钣金弯曲是钣金制造中最常用的成形技术之一。根据具体应用,有时称为折弯、翻边、模具弯曲、折叠或磨边。该过程涉及施加力使材料变形为有角形状。
最常见的弯曲方法有哪些?钣金折弯的设计注意事项有哪些?关键参数如何影响弯曲? k 系数和弯曲余量是如何计算的?在本文中,您将一一找到这些问题的答案。
什么是钣金折弯?
金属板弯曲是一种成形过程,其中施加力使金属板变形为所需形状,通常会导致有角度的弯曲或曲线。该力超过了材料的屈服强度,确保变形是永久性的,不会导致材料断裂。该工艺通常处理厚度范围为 0.5 毫米至 6 毫米的材料,但具体范围取决于材料类型和所使用的设备。较厚的材料可能需要专门的机械和更大的力才能实现所需的弯曲。钣金折弯通常与激光切割相结合,以实现高效的中小批量生产。
用于弯曲金属板的机器有多种类型,其中折弯机是最常见的。主要类型有机械式、气动式、液压式折弯机。典型的折弯机由固定下模和可移动上模组成,分别称为冲头和冲头。当冲头下降时,冲头施加力来弯曲金属板。根据所使用的机制,折弯机的每种变体都会提供不同程度的力。值得注意的是,液压折弯机通常配备数控系统,可以进行精确的弯曲操作。它们特别适合高精度地执行复杂的钣金加工,尤其是在工业应用中。
1.V型弯曲
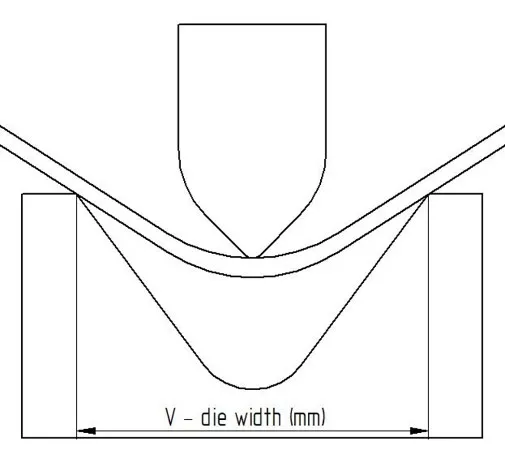
V型折弯是钣金折弯中最常用的方法。在此过程中,冲头将金属板压入模具中的 V 形凹槽中,从而实现各种弯曲角度。通过控制冲头的深度来调节弯曲角度。 V型弯曲可分为三个小类:空气弯曲、打底弯曲和精压弯曲。
其中,空气弯曲和打底法占钣金弯曲操作的大部分,而精压则较少使用,通常保留用于需要极高精度和最小回弹的应用。
空气弯曲或部分弯曲使用冲头将金属板弯曲成所需的角度,而金属不完全接触模具底部。相反,板材下方保留有一个小气隙,可以更好地控制弯曲角度。例如,使用 90° 模具和冲头,空气弯曲使您能够获得 90 到 180 度之间的任何结果。
