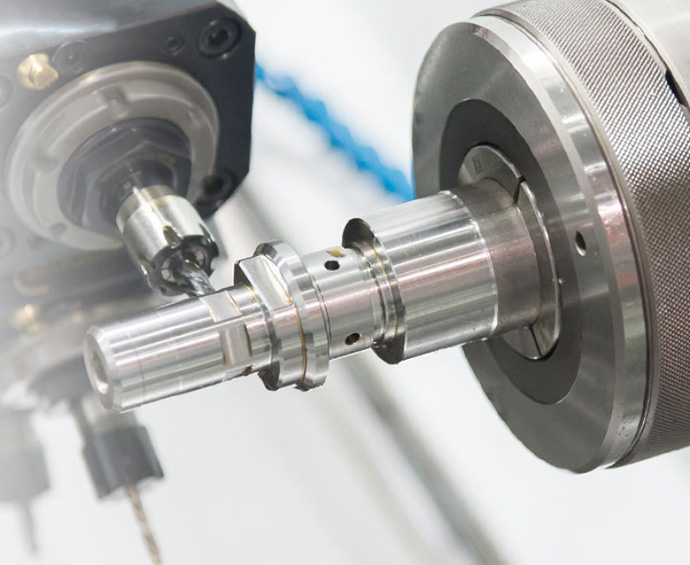
CNC turning is one of the most widely used CNC machining processes, highly regarded in the manufacturing industry for its precision and versatility. It involves a stationary cutting tool that removes material from a rotating workpiece on a lathe or turning center. This process is primarily used to produce parts with circular or axisymmetric features. Depending on the type of cutting operation, it can create cylindrical, conical, threaded, grooved, or holed components, as well as parts with specific surface textures.
Whether you're in the industry considering if CNC turning is right for your project, or simply curious about manufacturing technologies, you’re in the right place! This article will answer all your questions about CNC turning.
What Is CNC Turning ?
Literally interpreted, "CNC Turning" can be broken down into two parts:
CNC(Computer Numerical Control): This refers to using computer programs to precisely control how machines move and operate.
Turning: In machining, turning is a process where material is removed from a rotating workpiece by a cutting tool, typically a single-point cutting tool, which is either held stationary or moves along a predetermined path.
Thus, CNC turning combines the precision of computer-controlled operations with the traditional turning process, efficiently shaping a workpiece into the desired form with high accuracy and repeatability. CNC lathes and CNC turning centers are the standard machines used in the industry for these operations.
What is the difference between CNC turning centers and CNC lathes?
CNC lathes are primarily 2-axis machines designed for standard turning operations, focusing on machining cylindrical or conical parts. They offer a simpler setup, lower cost, and typically do not have a protective enclosure around the machine.
In contrast, CNC turning centers are advanced, multi-axis systems equipped with live tooling, allowing them to perform multiple operations like turning, milling, drilling, and tapping in a single setup. This results in higher productivity, greater flexibility, and the ability to produce complex parts. However, this also means a higher initial investment and increased operational complexity.
How Does CNC Turning Work?
CNC turning is a complex process, but we’ll simplify it into three main steps and highlight key considerations at each stage to help you achieve better results. Let’s get started!
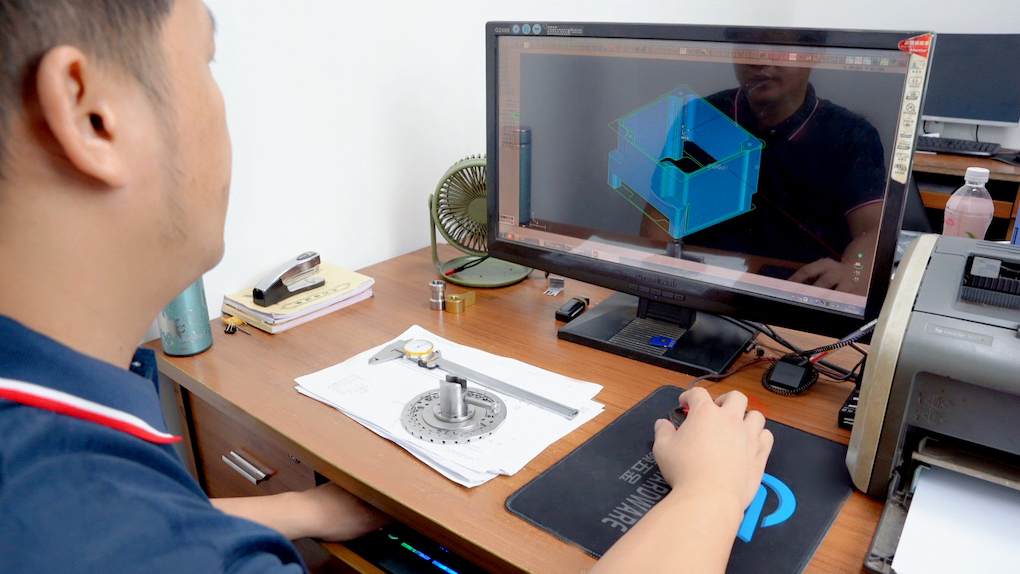
Step#1:Design and Programming
The first step is designing your part. Using CAD software such as AutoCAD or SolidWorks, you can transform your concept—often starting with one or more 2D sketches—into a detailed digital 3D model. This model will include all the essential details such as dimensions, shapes, and features of the part.
