切割工具来产生几乎任何形状 - 深袋,底切,锋利的角落和复杂的轮廓。您可以在单个设置中集成诸如线程,老板和键换之类的功能,而不是设计单独的插入物或以后添加它们。
相比之下,注射成型要求设计特许权(均匀的壁厚,草稿角度和一致的流动路径),以确保适当的模具填充和部分弹出。建造模具后,修改设计通常需要昂贵的工具更换甚至完整的模具重建。
即使是3D打印过程,通常被视为最好的打印过程之一制造过程 在设计自由方面,有局限性。没有支撑结构,大多数加性方法(尤其是FDM和SLA)无法建立陡峭的悬垂。这些支持添加材料,增加打印时间,并且必须删除后印刷,通常会留下需要打磨或其他装饰的标记。大小的零件可能会随着层凉爽而弯曲,并且逐层构建会导致各向异性强度和在垂直表面上可见的“步进”。
力量
加工零件是从固体坯料中切割的,该方坯保留了库存的全部强度和物质完整性。这使它们在结构上优于3D打印的零件,这可能会遭受层间弱点的困扰,并且可能需要更薄的墙壁才能进行流动考虑。
提前时间更快
加工零件的生产速度要快得多,因为没有模具或特殊的工具要构建。一旦准备好了CAD型号,就可以生成一个CAM程序并直接发送到机器。现代CNC中心可以通过最少的监督全天候运行,从而可以在短短几天内制造零件。这种速度特别有益于快速原型制作,桥梁生产和紧急替代需求。
表面饰面
加工零件可以实现光滑,高质量的表面饰面,而无需流动线,闪光灯或经常在模制零件中看到的隔离线,或者是3D打印的层线。通过结合高轴速度,优化的进料速率和适当的冷却液,加工可以常规实现粗糙度值(RA) 低于0.8µm,并具有精细的饰面,甚至降至0.2µm或更高。
质量
CNC机器可以保持紧密的公差并部分地提供一致的结果。如果给定功能(例如必须完美密封的精确孔)特别关注,则机械师可以花费额外的时间或在不影响其余部分的情况下在该功能上进行额外的整理通行证。
相比之下,注射模压零件完全取决于霉菌的初始精度。经过数千个循环后,工具磨损和轻微的过程变化可以绕过边缘或更改尺寸,并且如果没有昂贵的霉菌调整或次要操作,就无法调整单个零件。
易于更改
由于CNC零件是直接从数字CAD文件中生产的,因此您可以直接进行设计更改,直到制造开始。在研发和原型制作过程中,这是无价的:工程师可以微调尺寸或测试多个版本而无需额外的成本或浪费的材料。
如何设计加工零件?
设计加工零件时,通常建议遵循设计(DFM)原理的设计,以确保功能,准确性和成本效益。幸运的是,当您遵循密钥时,加工零件并不难设计加工设计注意事项 以下:
壁厚
薄壁很容易在加工过程中进行挠度和振动,这可能导致尺寸不准确和表面效果不佳。作为一般指南,金属零件的壁厚应不少于0.8毫米,塑料零件应为1.5毫米。
底切
底切是由于几何形状而导致标准切割工具无法达到的凹入功能。他们需要专门的工具,例如T槽或L形切割机,以及其他机器设置和更换工具。因此,只有在必要时才能在零件的功能中使用底切,例如,当无法通过任何其他方式实现锁定凹槽,键换或汇编功能时。
在设计加工中的底切时,最好将其尺寸用于整个毫米以匹配标准工具尺寸。底切宽度通常在3到40毫米之间,深度最大两倍。
突起
高大,狭窄的突出特征(例如老板或柱子)很难准确地机加工,并且可能导致工具聊天,振动或部分失真。为了保持稳定性和准确性,突出的高度不应超过其宽度的四倍。此外,添加肋骨或圆角可以有效地增强突出的特征并减少应力浓度,从而在加工过程中更稳定。
腔,孔和线
腔和口袋的宽度不应深,以确保正确的芯片疏散并防止工具偏转。由于末端磨坊具有圆形轮廓,因此内部角始终具有半径 - 因此避免指定完美的内部边缘。
孔通常由钻头或末端磨坊制成。由于钻头有标准尺寸,因此尽可能将孔直径与标准工具匹配。另外,将直径的孔深度限制为四倍,以保持工具稳定性和钻孔精度。
线程可以加工成小尺寸(例如M6及以下),但必须平衡强度和效率。作为指南,使用至少1.5×标称直径的参与长度(最大最大直径为3×直径)。除此之外,额外的线程增加了加工时间和工具磨损,而无需大量承载益处。
规模
零件的大小必须适合加工设备的功能。对于大多数铣削操作,典型的部分尺寸不得超过400×250×150 mm。较大的零件可能需要高级垂直或水平加工中心。某些5轴铣床可以处理最多1000×1000毫米甚至更大的组件。对于标准转弯过程,最大可行尺寸约为Ø500mm×1000毫米。
