精密加工是关键制造过程 通过使用尖端的CNC机器,产生具有极高尺寸公差和优质表面饰面的组件。这些零件不仅是为了形状而设计的,而且还用于可靠的功能,精确的拟合和可重复性。达到这一水平的精度主要取决于设备,熟练的操作员和严格的质量控制的正确组合。本文将详细探讨这些因素以及更多。
什么是精密加工零件?
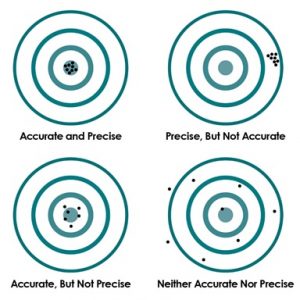
制造商通常使用“精确加工”一词来吸引潜在客户并提高对公司能力的看法。但是,为了真正理解精确的加工部分是什么,我们需要澄清两个不同的“准确性”和“精度”的概念,这些概念通常会互换并互换。尽管两者都与质量相关,但每个都有其自身的特定含义。
准确性 意味着零件的尺寸与设计规格有多近。高精度意味着测量值不会偏离名义值。精确 是能够在许多生产单元上复制一致维度的能力,并且部分变化(可重复性)。
因此,精密加工零件在生产批次之间具有相同的尺寸。但是,在现实世界中,该术语具有更广泛的含义。当一家机械车间声称具有“精确加工”功能时,它说它可以生产高度准确(按预期功能)且高度精确的零件(生产运行中的每个零件的性能都相同)。
精确加工零件的好处和常见问题
当质量和可靠性问题时,精确的加工零件为您带来了明显的优势,但它们也带来了一些挑战。
使用精密加工零件的好处
零件始终达到紧密的公差(通常±0.005mm或更高),以确保适当的拟合和功能。
来自不同跑步和机器的零件无缝交配,消除了返工和组装延迟。
精细饰面(RA0.2–0.8μm)减少动态或流体处理应用中的摩擦,磨损和改善密封。
精确的几何形状最大程度地减少了振动,反弹和应力浓度 - 高速或高负载组件的关键。
减少废料,更少的拒绝和更快的组装,因为零件按照设计的设计置于位置。
精确加工中的常见问题
高级机器,紧张的公差和大量检查驱动器每个零件价格上涨。
设置,编程,固定和多步骤过程扩展了交付计划。
过于侵略性的公差或复杂的几何形状可能需要大量的DFM审查和多个过程迭代。
很难找到可以在快速速度下以优质质量进行高精度加工的供应商。
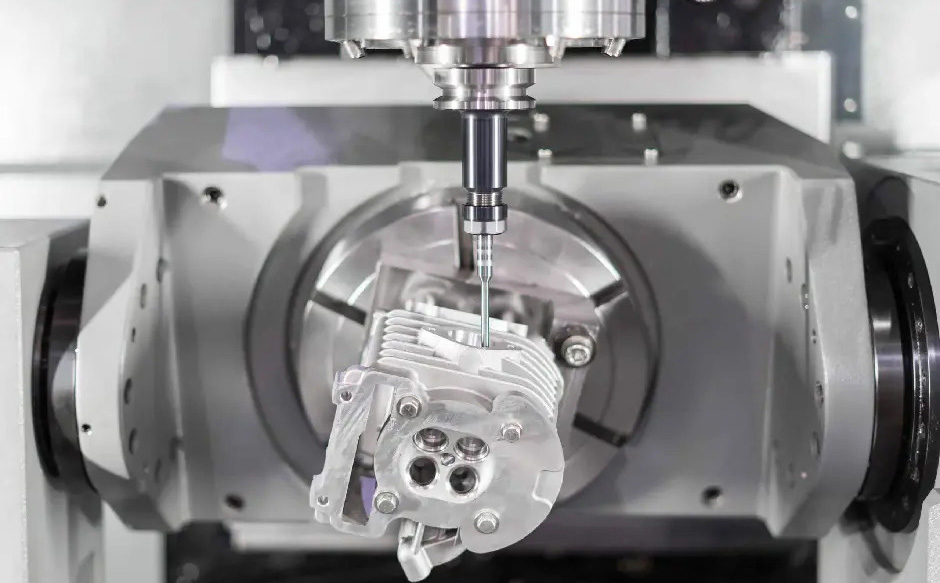
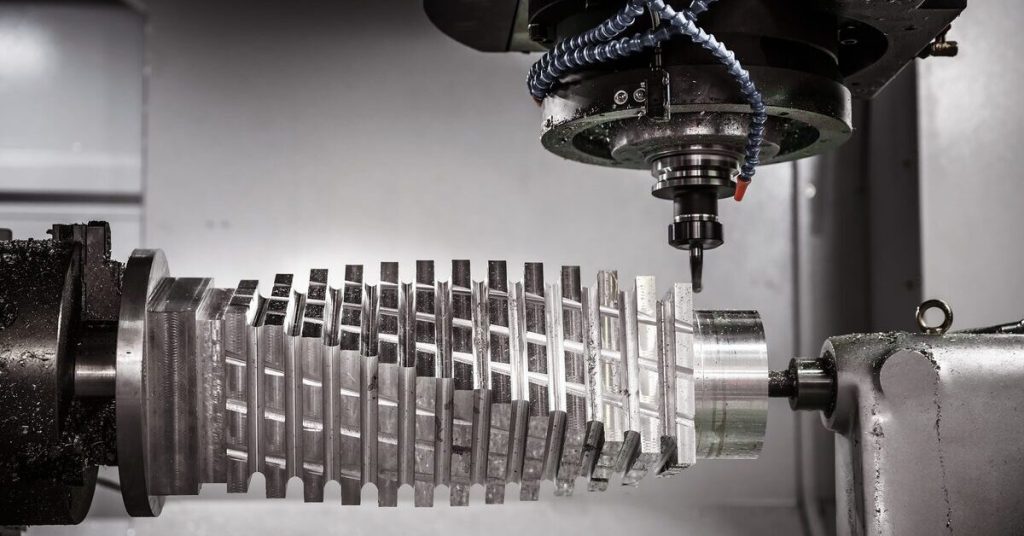
用于精确机加工零件的机床