Once the CAD file is ready, it is imported into CAM software. At this stage, a manufacturing engineer reviews the design to ensure it is manufacturable. They then determine the necessary machining operations, select the appropriate tools, and set machining parameters such as cutting speed and depth. Finally, these decisions are compiled into a set of instructions, known as G-code, which the CNC machines can understand and execute.
You need to keep two parameters in mind at this stage: the turning speed and the feed rate. The turning speed(often used interchangeably with cutting speed), is the rate at which the surface of a rotating workpiece moves past the cutting tool, typically measured in meters per minute (m/min) or feet per minute (ft/min). The feed rate is the speed at which the cutting tool advances along the rotating workpiece, defined as the distance the tool travels during one revolution of the part.
These parameters must be carefully determined by an expert, as they significantly affect tool life, machining time, and the overall quality of your project. Typically, a lower turning speed combined with a higher feed rate is employed for the initial roughing stage to quickly remove material. For the finishing stage, a higher turning speed and a lower feed rate are preferred to achieve smooth surfaces and parts with precise tolerances.
Step#2: Prepare the CNC Turning Machine
Next, an operator mainly follows these steps to effectively prepare the CNC turning lathe:
Material Preparation: Select the material you want to use for your part and load it into the chuck of the lathe. The chuck is a clamping device responsible for holding and rotating the material during the turning process. Tool Installation: Install the cutting tools needed for the job into the machine’s turret. The turret can hold multiple tools and rotate to switch between them during machining. Machine Programming: Input the CNC code (generated in Step 1) into the machine’s control system. This program guides the operations of the machine.
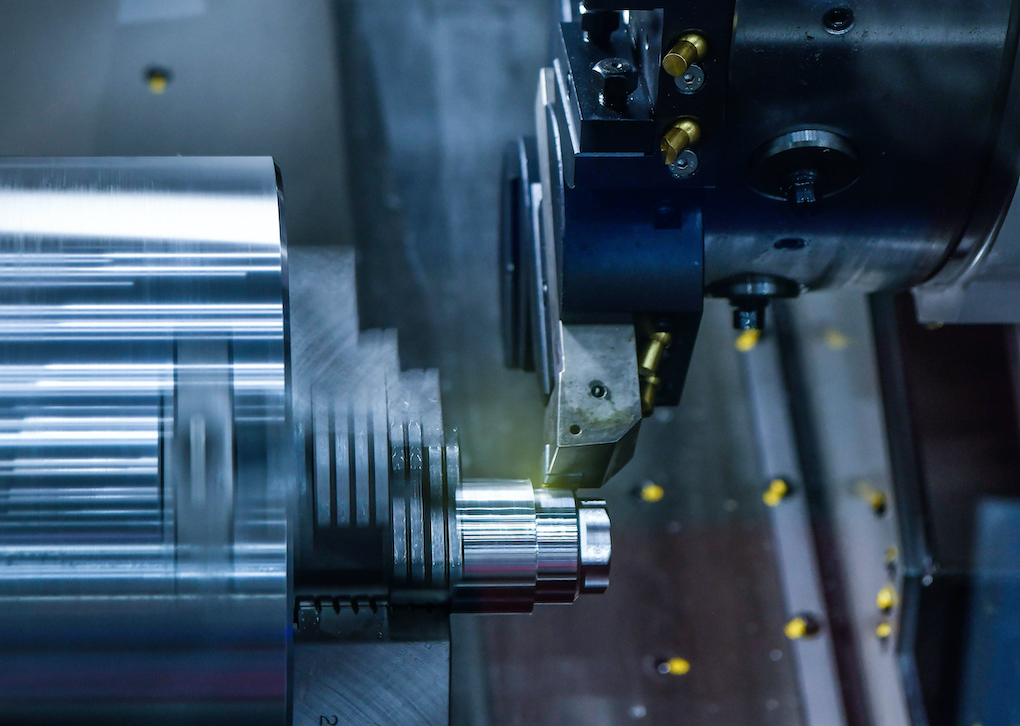
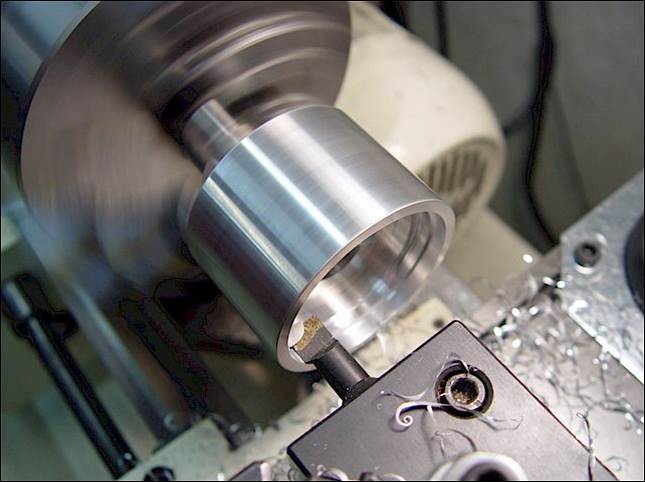
Step#3: Start Turning Operation
Finally, the CNC machine starts by spinning the workpiece quickly. Cutting tools then follow the CNC program to perform a series of operations like turning, drilling, and facing on it. Factors like the complexity of your part and required tolerances will determine how many machining cycles your part will undergo. Calculating the time for each cycle will help you know the final time spent on the component, which is essential for cost calculation and production planning. Additionally, this can help optimize the machining process and increase production efficiency.
