制造业的历史起源于史前时代,当时人类首次使用简单的工具来切割、压碎和塑造材料。随着时间的推移,随着文明的进步,制造技术的复杂性和精密度也在不断提高。工业革命标志着一个重要的转折点,引入了蒸汽动力、机械化和大规模生产方法,彻底改变了商品的制造方式。如今,制造流程已经高度自动化,并与机器人技术、计算机数控 (CNC) 加工和 3D 等先进技术相集成印刷。
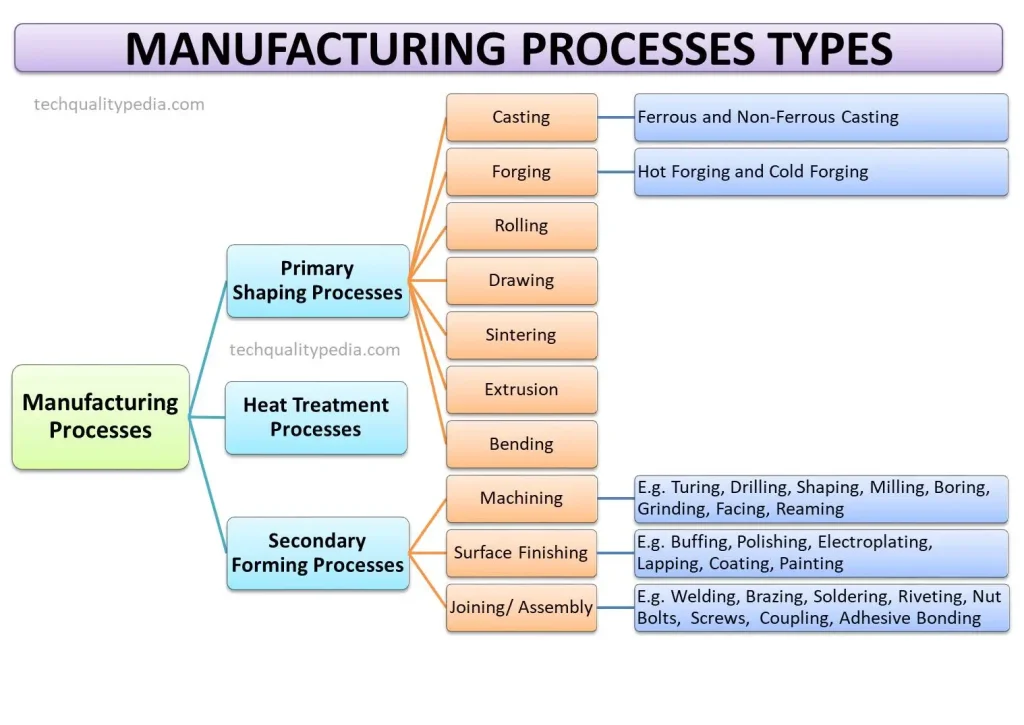
车削: Using a lathe, the workpiece rotates while a cutting tool removes material to create cylindrical parts.
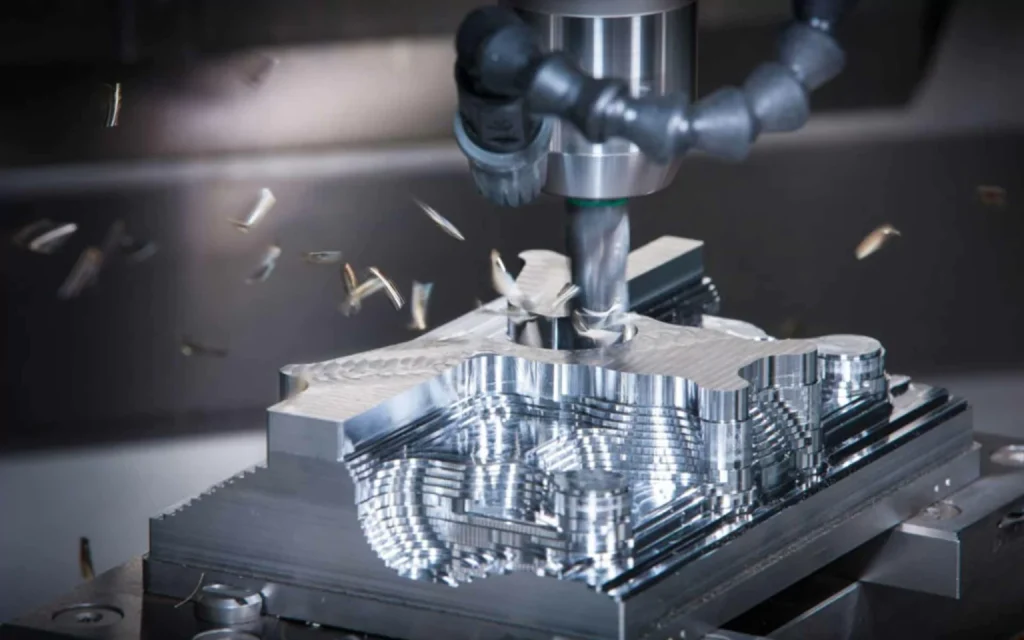
铣削: A rotating multi-point cutting tool moves across the workpiece to remove material, often to create complex shapes or contours.