精密加工零件的好处不会偶然发生;它们是高精度设备的直接结果,例如5轴CNC机器,瑞士类型车床,精密磨床和EDM。换句话说,零件仅与制造的机器一样精确。以下是设定精密CNC加工设备的功能:
1。刚性机器结构: 从工作表到固定和刀具头,每个结构元件在操作过程中都足够刚性,可以抵抗聊天和偏转。
2。高分辨率线性测量系统: 精确机器使用线性编码器或玻璃尺度,分辨率低于0.00001in(0.254μm)。这些系统不断跟踪轴运动,并为控制器提供实时位置反馈,从而实现了超精确的工具路径。
3。多轴操作: 在多个轴上操作可以跨多个表面进行连续加工,从而减少了重新固定的需求。这增加了几何复杂性并减少了定位误差。
4。高主轴速度: 在高级5轴CNC中心中,主轴速度可以达到25,000–90,000rpm,同时保持工具平衡,从而更快,更清洁,更准确。
5。自动工具更换器(ATC): ATC可以在无需手动干预的情况下确保正确的刀具选择和放置,从而改善周期时间并减少设置错误。
6。零清除线性指南: 所有轴中的横辊导向器和零反射线性轴承删除机械斜率,从而使CNC机器能够实现并保持超紧密的位置精度和可重复性。
7。传感器和反馈系统: 刀具长度传感器和过程探针将实时数据馈送到自适应控制算法中,立即调整进料,速度和轴偏移,以补偿工具磨损,热漂移和材料变化。
8。振动阻尼系统: 调谐的质量阻尼器和优化的工具架设计减少了振动对部分精度的不利影响。
如何创建精确的加工零件:质量控制和管理系统
生产精确的机加工零件不仅仅是使用高级设备,还需要强大的质量基础。精密机械车间在其质量控制和管理系统上进行了大量投资。为了始终如一地创建精度零件,应考虑以下元素:
1。对ISO9001或AS9100进行审核的质量管理系统需要定期管理专家监督的质量政策,目标和改进计划。
2。全面的培训和清晰的程序确保机械师在第一次运行中正确生产每个部分所需的技能和逐步说明。
3.一种持续改进的文化使每个员工都能了解他们的日常工作如何影响零件的精度,产品安全性和最终使用性能。
4.管理层主动将资源分配给纠正措施(即使在增加成本时)确保了必须解决每个已确定的问题的期望。
5。良好的测量系统使用正确维护和校准的工具以及定期的错误检查方法(例如仪表可重复性和可重复性(GR&R) - 捕获任何测量错误并确保您的数据保持准确且可重复。
6.计划完善的预防性维护使所有设备保持最佳状态,包括正确维护或更换的刚性,平衡的工具。
7。一种协作,跨职能的方法,可以在加工和制造团队中快速有效地解决问题。