Typically, the turning cycle time will comprise:
Setup Time: Preparations before turning starts, like workpiece loading, tool installation, and CNC program setup. Cutting Time: When the tool actively removes material, influenced by the workpiece rotation speed, feed rate, and cut depth. Tool Change Time: Needed to swap cutting tools for different operations, such as turning, drilling, and facing. Idle Time: Periods when the machine isn't machining, such as adjusting positions between cuts or moving to a new starting point for the next cutting operation.
Types of CNC Turning Operations
To meet diverse manufacturing needs, a wide range of turning processes now incorporate various types of lathe tools in CNC lathes and turning machines. This allows machining beyond the production of simple axially symmetric parts, such as cylindrical and conical components, to include complex geometries like polygons, and intricate parts with special curves. Below are some of the more common types of turning operations:
1.Straight Turning
Straight turning involves removing material from the exterior of the workpiece to reduce its diameter to a specified dimension.It is often an initial step in the machining process, focused on quickly reducing the workpiece to near the desired size. Because it's primarily concerned with rapidly removing material, this operation might not produce the final dimensions with the highest precision. As such, it is sometimes called rough turning. After straight turning, additional finishing operations are usually required to refine the surface and achieve the exact dimensions and tolerances needed for the part.
2.Taper Turning
Taper turning is a machining operation performed at an angle, not parallel to the rotational axis of the part. It involves gradually reducing the depth of cut along the length of the workpiece to create a conical shape.
3.Facing
Facing is a process used to create a flat surface on the end of a workpiece. The goal is to make the surface perpendicular to the workpiece's rotational axis. During the facing operation, the facing tool feeds perpendicularly across the rotational axis of the part. This process can be performed as a roughing cut or as a final pass cut.