最小零件尺寸通常受工具直径和机器精度的限制。例如,如果功能小于工具本身,则无法将其加工。在标准机器上,最小特征尺寸通常从0.5 mm到1毫米。对于极小的零件,可能需要微型隔离设备或超精确过程才能实现所需的几何形状。
加工零件材料
加工零件可以由多种材料制成。您选择的CNC加工材料会影响机械性能,例如强度,重量和耐腐蚀性,以及加工特性,例如切割速度,工具磨损和表面饰面。较软的材料更容易切割,但可能会变形;较硬的材料需要较慢的供稿和专业工具。
以下是一些用于加工零件的一些材料:
金属: 铝 ,,,,钢 ,,,,不锈钢 (17-4,Inconel 625和718),钛,铜 ,,,,黄铜 ,青铜,锌,镁。塑料: 腹肌 ,PC,ABS+PC,PP,PS,POM,PMMA(丙烯酸),PAGF30,PCGF30,Teflon,DHPE,HDPE,PPS,PPS,PEEK,PEEK,PA GF50,PPS GF50,PPS GF50。复合材料: 环氧树脂,用碳纤维,玻璃纤维,凯夫拉尔(Kevlar)增强陶瓷: 氧化铝,氧化锆,碳化硅,硝酸硼
加工零件表面饰面
可以将各种后处理选项应用于加工零件,以改善表面纹理,外观和性能。以下是CNC生产部件的常见表面饰面:
正常的: 没有其他表面处理。它反映了直接脱离机器的零件的自然表面状况。可以看到轻微的工具标记和表面变化。它适用于内部,非颜色或纯粹的功能部位。
珠子爆炸: 在表面上爆炸了磨料介质,以产生均匀的哑光质地。它有助于删除毛刺,锋利的边缘和加工标记。但是,重要的是要注意,爆破过程从零件中消除了少量材料,这可能会影响紧密的公差和微妙的特征。
阳极氧化: 通常用于铝制零件上的电化学过程,以改善腐蚀和耐磨性。 II型阳极氧化产生具有各种颜色的装饰性和耐腐蚀涂层。 III型阳极氧化(硬氧化)会产生较厚,更密集的层,可提供更大的耐磨性和耐化学性。
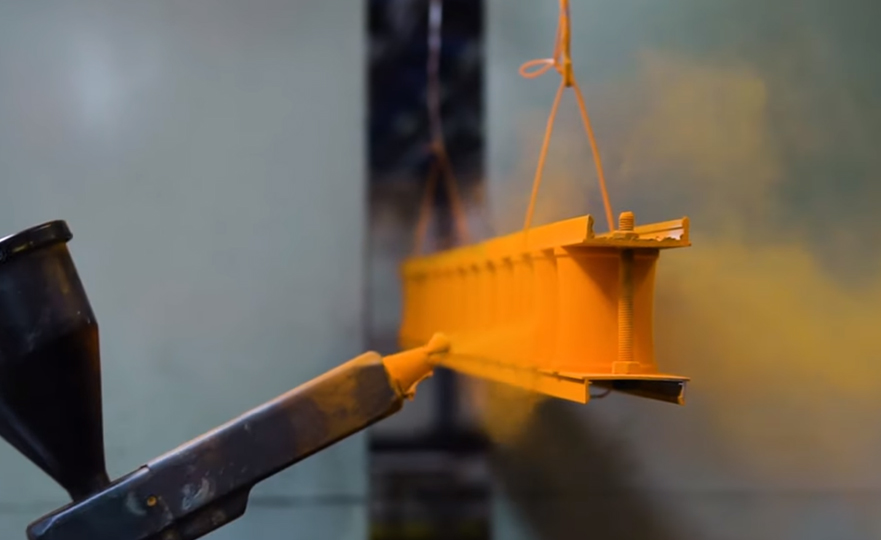
粉末涂层: 将干粉喷洒到零件表面上,然后在烤箱中进行热固结,形成坚硬的彩色涂层。这种饰面提供了强大,耐磨损和耐腐蚀的层,比标准油漆涂料更耐用。
抛光: 一种使用细磨料或抛光轮来实现光滑,反射表面的机械过程。抛光可改善美学,并可以减少需要低摩擦或视觉吸引力的组件的表面粗糙度。
加工零件公差
加工公差是范围偏差的允许范围,显示成品零件可能与其标称设计维度有所不同。公差越严格,加工精度越高,制造业难度和成本就越大。需要精确拟合或关键功能的组件需要严格的公差,而非关键部件可以使更宽松,更具成本效益的公差。
有几种用于机械公差的国际标准,ISO 2768是采用最广泛的国际标准之一。该标准为线性和角度的尺寸提供了一般的度量公差(以毫米为单位),而无需个人公差规格。它将公差分为四个年级,并帮助制造商降低歧义,保持一致性并优化生产成本。请参阅下面的表:
MM的基本尺寸范围 MM允许的偏差 f(罚款) M(培养基) C(粗) V(非常粗糙) 0.5最多3 ±0.05 ±0.1 ±0.2 - 超过3到6 ±0.05 ±0.1 ±0.3 ±0.5 超过6到30 ±0.1 ±0.2 ±0.5 ±1.0 超过30到120 ±0.15 ±0.3 ±0.8 ±1.5 超过120多到400 ±0.2 ±0.5 ±1.2 ±2.5 超过1000多个 ±0.3 ±0.8 ±2.0 ±4.0 到2000年以上超过1000 ±0.5 ±1.2 ±3.0 ±6.0 超过2000多达4000 - ±2.0 ±4.0 ±8.0
根据ISO 2768标准,线性维度的公差类名称
毫米的基本尺寸范围(相关角度的较短一侧) 允许的偏差,以分钟数和分钟 f(罚款) M(培养基) C(粗) V(非常粗糙) 最多10 ±1º ±1º ±1º30 ±3º 超过10到50 ±0º30 ±0º30 ±1º ±2º 超过50到120 ±0º20' ±0º20' ±0º30' ±1º 超过120多到400 ±0º10' ±0º10' ±0º15' ±0º30' 超过400 ±0º5' ±0º5' ±0º10' ±0º20'
角度/角度的一般公差
加工零件的应用是什么?