用于精确加工零件的常见材料
大多数精确的加工零件都是由金属和工程级塑料制成的,您应该要求材料证书验证它们符合您的规格。 CNC材料进行精确加工的常见示例包括:
金属
铝 :6061-T6,7075-T6,5052,7050,6063碳与合金钢 :1018、1045、4140(诸如A2和D2之类的工具钢也可以用于模具和模具组件)不锈钢 :304、316、17-4 pH钛:Ti-6al-4V
铜 :C101,C110黄铜 :C360,C260青铜:C932,C954
镍合金:Inconel 718,Monel 400
塑料
尼龙:尼龙6,尼龙6/6,油填充的变体
ABS(丙烯腈丁二烯苯乙烯) 聚碳酸酯(PC)
乙酰(例如,Delrin)
PTFE(Teflon)和填充PTFE(玻璃,碳,青铜)
窥视(聚醚酮)
丙烯酸(PMMA)
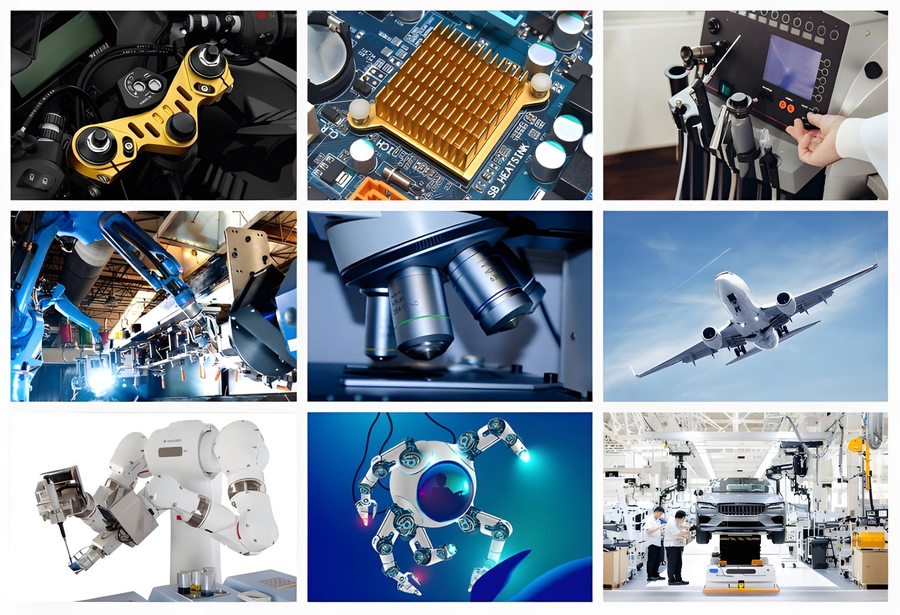
精密加工零件的常见应用
当组件需要极高的公差,高可重复性和优越的表面饰面时,精密零件是最佳选择。这些组件是由OEM和系统集成商的信任,这些组件是复杂的组件,高负载系统和关键任务应用程序不可或缺的一部分。以下是关键行业的典型应用:
航天
航空航天场取决于精确的加工,使其在极端温度,负载和振动下可以可靠地执行轻巧的高强度零件。诸如涡轮刀片,喷嘴和结构支架之类的组件可确保超紧的公差和高疲劳性。
医疗的
医疗设备要求出色的精度以满足严格的监管和生物相容性标准。精密机械加工的医疗部件包括骨科植入物,手术仪器和假体关节,诊断设备组件,流体输送系统零件以及用于成像和监视设备的专用外壳。这些零件保持微米水平的精度和完美的表面饰面。
汽车
汽车行业继续不断发展,增加了对精确,耐用和创新组件的需求。精密机理的汽车零件包括发动机块,变速箱组件,电池壳,燃油系统零件,制动系统组件,悬架安装架和传感器外壳。
电子产品
精密加工通过为集成系统的高级,高准确的组件生产来支持电子行业。典型的应用包括传感器和PCB外壳,散热器,EMI盖,摄像头模块以及用于光学或半导体组件的安装座 - 要求极高的公差和出色的表面饰面。
最新进步和精确加工的未来
随着行业需要更高的公差,更高的效率和更智能的工作流程,精确的加工正在迅速发展。从工具升级到AI驱动的自动化,这些创新正在扩大功能,减少返工并提高整个生产的一致性。