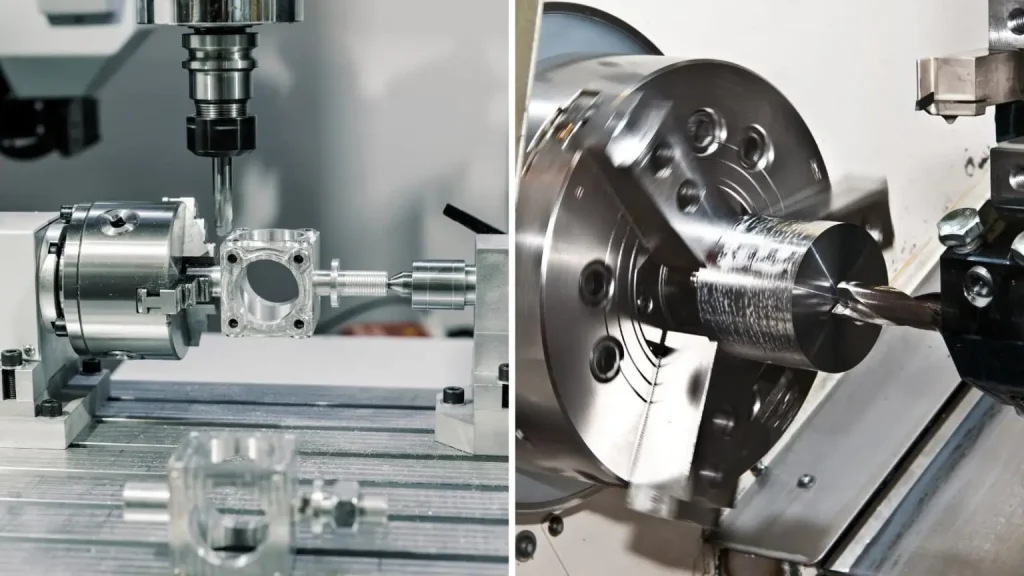
4.Drilling
Drilling refers to creating a hole in the center of the workpiece using a rotating cutting tool called a drill bit. While not a traditional turning operation, it's commonly incorporated into CNC turning centers with live tooling capabilities. In more advanced turning centers, holes can be drilled in almost any orientation and are not limited to the central axis.
5.Boring
Boring is used to enlarge an existing hole or improve its cylindrical accuracy. It is commonly employed in applications where drilling alone may not provide the necessary level of precision or surface finish.
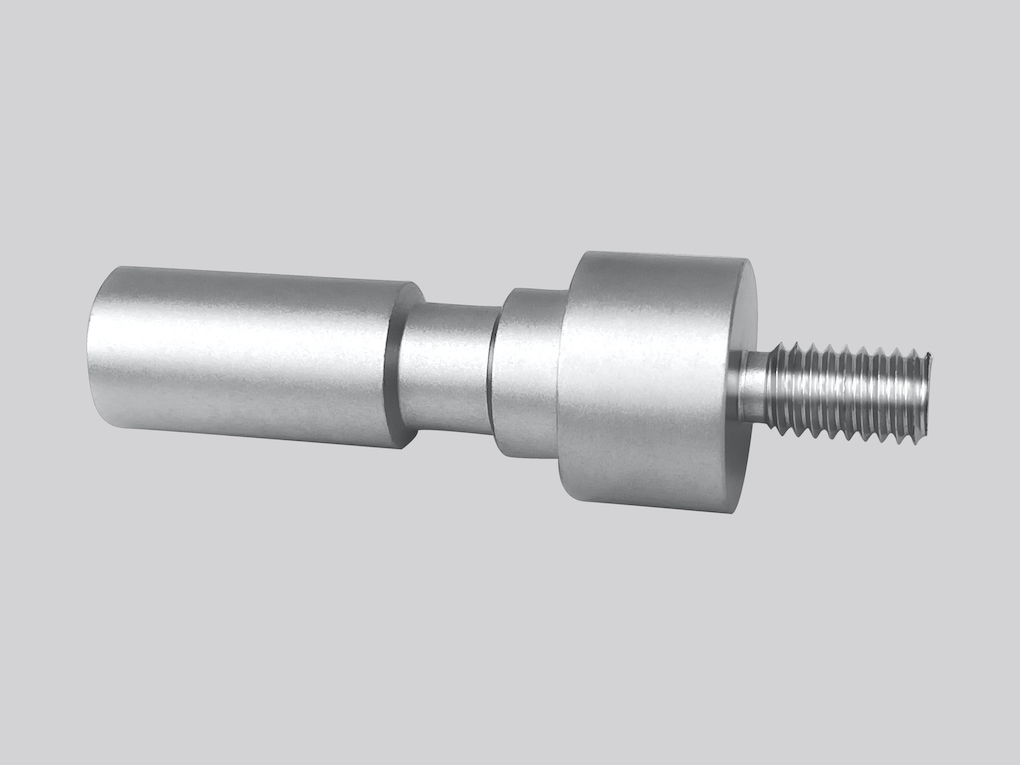
6.Threading
Threading is the process of cutting helical grooves on the internal or external surface of a workpiece to create threads, which are used for fastening components together. This can be done either internally (inside a hole, such as for a screw thread) or externally (on the outer surface, such as for a bolt thread). Specialized cutting tools, like taps for internal threads and dies for external threads, are used in this process.