这种方法需要的力较小,灵活性较高,因为可以使用相同的工具实现不同的弯曲角度。 此外,它还允许金属在弯曲时轻微拉伸,从而降低破裂的风险并使弯曲更加平滑。
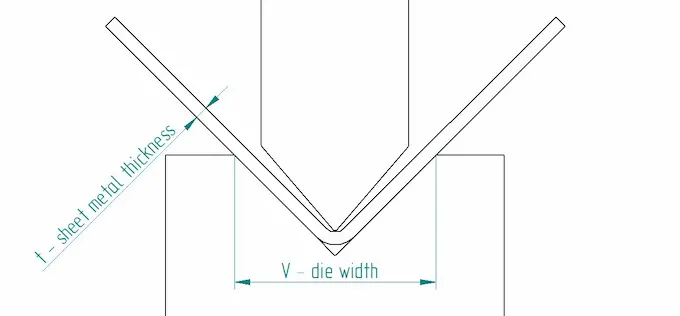
正如名称“打底”(或“底部弯曲”)所暗示的那样,冲头将金属板牢固地压入 V 型模具的底部,确保与模具表面紧密接触。与空气弯曲相比,打底需要更大的力才能将金属板完全压入模具中。尽管此过程会增加变形或破裂的风险,但它非常适合实现回弹最小的精确弯曲,特别是对于能够承受更高应力的材料以及在产生非常尖锐的弯曲时。
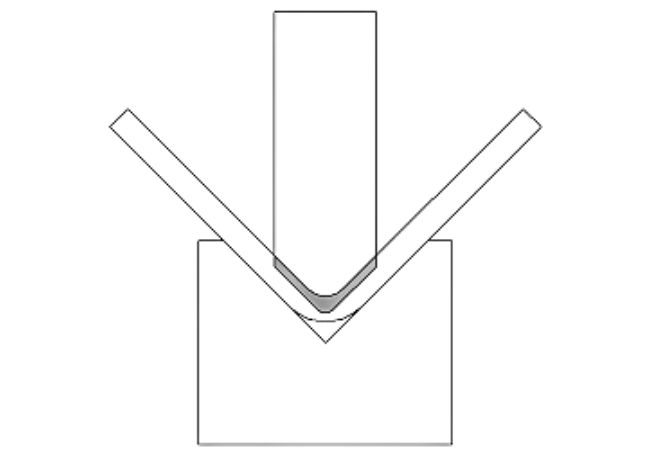
铸造一词源于硬币生产,需要极高的精度以确保一致性。在弯曲过程中,压印通过施加明显更高的压力(通常是标准弯曲工艺的 5 到 10 倍)来实现类似的精确结果。这种高压迫使金属板进入模具,引起塑性变形并形成精确的形状和角度。与其他弯曲方法相比,压印需要更大的力,但精度更高,并且几乎消除了回弹。
2.U型弯
U 形弯曲的工作原理与 V 形弯曲类似,因为这两种工艺都通过冲头和模具施加压力,使金属板材发生塑性变形。主要区别在于,在 U 形弯曲中,冲头和凹模是 U 形的,可以创建 U 形通道和型材。虽然这种方法很简单,但在大规模生产中,通常会首选滚压成型等更高效的技术,因为它们在生产类似形状时具有更大的灵活性和速度。
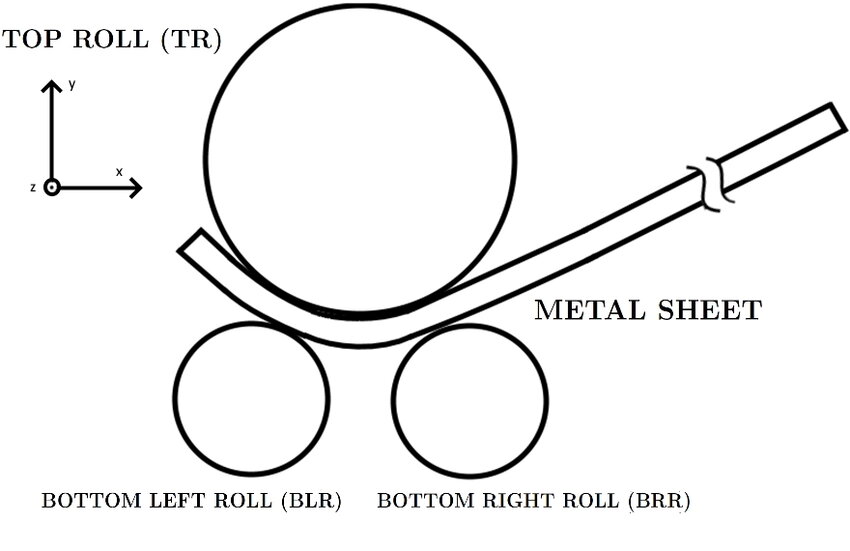
3.滚弯
滚弯是一种连续弯曲工艺,使用一系列滚轮将金属板材逐渐弯曲成弯曲形状。可以调节滚轮的间距和压力来控制弯曲半径和角度。该方法特别适合创建大半径弯曲和长连续曲线,这些是建筑、汽车和能源等行业生产大型结构部件时通常需要的。
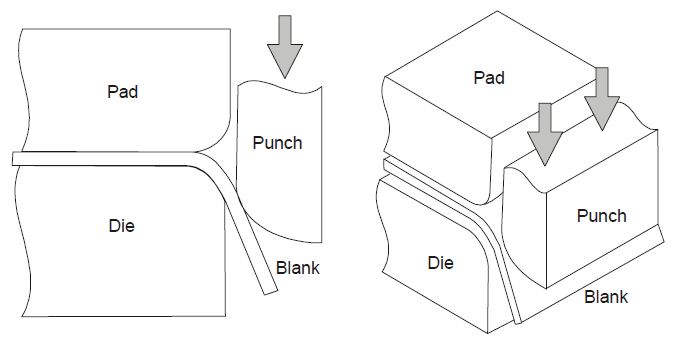
4.擦拭弯曲
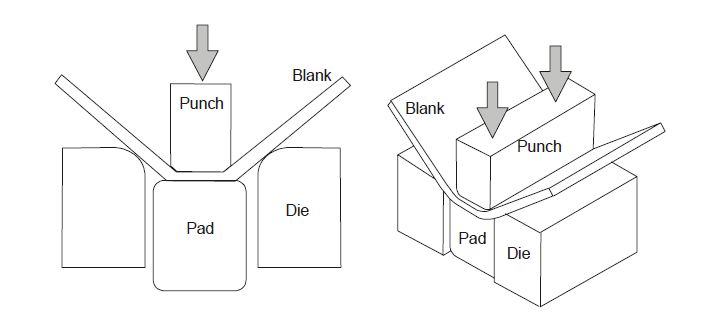
