如果您开始使用 3D 打印,您很快就会遇到不同的 3D 文件格式。最常见的两个是STL和对象。它们之间有什么区别,您应该使用哪一个?在本文中,我们详细比较了 STL 与 OBJ,涵盖了两者的优缺点。最后,您将知道哪种格式最适合您的需求以及原因。
什么是STL文件?

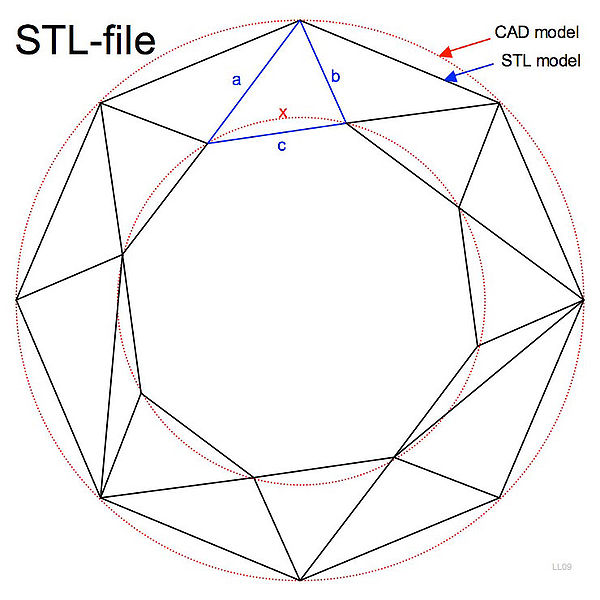
STL(立体光刻或标准镶嵌语言)是消费级 3D 打印的事实上的标准。它于 20 世纪 80 年代末由 3D Systems 引入,作为描述立体光刻机模型的一种方式。 STL 文件仅描述对象的表面几何形状,将其分解为微小三角形的网格。每个三角形由三个顶点和一个指向外部的法向量定义。
STL 是一种精简格式:它仅捕获对象的形状,没有颜色、纹理或材质数据。它也不包含单位,因此数字是否代表毫米或英寸取决于惯例(大多数切片机假设毫米)。
STL 文件可以以两种形式保存:ASCII(文本)或二进制。两者都存储相同的数据,但二进制版本更加紧凑。实际上,由于 STL 的简单性,几乎所有 3D 打印机和切片软件都支持 STL。如果您从 Thingiverse 等公共库下载模型,它们通常以 STL 格式提供。然而,这种简单性也带来了一些限制,我们将很快讨论。
什么是 OBJ 文件?
OBJ(通常称为 Wavefront OBJ)是另一种广泛使用的 3D 文件格式,最初由 Wavefront Technologies 于 20 世纪 80 年代为其 3D 图形软件开发。如今,它不仅已成为计算机图形和动画领域的常见格式,而且还成为 3D 打印领域的常见格式。
OBJ 可以存储具有任意数量顶点的多边形,甚至可以存储平滑的数学曲线,例如 NURBS(非均匀有理 B 样条线),使其能够灵活地处理复杂或高度详细的模型。
OBJ 文件不仅可以包含几何图形。他们经常引用一个配套的 .mtl 文件,该文件定义了对象表面的颜色、材质和纹理。这样,OBJ 就可以在模型的不同部分上承载多种颜色、映射纹理或不同材质。这就是为什么它经常被选择用于全彩 3D 打印、纹理 3D 扫描以及游戏设计和 AR/VR 等视觉应用。
OBJ 文件通常是纯文本。它们列出顶点、纹理坐标和法线,然后通过引用这些点来定义面。这种结构使格式相对易于检查或编辑,但与二进制 STL 相比,它也会导致文件大小更大且处理速度更慢。
STL 与 OBJ:有什么区别?