钻孔:A rotating drill bit is used to make a hole of circular cross-section into the solid material.
无聊的: Using a boring tool, an existing hole is enlarged and refined to achieve a precise diameter and improved alignment.
铰孔:Typically performed after drilling or boring, a reamer with multiple cutting edges is used to slightly enlarge and smooth the existing hole, achieving a final precise diameter and high-quality surface finish.
研磨: An abrasive wheel removes small amounts of material to achieve high-precision surfaces and fine finishes.
激光切割:Using a high-powered laser beam to cut through materials. It is precise and can cut complex shapes with a fine surface finish.
放电加工 (EDM): A non-traditional machining process that uses electrical sparks to erode material from the workpiece, useful for hard or electrically conductive materials.
水射流切割: Using a high-pressure jet of water, sometimes mixed with abrasive particles, to cut through materials without generating heat.
焊接: A process that fuses materials by applying heat, pressure, or both, together with the addition of a filler material to form a strong joint upon cooling.
钎焊:A joining method where a filler metal with a melting point higher than that of soldering but lower than the base materials is melted and flowed into the joint by capillary action.
焊接: Similar to brazing, but performed at lower temperatures. A filler metal (solder) is melted and drawn into the joint between closely fitted parts.
粘合剂粘合:A process where an adhesive material is applied between the surfaces to be joined, creating a bond upon curing.
机械装配: Connecting components using fasteners such as bolts, nuts, rivets, or screws.
过盈配合(压配合):A method where parts are joined by forcefully pressing them together, creating a tight fit due to the interference between the parts.
其他的:Such as clinching and crimping, which are specialized joining techniques.
锻造:A metalworking process where metal is shaped by applying compressive forces. The metal is typically heated to a high temperature to make it more malleable before being hammered, pressed, or rolled into the desired shape. Forging produces strong and durable parts due to the refinement of the grain structure and the elimination of internal voids.
冲压:Involving sandwiching a flat sheet of metal(either in coil or blank form) between a punch and a die, then applying force via a press to deform the metal into the die's cavity shape. Stamping can be performed in a single stroke or through a series of operations known as progressive stamping. It is widely used in various industries, particularly for high-volume production of components where precision and consistency are critical.
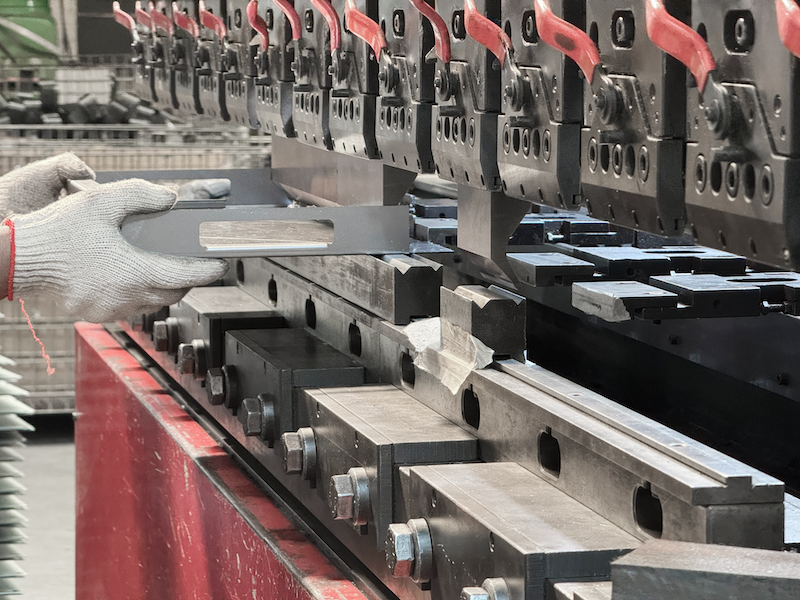
弯曲: Involving deforming a material, typically metal, along a straight axis to create an angular shape or a curve. The process does not remove material but rather changes its geometry by applying force, causing the material to plastically deform and hold the new shape. This can be done using tools and machines like press brakes, roll benders, or hand brakes. In press brakes, for example, the workpiece is clamped between two dies, and a ram applies pressure to the top die, bending the material to the desired angle.