在擦拭弯曲中,金属板通过压力垫牢固地固定在擦拭模具上。然后,冲头(通常是直冲头)推动片材延伸超出模具和压力垫的部分,使其弯曲到模具边缘上方。擦拭弯曲相对简单,能够以最小的变形实现精确的弯曲。它通常用于需要精确弯曲边缘的大批量生产应用。
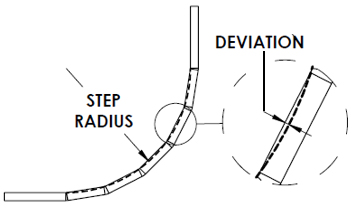
5.步进弯曲
阶梯弯曲,也称为凹凸弯曲,本质上是重复的 V 形弯曲。此方法通过连续执行多个小 V 形弯曲来创建大半径弯曲或复杂曲线。应用的弯曲越多,曲线越平滑,减少锐边和不规则现象。阶梯弯曲广泛用于需要大半径弯曲的应用,例如锥形料斗和扫雪机。它可以使用标准工具(例如典型的折弯机)来执行,从而简化设备设置并降低成本,特别是对于小批量生产。
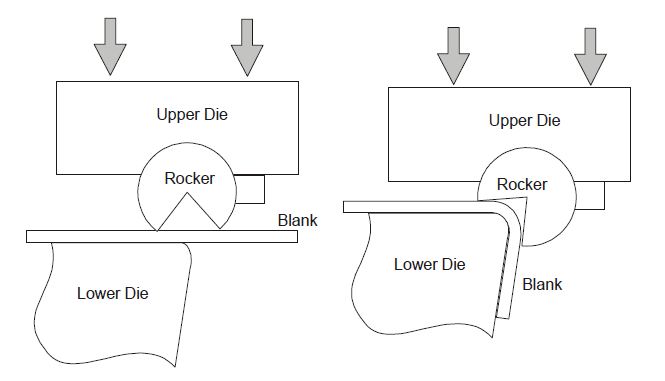
6.旋转弯曲
在旋转弯曲过程中,金属板或管材被牢固地夹紧到模具上,弯曲工具(通常是弯曲臂)围绕固定模具旋转,将材料弯曲到所需的角度。这种方法提供更好的控制,最大限度地减少表面划痕并减少物质压力。
值得注意的是,当旋转弯曲涉及薄壁管材或容易起皱的材料时,通常采用旋转拉弯技术,该技术包含内部支撑心轴。该心轴可防止弯曲内侧起皱并确保高质量的结果。这是旋转拉弯工艺相对于其他弯曲方法的主要优势之一。
钣金折弯的设计注意事项
钣金折弯设计涉及几个关键考虑因素,以确保最终产品满足功能和美观要求。以下是需要考虑的主要因素:
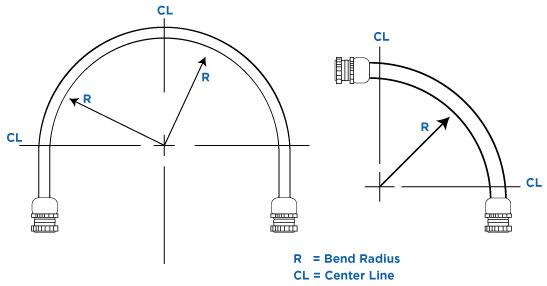
1.弯曲半径
任何弯曲的金属都会沿着弯曲处有一个半径。弯曲半径测量弯曲内边缘的曲率。钣金的折弯半径随折弯材料、工具几何形状和材料条件的不同而变化。
如果弯曲半径太小,可能会导致材料破裂或永久变形。一般准则是确保弯曲半径至少等于或大于材料厚度。此外,最好对特定零件上的所有折弯使用一致的折弯半径,因为这可以简化工具设置并降低成本。
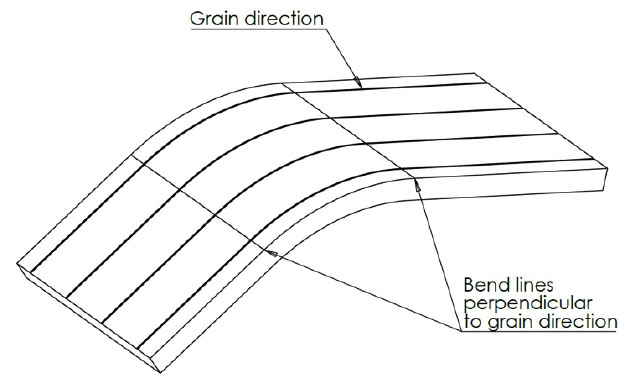
