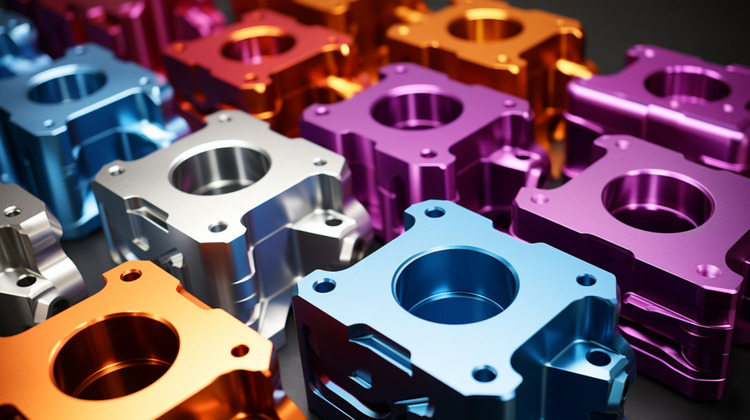
我们从《铝阳极氧化详细指南》中了解到,铝阳极氧化主要分为三种类型流程:
类型I:铬酸阳极氧化使用铬酸形成一层薄氧化膜(0.5~2.5微米)。该工艺可提供出色的耐腐蚀性,而不会显着改变零件尺寸或引入表面应力。它还有助于防止敏感应用中的裂纹扩展,这非常适合精密零件。然而,它的染料吸收有限,需要严格的环境控制。
第二类:硫酸阳极氧化是最常用的方法,依靠硫酸代替铬酸。这种变化会产生更厚的氧化层(2.5~25 微米)和更深的孔隙,使 II 型具有出色的油漆保留性以吸收颜色,并更容易涂抹其他面漆。
类型III:硬质阳极氧化(Hardcoat)也使用硫酸基电解液,但在更高的电压和更低的温度(通常为0~5°C)下工作。该工艺产生非常厚(25~150微米)、致密且坚硬的涂层。它具有卓越的耐磨性、优异的耐腐蚀性和电绝缘性。因此,它特别适合在极端条件下使用。
铝阳极氧化需要多少钱?

不同的阳极氧化类型对阳极氧化铝的成本有直接影响。通常,阳极氧化的最低费用范围为65 美元到 125 美元,这适用于II 型阳极氧化,并且仅适用于您的阳极氧化机已经运行的颜色,例如透明或黑色。
I 型阳极氧化使用昂贵且有毒的铬酸,导致废物处理和员工安全措施的成本更高。此外,极薄的氧化层增加了工艺的复杂性。通常用于航空航天等高精度领域,订单量较小,难以通过批量生产降低成本。
III 型硬涂层阳极氧化是最昂贵的,需要更长的机器运行时间、更高的电力消耗和更复杂的过程控制。
除了阳极氧化类型之外,零件的尺寸和形状、表面光洁度要求、批量大小以及特殊处理(例如掩蔽或密封)的需求等因素也会影响成本。我们将在下面的段落中继续讨论这些方面。
影响阳极氧化铝成本的其他因素
在较大的部件上实现均匀的氧化层更具挑战性,因为它们的表面积更大,这需要额外的材料、加工资源和精确的过程控制,所有这些都会导致更高的费用。
此外,部件数量的增加最初会增加所需的总体劳动力和时间。然而,较大的数量通常会受益于规模经济,因为固定的设置成本分布在更多的零件上,并且批处理提高了效率。这使得批量订单的单位成本更低。例如,当数量超过 200 个时,相机适配器或小型电子支架等产品的每个零件成本可低至 2 美元。
选择基本厚度(通常为II型,厚度为10~25微米)是最具成本效益的选择,这是完全可以理解的,并且在大多数情况下效果很好。
一般来说,涂层越薄或越厚,价格就越高。例如,0.001” 的厚度比 0.0001” 的成本更低,因为更容易控制较厚的氧化层。实现这种控制水平需要经验和专业精神,这直接导致阳极氧化成本更高。
另一方面,较厚的涂层(如 III 型硬质阳极氧化所需的涂层)需要更长的处理时间、更高的能耗和专用设备,所有这些共同推高了成本。
与厚度类似,选择标准化颜色通常更具成本效益。这些颜色很容易获得,并且符合大多数阳极氧化厂既定的工作流程,只需要最少的专业材料或调整。
相比之下,定制颜色需要特殊染料,这可能需要额外的研发或小批量染料采购,从而增加材料成本。此外,经常需要调整工艺参数(例如染料吸附时间、温度控制),从而增加了工艺复杂性和与时间相关的费用。
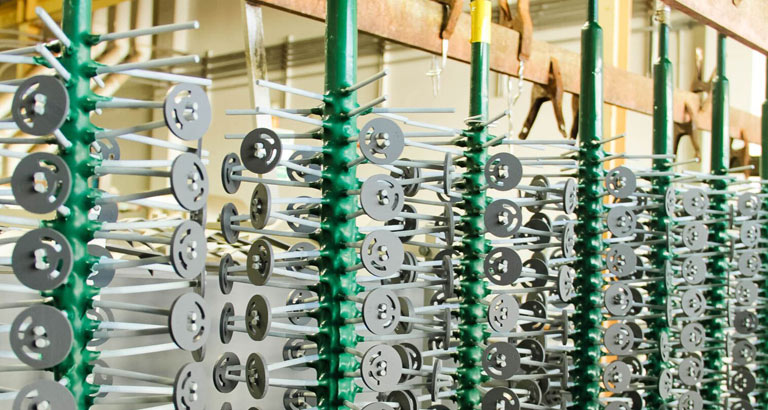
挂架是铝阳极氧化中的一个关键过程,它可以稳定零件,确保安全的电气连接,并直接影响涂层质量和总体成本。