加工跨行业用于生产精确,耐用的组件,例如阀体,齿轮,住房,紧固件 和括号 - 原型制作和全尺度生产。以下是使用加工零件的关键行业:
航天
航空航天行业需要符合最高性能和安全标准的加工零件。这些组件必须承受极端压力,温度变化和机械载荷,同时保持最小的重量。 CNC加工支持该领域所需的复杂几何形状和微观级别的公差。
典型应用:
涡轮刀片和住房
燃油系统组件和发动机安装座
起落架齿轮轴和结构支撑
卫星组件和通信系统外壳
医疗的
在医疗设备制造中,精度和生物相容性至关重要。 CNC加工可以生产具有光滑饰面和紧密公差的高准确零件,适用于植入物和高性能手术仪器。它还支持各种经过认证的医学级材料。
典型应用:
骨科植入物(臀部/膝盖替换,骨螺钉)
手术器械和工具
诊断设备外壳和机械子系统
牙科植入物和口腔内成分
汽车
CNC加工被广泛用于汽车工程中,以生产用于传动系统,动力系统和底盘组件的可靠的高强度组件。加工允许在性能调整和原型制作中快速迭代,同时支持精确机械零件的大规模生产。
典型应用:
发动机块,活塞,气缸盖
变速箱组件:轴,齿轮,外壳
制动系统零件和结构紧固件
定制性能或修复零件
消费电子产品
在电子行业中,组件必须既紧凑又可靠。 CNC加工用于生产具有较高尺寸精度和出色表面饰面的外壳,冷却结构和连接器外壳,通常用于低量生产。
典型应用:
散热器和EMI屏蔽组件
精密机械铝或塑料外壳
连接器,垫片和安装硬件
自定义设备原型
加工组件也广泛用于防御,机器人技术,可再生能源和工业设备。它们的强度,精度和可靠性使它们非常适合在机械应力,热变化和恶劣条件下运行的高性能零件。
如何选择加工零件供应商?
从整体产品质量和设计准确性到更紧密的公差和专业材料的细节,选择正确的加工零件供应商对于项目成功至关重要。在本节中,我们概述了评估CNC加工供应商时要考虑的一些关键因素:
认证: 寻找具有ISO9001或特定于行业的认证的供应商,以证明质量管理和过程控制。工程通信: 评估供应商对您的设计要求的了解程度。清晰的回答和有见地的问题通常反映出深层的加工知道如何。声誉和参考: 向其他产品团队询问其供应商的经验。第一手反馈通常是最可靠的过滤器。设施透明度: 如果可能的话,请访问供应商或安排虚拟审核以评估设备,过程流,容量和质量控制措施。引用和交货时间: 请求报价(RFQ)来自多个供应商,以比较定价,响应能力,灵活性和交货时间,尤其是国际货物。
为了确保更顺畅的协作:
在您的CAD模型中遵循DFM(用于加工的设计)原理
包括带有标准公差和符号的详细的2D图纸
使用NDA保护专有设计
澄清付款条款 - 第一订单通常需要支付
与Chiggo一起使用定制的机加工零件
Chiggo是可靠的合作伙伴CNC加工服务 对于您的快速原型制作和按需加工零件的需求。凭借各种行业的丰富经验,我们了解速度和精度的重要性。
Our machine shop is equipped with advanced machining centers and supported by a robust quality management system, enabling us to deliver high-quality components at competitive prices and with shorter lead times. 立即联系我们 订购您的加工零件!