2.弯曲方向和方向
在设计钣金弯曲时,应仔细考虑弯曲方向相对于材料晶粒(或纤维)方向的关系。平行于晶粒弯曲会增加开裂的风险,因为材料的晶粒结构更容易分离在压力下。相反,垂直于晶粒的弯曲可提高延展性并降低断裂的可能性。此外,将弯曲方向与材料的剪切(或切割)方向对齐有助于最大限度地减少切割过程中可能引入的任何缺陷或微裂纹的传播,从而确保更好的结构完整性。
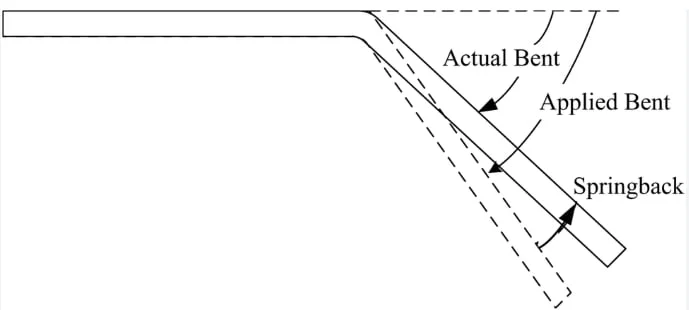
3.弯曲回弹
弯曲回弹是金属板材成形中的一种现象,在弯曲过程完成后,材料部分恢复到其原始形状。发生这种情况主要是因为材料在弯曲过程中储存弹性能。弯曲力消除后,金属的压缩内侧和拉伸外侧试图恢复平衡,导致回弹。回弹量主要取决于几个因素:
抗压强度: Materials with a higher tensile strength typically exhibit more springback.弯曲半径: Smaller bend radii generally lead to less springback, while larger radii cause more.模口宽度: Wider die openings result in more springback due to reduced material constraint.材料厚度: When the bend radius is large relative to material thickness, springback increases.材料类型: Different materials, such as aluminum, steel, and stainless steel, have varying elastic moduli. Higher elastic modulus leads to more significant springback.