滚动:A fundamental and cost-effective manufacturing process that involves passing metal stock through one or more pairs of rolls to reduce thickness, ensure uniformity, or impart desired mechanical properties. It can be conducted at room or elevated temperatures (cold rolling or hot rolling), depending on the material and desired properties of the final product. Rolling is commonly used to produce flat sheets, strips, plates, beams, and other structural components.
挤压: A versatile and efficient forming process where material is forced through a die to create objects with a fixed cross-sectional profile. The material, which can be metal, plastic, ceramic, or food, is typically heated and then pushed or drawn through the die, taking the shape of the die opening.
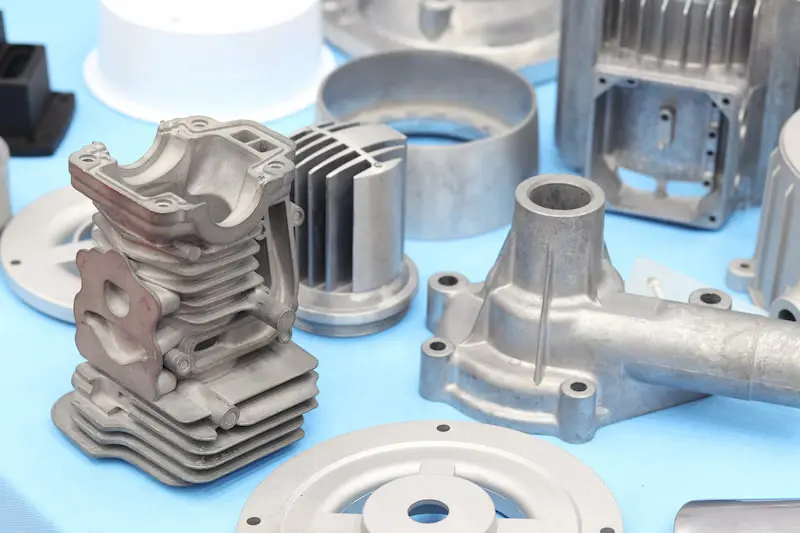
砂型铸造: Using sand as the mold material to produce castings. It produces castings in sand molds. This is a low-cost method with flexibility in material choices but has lower dimensional accuracy and a coarser surface finish compared to other casting methods, requiring significant finishing work.
熔模铸造(脱蜡铸造):Using a wax pattern coated with ceramic to create precise and intricate parts. It is known for its excellent surface finish and high dimensional accuracy. However, it has size limitations on parts and is a high-cost process due to its labor-intensive nature.
离心铸造:Involving pouring molten metal into a rotating mold. The centrifugal force distributes the metal evenly around the mold cavity, resulting in high-quality, dense cylindrical parts with a fine grain structure.
压铸: Involving forcing molten metal under high pressure into a precision metal mold cavity, where it cools and solidifies into a casting. Known for fast production cycles, it excels in high-volume manufacturing of intricate parts. However, the initial mold cost is substantial, and it's primarily suited for low-melting-point metals like aluminum, zinc, magnesium, and copper.
永久模铸造(重力压铸): Involving pouring molten metal into a reusable metal mold under gravity, which is then cooled naturally or by using a cooling medium. While it has a slower production speed, this casting method can accommodate a wider range of metals and alloys, including some high-melting-point materials.
连续铸造: A process where molten metal is continuously poured into a mold, solidified, and then extracted in an ongoing flow. It is highly efficient and is commonly used to produce long metal sections such as beams, rods, and slabs.
外壳成型: An advanced casting method using resin-coated sand to form a mold shell around a heated pattern, creating precise and complex parts. It is known for its good surface finish and high dimensional accuracy, suitable for gears, valves, and small to medium-sized castings in industries such as automotive, aerospace, and machinery manufacturing.
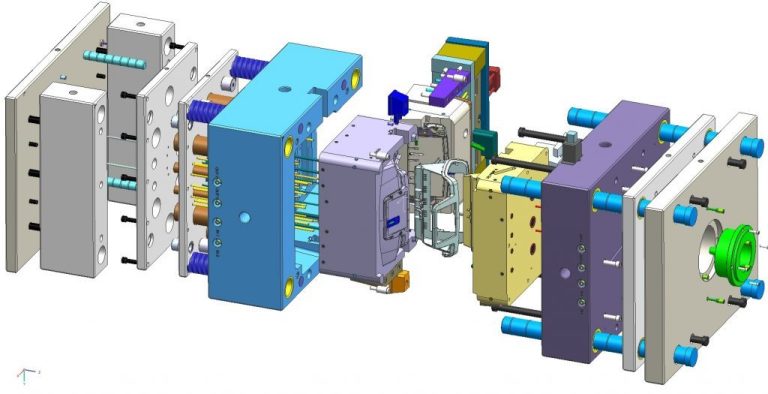
注塑成型:A highly versatile process for producing plastic parts. It involves injecting molten plastic into a closed mold cavity under high pressure. Once the plastic cools and solidifies, the mold is opened, and the part is ejected. This method offers high production rates, excellent repeatability, and the ability to produce complex shapes with fine details, making it a cost-effective solution for many industries.