让我们详细分析一下STL和OBJ之间的关键技术差异。
几何表示
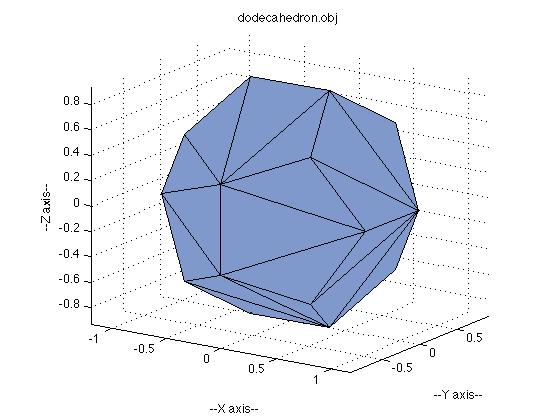
STL 和 OBJ 都是多边形网格格式,但它们处理几何体的方式不同。 STL 用三角形表示每个表面,因此曲线总是由许多小面来近似。例如,STL 中的球体是由数百或数千个三角形构建的。只有当这些三角形足够小时,它才看起来平滑。
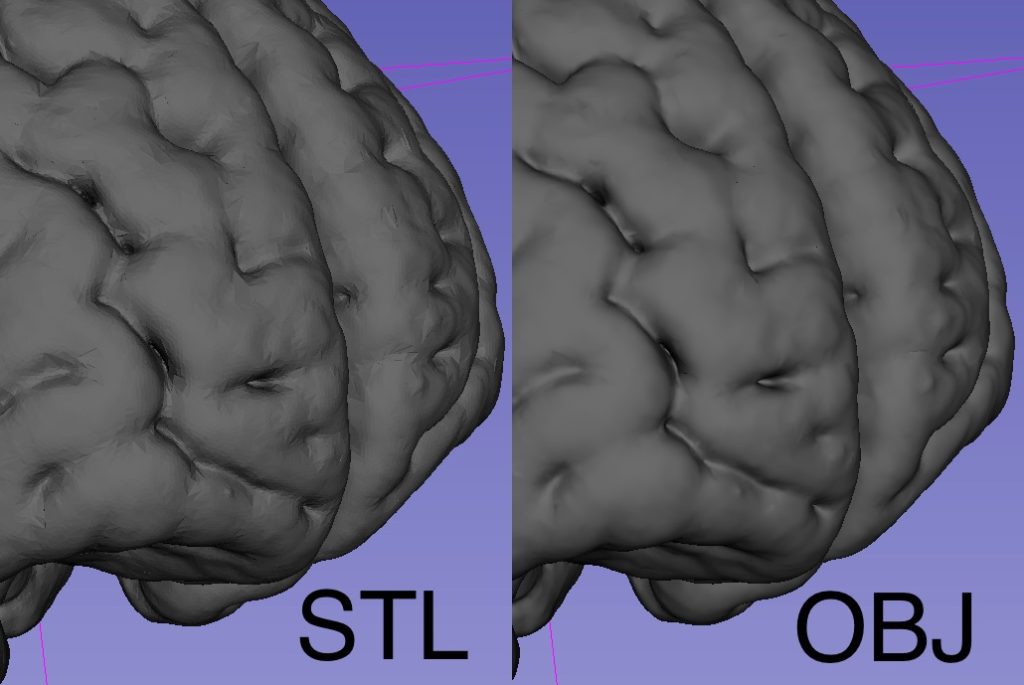
OBJ 不限于三角形。它可以存储具有三个或更多顶点的多边形,甚至可以定义平滑曲面,例如 NURBS(非均匀有理 B 样条曲线)。理论上这允许精确的曲线。实际上,大多数 OBJ 文件仍然导出为三角网格,并且切片器无论如何都会将曲线转换为面。因此,虽然 OBJ 在技术上更强大,但对于典型的 3D 打印,只要网格分辨率较高,最终结果通常与 STL 相同。
文件结构
STL 文件本质上是一长串三角形。在 ASCII 形式中,每个三角形都由三个顶点和一个法向量组成。这意味着相同的坐标经常会重复。二进制 STL 以紧凑的 50 字节格式存储相同的数据。 STL 文件通常只包含一个对象,因此多部分模型在导出之前必须拆分为单独的文件或合并。
相比之下,OBJ 文件将顶点与面分开。它首先列出所有唯一的顶点坐标,然后通过引用它们来定义面。这避免了重复并使其比 ASCII STL 更高效。 OBJ 还可以将纹理坐标、法线和组面包含到单个文件中的多个命名对象中。这种处理多对象模型的能力是 OBJ 广泛用于图形和复杂装配体的原因之一。
单位和规模
STL 和 OBJ 都不能可靠地存储单元信息。 STL 是完全无单位的。 OBJ 有时可以包含比例数据,但它没有标准化并且经常被忽略。因此,模型可能会以错误的尺寸导入。例如,如果切片机采用毫米单位,那么以英寸为单位设计的东西可能会显得小 25.4 倍。大多数切片器默认以毫米为单位,因此最好在导入时仔细检查比例。 3MF 或 STEP 等较新的格式通过嵌入单元解决了这个问题,但使用 STL 和 OBJ 则需要依赖约定。
材质和纹理支持(彩色与单色)
STL 和 OBJ 之间最大的区别之一是处理颜色和材质的能力。 STL 文件纯粹是几何图形,不保存任何颜色、纹理或材料属性。无论您的模型在 CAD 中的外观如何,一旦导出为 STL,它就会变成单个统一的网格。这对于大多数一次使用一种颜色的打印机来说是没问题的,但如果您想要多色或多材料打印,这就是一个明显的限制。
另一方面,OBJ 可以包含丰富的外观数据。除了 .obj 文件之外,通常还有一个 .mtl 文件,有时还有纹理图像,它们一起定义模型的外观。这意味着 OBJ 可以为不同零件或完整纹理贴图提供纯色,使其成为全彩 3D 打印和共享纹理 3D 扫描的首选。因此,艺术和牙科等领域的高端打印机和扫描仪通常依赖 OBJ。唯一的问题是纹理没有嵌入。共享 OBJ 时,您需要将 .obj、.mtl 和图像文件包含在一起 - 压缩它们是避免丢失文件的最简单方法。尽管如此,当外观很重要时,OBJ 仍然是更好的选择,而 STL 通常可以满足单一材料零件的需求。
文件大小和效率
ASCII STL 效率最低,因为它会重复每个三角形的顶点坐标。这使得详细模型很快变得庞大。二进制 STL 要好得多,每个三角形都存储在固定的 50 字节块中,因此文件大小直接随三角形数量缩放,并且通常保持可管理性。 OBJ 虽然是基于文本的,但通过列出每个顶点一次然后引用它来避免重复。这意味着同一网格的 ASCII OBJ 实际上可以小于 ASCII STL。对于纯几何,二进制 STL 和 OBJ 最终结果大致相同,而 ASCII STL 显然是异常值。