为了有效解决回弹问题并确保弯曲零件符合设计规范,可以采用多种补偿策略。在设计阶段,选择合适的材料、优化模具设计和使用有限元分析 (FEA) 有助于减少生产不确定性,为制造奠定坚实的基础。生产过程中,超弯、CNC自动补偿、双打弯可提供实时调整,保证最终产品精度。
4.孔距弯头距离
将孔定位得太靠近折弯可能会导致折弯过程中材料变形或撕裂。根据经验,孔、槽和切口等特征应放置在距折弯边缘至少三倍材料厚度的位置。
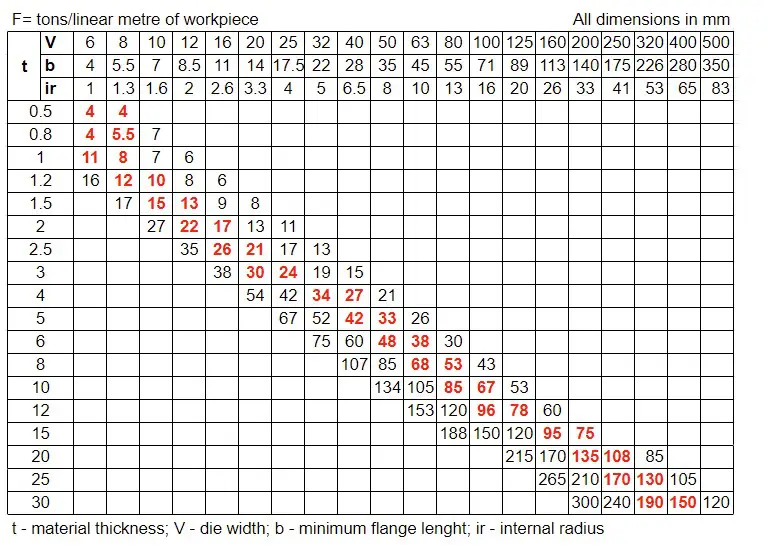
5.最小法兰长度
如果凸缘太短,则在弯曲过程中可能无法与模具正确接合,从而可能导致弯曲不准确或材料变形。通常,凸缘长度应至少是材料厚度的四倍,但这可能会根据具体模具宽度和材料特性而变化。为避免出现问题,请查阅弯曲力图表,根据材料厚度和模具设置选择适当的法兰长度。
6.成型补偿
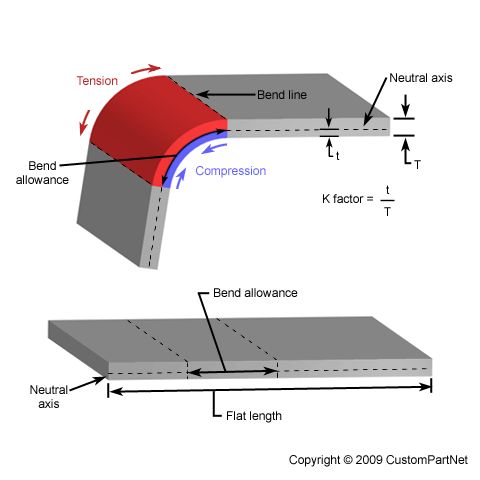
成形补偿是计算弯曲过程中金属变形的关键计算。简而言之,成形补偿有助于在初始设计阶段准确预测平板图案长度(折弯前金属板的平板尺寸)。这确保了弯曲的金属零件具有正确的形状和尺寸。实现这种补偿的两个关键参数是 K 因子和弯曲余量。
K 系数是表示中性轴在材料厚度内的位置的比率。中性轴是材料中在弯曲过程中既不拉伸也不压缩的层。
K 系数有助于预测弯曲所需的材料量,对于准确计算弯曲余量至关重要。通常,K 系数的范围为 0.3 到 0.5,但它可能会根据材料类型、厚度和弯曲半径等因素而变化。