压缩成型: It involves placing a pre-measured amount of molding material into an open mold cavity. The mold is then closed, and pressure is applied to shape and cure the material. This method is suited for materials with low flow characteristics and is ideal for producing high-strength, high-density parts that are large, flat, or moderately curved.
吹塑成型:A process used to create hollow plastic parts by inflating a heated plastic tube (parison) until it fills the mold cavity. It is efficient for high-volume production of hollow plastic parts such as bottles, containers, and pipes, and is relatively low-cost.
滚塑成型:A process used to create hollow plastic products of various sizes and shapes. It involves filling a heated mold with plastic resin and slowly rotating it around two perpendicular axes. The resin melts and coats the interior of the mold, forming a hollow part. This method has low tooling costs and the ability to produce large, complex parts with smooth interior surfaces, thick walls, and minimal assembly requirements. It is particularly suitable for low-volume production runs and custom designs.
热成型(热风成型或真空成型):A plastic forming process that utilizes heat and pressure to shape a plastic sheet into a desired three-dimensional form. This method offers low tooling costs, quick production cycles, and flexibility in design and material choices. It is commonly used for packaging, disposable cups, trays, lids, and other lightweight plastic products.
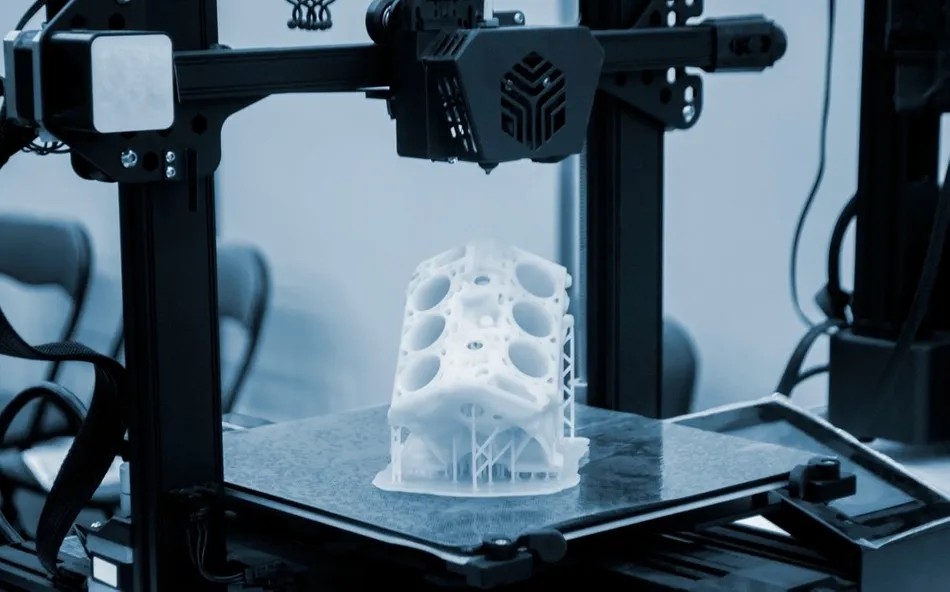
6.增材制造
增材制造 (AM),通常称为 3D 打印,是一种基于数字模型,通过逐层添加材料来构建物体的过程。增材制造适用于可热成型的材料,包括金属和某些塑料,可实现高度定制、复杂的几何形状并减少材料浪费。常见的增材制造工艺类型如下:
选择性激光烧结 (SLS): Using a laser to fuse powdered material into solid parts, ideal for producing functional prototypes and complex end-use parts. SLS is commonly used in aerospace and automotive industries, utilizing materials like nylon and other thermoplastics.
数字光处理 (DLP):Using a digital light projector to cure resin layers in a single flash, speeding up the printing process while maintaining high detail and precision. DLP is ideal for applications requiring fine details and smooth surfaces, such as dental models, jewelry, and detailed miniatures.
选择性激光熔化 (SLM): An advanced additive manufacturing process using a high-powered laser to fully melt and fuse metallic powder particles, creating dense and strong metal components. SLM is widely used in aerospace, automotive, and medical industries for high-performance parts made from materials like titanium, aluminum, and stainless steel.