CNC工具的创新
工具对于精确加工至关重要。最新的切割材料(新碳化物和陶瓷等级),涂料(PVD/CVD多层)和几何形状(优化的长笛和边缘设计)的进展使工具更加耐用且尺寸稳定,即使切割了不锈钢或钛。这些改进减少了磨损引起的错误,并有助于在较长的生产运行中保持准确性。
CNC工具涂料
工具的主要进展领域在于先进的涂料技术。尽管传统涂料(例如硝酸钛(TIN)和氯化钛(TICN)提高了硬度和耐磨性,但现代纳米层和纳米复合材料涂料却进一步发展 - 减少摩擦,增强高温磨损性能,并防止裂纹形成可以损害工具寿命。
一个普遍的挑战是保持边缘清晰度:较厚的涂层往往会钝化切割边缘,这会对铝和不锈钢等材料的性能产生负面影响。当今的PVD(物理蒸气沉积)过程实现了超薄的均匀涂层,可以保留该工具的原始几何形状,同时仍能提供高硬度和热稳定性。结合钛,铝和氮(例如Tialn或Altin)的涂层特别受欢迎,在苛刻的加工条件下提供了出色的耐磨性。
机器人技术,编程和AI
除工具外,智能制造的兴起正在通过自动化,实时数据反馈和机器学习来改变CNC加工。机器人技术和智能软件现在与熟练的操作员一起工作,以提高生产力并减少人为错误。
AI辅助加工平台可以分析工具路径,预测偏差并随时调整切割参数。集成的CAD/CAM系统简化编程和设置,而机器人倾向系统自动加载和卸载,并为高价值任务提供释放操作员。
同时,启用IOT的监视会不断捕获机器数据。这支持对振动或热膨胀等变量的预测维护和实时补偿,有助于确保重复性并最大程度地减少返工。
与Chiggo合作进行精密CNC加工
十多年来,Chiggo提供了专家CNC加工服务 跨不同行业。配备了最先进的机械,严格的质量管理系统以及一支由经验丰富的专业人士组成的团队,我们始终提供高精度零件,这些零件符合最紧张的公差和最高标准。
如果您正在寻找一个制造合作伙伴,可以满足您的精确加工需求,而交货时间比行业平均水平快40%,那就不过了。立即获取免费的即时报价 并亲自查看区别!
常问问题
1。CNC加工和精确加工有什么区别?
CNC加工是制造零件的方式 - 通常以±0.005–0.010in(±0.127–0.254mm)的公差(±0.127–0.254mm) - 而精确加工是这些零件满足最苛刻的要求,达到了最高的公差,达到了±0.0001in(±0.0025mm)。
2。精确加工有多难?
3。精密计算机的示例是什么?