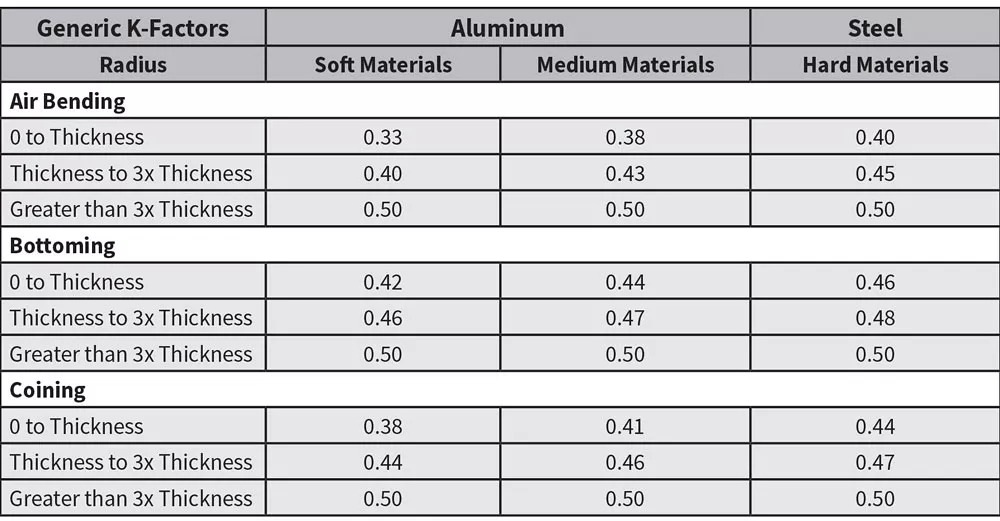
获取 K 因子值的一种方法是从下面的通用 K 因子图表中获取,该图表基于《机械手册》中的信息,提供各种应用的平均 K 因子值。
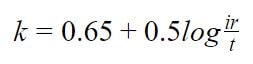
另一种方法是使用计算公式:
其中,k – k系数(反映中性轴位置的常数)ir – 内半径(毫米)t – 材料厚度(毫米)
弯曲余量是弯曲区域中弯曲中性轴的长度,用于计算弯曲所需的材料并确定展平图案长度。
计算弯曲余量涉及使用特定公式:
对于 0 到 90 度的弯曲:
对于 90 至 165 度的弯曲:
其中 ß 是弯曲角度(以度为单位)。
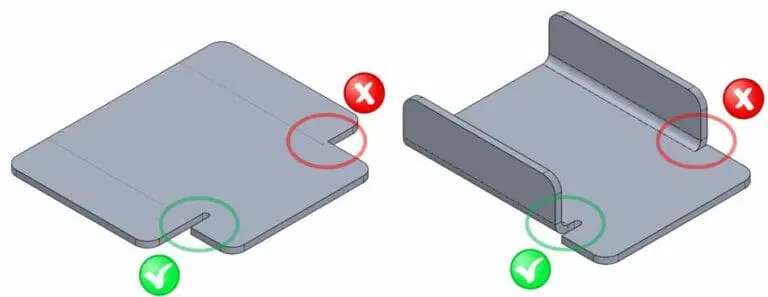
7. 折弯止裂槽
折弯止裂槽是放置在金属板折弯边缘的小凹口或切口,用于防止折弯过程中撕裂、扭曲或不必要的变形。当金属板弯曲时,特别是在拐角或边缘附近,材料可能会承受高应力,导致裂纹或翘曲。折弯释放装置为金属提供更自由流动的空间,有助于缓解这种应力。
8.材料特性及厚度
不同的金属具有不同的特性,包括延展性、强度和回弹行为。相对于材料厚度的最小弯曲半径对于成功弯曲至关重要。了解这些特性有助于选择适当的弯曲技术并预测材料的响应。例如,铝等材料需要仔细注意回弹,而较硬的金属可能会限制弯曲方向以防止破裂。我们将在下一部分中详细阐述这个主题。
哪些钣金材料适合折弯?