常见的货架类型包括夹紧式、焊接式和螺栓式货架。在大多数情况下,制造商会选择经济高效的货架方法,以最大限度地提高效率并最大限度地减少费用,特别是在不需要特定货架方法的情况下。然而,特定的货架需求,例如定制固定装置或每批次零件数量的限制,可能会显着影响成本。每个机架上的零件较少意味着产量降低,从而导致每个零件的成本更高。
机架材料的选择也会影响成本。钛金属架虽然耐用,但价格较高,而铝制架子价格实惠,但使用寿命较短。此外,机架上零件的适当间距对于一致的涂层质量至关重要。由于电流分布不良,过度拥挤可能会导致涂层不均匀,可能需要返工并增加费用。
希望增强产品功能或外观的客户应该意识到这些额外的流程可能会增加成本。喷砂、抛光或清洁等预处理步骤通常对于实现所需的表面处理至关重要,但也会增加总体成本。同样,后处理要求,包括掩蔽、密封或定制包装,可能会进一步增加最终价格。
高品质阳极氧化铝生产的技巧
任何阳极氧化项目的最终目标都是在保持高质量结果的同时实现成本效率。这里有一些提示可以帮助您充分利用这个过程。
1.选择合适的阳极氧化类型
这是为您的特定应用选择适当的阳极氧化类型以平衡成本和性能的重要步骤。每种类型(无论是用于严格公差的 I 型、用于多功能用途的 II 型,还是用于最大耐用性的 III 型)都具有独特的特性。通过了解这些差异(如前所述),您可以做出满足您需求的明智选择,而无需为不必要的功能支付过多费用。
2.选择合适的铝合金
不同等级的铝对阳极氧化的反应不同。高纯铝,如1100系列,最适合阳极氧化,而铝铜合金,如2000系列,需要额外的表面预处理步骤以增强阳极氧化效果,一般不建议用于装饰性阳极氧化。某些合金(如 6061 和 6063)因其能够产生一致的表面效果而脱颖而出,同时还能最大限度地减少额外的加工成本。
各种合金的氧化层结构也影响它们的染料吸收能力。例如,纯铝和 5000 系列非常适合染色,而含硅或铜的合金往往会产生不太理想的结果。
3.确保适当的表面处理
为了在阳极氧化过程中获得一致的高质量结果,必须正确处理和维护铝部件。留在表面的油污、碎屑和指纹会导致表面处理缺陷。对材料进行彻底检查和细致清洁是消除这些污染物并确保阳极氧化过程成功的关键步骤。
4.阳极氧化效率设计
为了获得一致的阳极氧化结果,请重点关注具有平滑过渡和圆形边缘的简单形状,以促进均匀的涂层。深凹、盲孔和锋利边缘等特征会扰乱电流,可能导致局部变薄或变色。
5.控制阳极氧化槽
有效的阳极氧化需要精确控制槽参数,包括温度、时间、搅拌和阴极质量。定期监测和调整整流器(电源)有助于实现正确的电流密度,同时保持电解液成分和储罐清洁度,防止出现缺陷,确保持久且一致的表面处理。
6.与经验丰富的专业人士合作
与熟练的阳极氧化技术人员合作是获得高质量结果的关键。但如何呢?为了顺利且具有成本效益的合作,需要考虑以下一些想法:
- 寻找具有处理与您类似项目经验的合作伙伴。他们的跟踪记录确保了可靠的结果和一致的质量。
- 确保它们能够满足您的特定需求,从涂层厚度和颜色选择到定制饰面。交付项目所需的灵活性是非常宝贵的。
- 检查他们的典型交货时间以及在必要时适应紧急订单或时间表调整的能力。
- 确认他们的最低订购量适合您的项目,并协商符合您的规模和预算的条款。
- 选择提供预付费且无隐藏费用的提供商。讨论节省成本的选项,同时保持您所需的质量标准。
- 可靠的合作伙伴会定期提供更新并及时解决挑战,从而使流程保持在正轨上。
为什么选择志高?
在 Chiggo,我们将专业知识、效率和以客户为中心的服务结合起来,提供出色的阳极氧化铝解决方案。无论您需要定制饰面、快速周转还是经济高效的定价,我们都在这里为您提供帮助。让我们开始吧!