7.Knurling
Knurling is used to create a textured pattern on the surface of a workpiece. This pattern, typically consisting of a series of straight, angled, or crossed lines, is pressed or rolled into the material using a specialized knurling tool. The primary purpose of knurling is to provide a better grip on parts, such as tool handles, knobs, or fasteners.
8.Grooving
Grooving involves creating one or more grooves of specific width and depth on a workpiece. This operation is typically used for creating seal ring grooves, keyways, oil grooves, etc. It can be performed on the inner or outer diameter of a workpiece, as well as on the end faces.
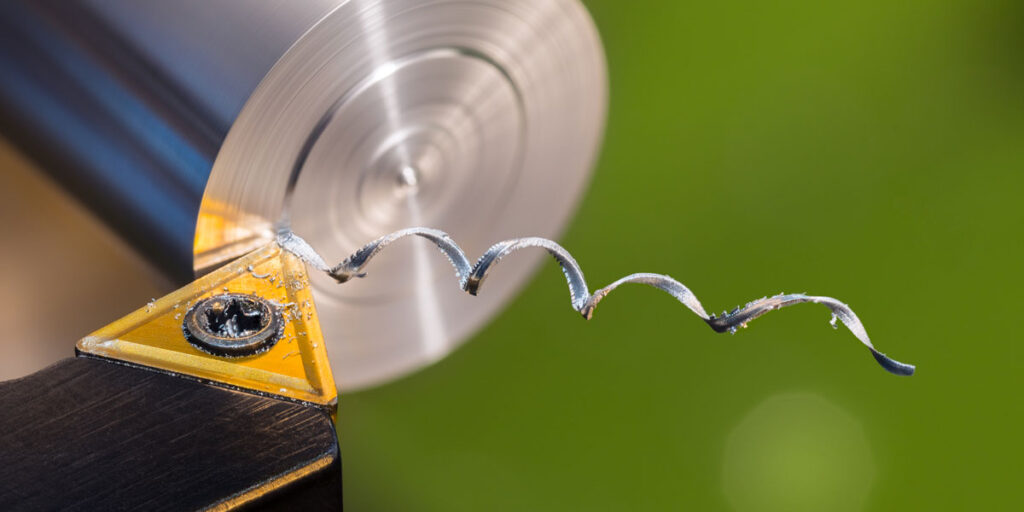
9.Parting (cutoff)
It is the process of cutting a workpiece from the parent material or dividing a long piece of material into shorter pieces. This operation is typically performed radially around the workpiece until the material is completely severed.
Is CNC Turning the Right Choice for Your Part?
Until now, we've come to understand some of the key advantages of CNC turning. These include its accuracy, thanks to the automated nature of the system, its flexibility due to the ability to perform various types of operations, and its faster results. Furthermore, its compatibility with a broad spectrum of materials, such as metals, plastics, wood, glass, and wax, allows CNC turning to be widely applied in numerous industries, including but not limited to automotive, electrical, and industrial fields.
But does this mean CNC turning is suitable for all parts? Certainly not. There are several crucial factors that must be considered to determine whether CNC turning is an effective choice for your project.
Part Geometry
CNC turning is most efficient for parts with rotational symmetry, such as cylinders, cones, or disks. For parts featuring intricate or non-rotational features, alternative manufacturing methods like CNC milling, 3D printing, or injection molding might be more suitable.
Material Properties
CNC turning is adaptable to a wide range of materials, but each material has properties that significantly influence how it responds to the turning process. Factors such as machinability, tool wear, achievable finishes, and behavior under machining stresses are crucial considerations.
Take aluminum, for instance, which is favored for CNC turning due to its ideal balance of strength, weight, and ease of machining. In contrast, harder materials such as stainless steel and titanium offer enhanced durability but require specialized cutting tools and machining parameters to avoid work hardening and secure a high-quality finish. Additionally, while metals can be machined to a high shine, plastics may require particular handling to prevent melting or deformation.