钣金材料是否适合弯曲很大程度上取决于其机械性能,例如延展性、强度和成形性,以及材料厚度、弯曲工艺的具体要求和最终用途。
延展性差或硬度高的材料,例如某些高强度钢和铸造金属,不太适合弯曲,可能需要专门的工艺或额外的准备。一些适合弯曲的常见钣金材料包括:
5052 铝 5052 铝具有出色的成型性和适中的强度,用途广泛,非常适合金属板材弯曲。其良好的延展性可以实现复杂的形状而不会开裂。该合金还具有很强的耐腐蚀性,特别是在海洋环境中,非常适合户外使用。其轻质特性降低了最终产品的重量,提高了运输中的燃油效率并降低了安装成本。
不锈钢 不锈钢以其耐用性、耐腐蚀性和高强度而闻名,是要求苛刻的应用中钣金弯曲的理想选择。它在高温和接触化学品等恶劣环境中表现良好,适合食品加工、医疗设备和建筑用途。尽管由于其强度,其成型性稍差于其他金属,但选择特定牌号(如 304 或 316)并使用热处理可以增强其成型性。其光滑、闪亮的表面还为成品增添了美学价值。
低碳钢 由于其可用性和易于加工性,低碳钢或低碳钢是钣金弯曲的一种经济高效的选择。它具有良好的成型性,无需显着硬化即可形成各种形状。虽然低碳钢缺乏不锈钢的耐腐蚀性和铝的轻质特性,但可以对低碳钢进行涂层或涂漆以增强防锈能力。其多功能性和低成本使其在汽车、建筑和家具制造中广受欢迎。
镀锌钢 镀锌钢涂有一层锌以增强耐腐蚀性,非常适合户外使用。它保留了普通钢的可成型性和强度,可在不影响结构完整性的情况下实现各种形状。其耐用性和经济性使其成为栅栏、排水沟和其他注重强度、耐腐蚀性和成本效益的应用的实用选择。
退火合金钢 退火合金钢经过热处理以软化材料,提高成形性和延展性。这使得它适合高精度的复杂弯曲。它将钢的强度与更好的机械加工性和弯曲性结合在一起,使其成为同时需要强度和灵活性的应用的理想选择。它能够承受高应力和温度变化,也使其适合要求苛刻的工业环境。
铜和黄铜 铜和黄铜是有色金属,以其优异的成型性、耐腐蚀性和美观性而闻名。铜是电和热的良好导体,是电气元件和热交换器的理想选择。黄铜是铜和锌的合金,平衡了铜的延展性和锌的强度,使其易于成型,同时保持良好的强度。这两种金属都可以抛光至高光泽,并且由于其耐腐蚀性和吸引人的外观而在建筑和建筑的装饰和功能应用中很受欢迎。
钛 钛是一种轻质而坚固的金属,以其优异的耐腐蚀性而闻名,特别是在海洋和航空航天应用等恶劣环境中。它具有良好的成型性,但不像铝那样容易弯曲,并且具有生物相容性,使其适合医疗植入物。钛的高强度重量比使其在减重至关重要的应用中很有价值。
结论
与其他钣金制造工艺相比,钣金折弯具有明显的优势,例如保持结构强度、降低成本并提供较高的设计灵活性。它还减少了接头和焊缝的数量,从而提高了零件的一致性并最大限度地减少了焊接引起的缺陷或腐蚀。凭借周到的设计和数控折弯机等现代技术,可以快速准确地实现精确的弯曲角度和形状。
志高是中国领先的钣金成形服务提供商。我们为各行业的公司提供高质量的弯曲服务。我们还提供一系列用于批量生产的冲压服务和复杂零件的先进数控加工服务,确保我们能够满足您的所有制造需求。我们很高兴能与您合作进行产品设计,并帮助您选择适合您特定要求的最佳制造工艺。让我们共同努力,将您的愿景变为现实。