当 OBJ 携带材质和纹理时,由于图像文件的原因,总包大小会增加。非常大的 OBJ 的加载速度也会比二进制 STL 慢。但在日常使用中,差异很小。大多数业余爱好模型都只有几兆字节。如果您只需要几何图形,则二进制 STL 结构紧凑且加载速度快。如果您需要颜色或纹理,OBJ 值得额外的尺寸。在这两种情况下,将文件压缩成 ZIP 会显着缩小文件大小,因此存储或共享很少会出现问题。
软件兼容性和支持
STL 是 3D 打印的默认格式 - 每个切片机都接受它,并且像 Thingiverse 这样的存储库主要分发 STL 文件。现代切片器也支持 OBJ,当模型包含多个零件或颜色时非常有用。在 Fusion 360 或 SolidWorks 等 CAD 程序中,STL 是打印的标准导出。 Blender 或 Maya 等数字工具经常使用 OBJ,特别是当模型需要保留颜色或材质时。
除了打印之外,STL 在图形中几乎没有用处,而 OBJ 仍然是游戏、动画和 AR/VR 中的常见交换格式。打印服务通常默认使用 STL 进行单色作业,但可能会要求使用 OBJ 进行全色或多材料打印。这两种格式都可以在 MeshLab 或 Blender 等工具中轻松转换,因此您不会被锁定。
STL和OBJ的优缺点
我们已经介绍了 STL 和 OBJ 之间的主要技术差异。现在是时候退一步看看整体情况了。每种格式在某些情况下都有其优点,而在其他情况下则有其局限性。为了使比较更清楚,我们总结一下 STL 和 OBJ 的主要优缺点,特别是对于 3D 打印。
| 格式 | 优点 | 缺点 |
| STL | 3D 打印机和切片机普遍支持简单可靠(仅几何形状,错误更少)以二进制格式保存时紧凑易于从几乎任何 CAD 软件生成 | 没有颜色、纹理或材质支持没有元数据(名称、单位、层次结构)仅限于单对象模型曲线仅由三角形近似(高细节的大文件)编辑很困难,因为它是原始网格数据 |
| OBJ | 支持颜色、纹理和材质广泛支持图形、CAD 和游戏引擎可以在一个文件中存储多个对象可以使用三角形之外的多边形,具有更平滑的几何选项人类可读格式用于检查/调试 | 文件大小较大,大型模型的处理速度较慢需要管理多个文件(.obj + .mtl + 纹理)无动画/场景数据;对于高级图形需求来说已经过时没有可靠的单元元数据;精度CAD的“有损”比二进制STL更紧凑 |
您应该使用哪种格式进行 3D 打印?
对于大多数 3D 打印项目,特别是如果您是初学者,STL 是安全的默认设置。它仅保存几何形状,适用于每台打印机和切片机,并保持工作流程简单。
但是,在某些情况下 OBJ 可能是更好的选择:
全彩或多材料打印:OBJ 在一个文件中保留顶点颜色、纹理或多个壳。这对于彩色打印机或多材料设置(例如双挤出机)非常有用。
带纹理的 3D 扫描:扫描模型通常包括详细的表面颜色。保存为 OBJ 可以保持这些纹理完整,使它们对于查看和全彩打印都很有用。
多部件装配:OBJ 可以将多个部件存储在一个文件中,并按正确的位置对齐。这简化了双材料或多组件设计的切片。
两用:如果模型既用于打印又用于渲染或游戏引擎,OBJ 可以在一个文件中携带材质和几何图形,从而避免重复导出。
大型 ASCII 网格:在仅使用 ASCII 的罕见工作流程中,由于顶点引用,OBJ 可能小于 ASCII STL(尽管二进制 STL 通常更好)。
值得注意的是,有一些新的文件格式是专门为克服 STL 的限制而构建的(例如用于 3D 打印的 AMF 和 3MF)。例如,3MF 可以将颜色、材质、多个对象和单位包含在一个紧凑的文件中。
结论
本文介绍了 STL 和 OBJ,解释了它们的核心功能,并比较了它们对于 3D 打印的优点和局限性。这两种格式仍然被广泛使用,了解何时选择 STL 或 OBJ 可以帮助您简化工作流程并获得更好的结果。
在Chiggo,我们提供全方位的定制制造服务,包括3D打印、数控加工、注塑成型等。无论您需要快速原型还是生产零件,我们的团队都可以为您的项目提供从设计到交付的支持。今天联系我们或上传您的 CAD 文件以获得免费、无义务的报价。