Therefore, a thorough evaluation of the material properties of your product is essential to determine whether CNC turning is the most efficient and cost-effective manufacturing method for your needs.
Tolerance and Size Requirements
CNC turning can achieve high precision and tight tolerances, down to ±0.02 mm (±0.0008 inches). However, due to the physical constraints of the machine's design and its workpiece handling capacity, CNC turning machines have size limitations. Therefore, for parts requiring tighter tolerances or those that are very large, alternative machining processes might be necessary.
Production Volumes
For small to medium production volumes, CNC turning is often an economical and efficient choice, as it provides high precision, quick iteration capabilities, and the ability to machine complex shapes without the need for expensive molds. When it comes to large-scale production, although CNC turning is applicable, other manufacturing methods such as injection molding or die casting may be more economical due to considerations of per-unit cost (including the amortization of mold costs and material wastage during the CNC turning process) and production efficiency.
Types of CNC Turning Machine
From:KENT CNC
As mentioned earlier, lathes and turning centers are the typical machines used for turning operations. In practice, these machines are further categorized based on specific manufacturing needs and applications. Here's an overview of the primary types of CNC turning machines.
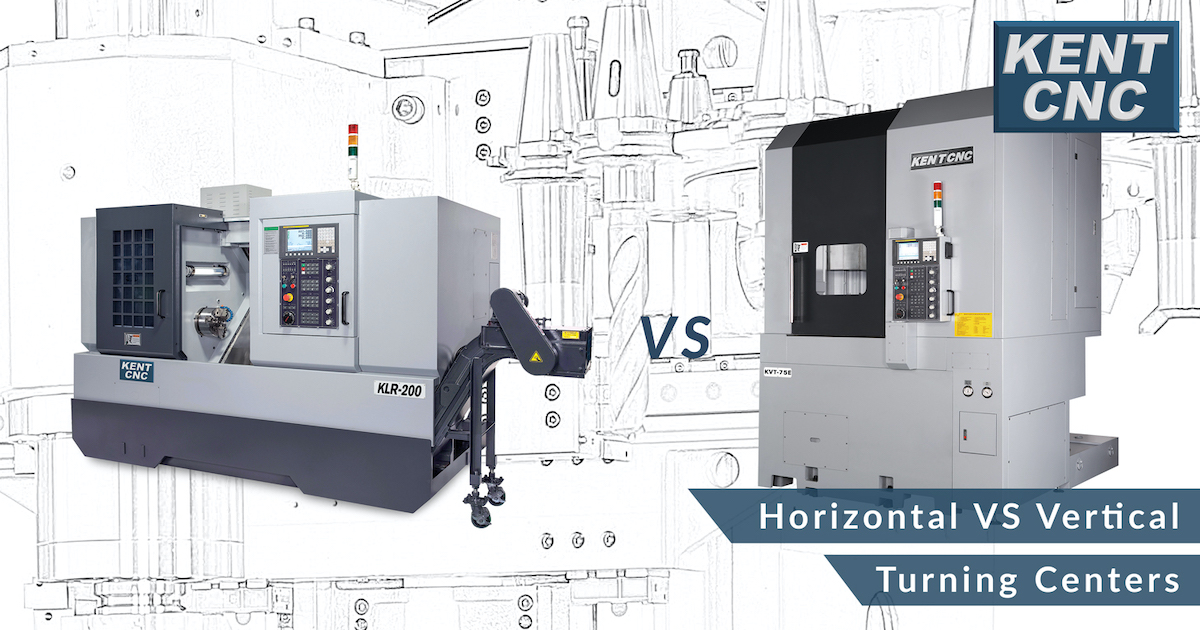
Horizontal CNC Lathes
Horizontal CNC lathes are the typical and most widely used type of CNC turning machines. In these machines, the workpiece is mounted horizontally and rotates around a horizontal axis. They are capable of performing external and internal cutting, threading, and boring operations.
Vertical CNC Lathes
Similar to horizontal lathes, the primary difference lies in how the workpiece is held. Vertical CNC lathes secure the workpiece in a vertical orientation, which is particularly useful for machining heavy and large workpieces that might be challenging to mount or maintain stability on a horizontal lathe. This configuration can also be advantageous in environments where space is limited.
Horizontal Turning Centers
Horizontal turning centers are advanced versions of horizontal lathes, incorporating additional functions like drilling and milling. This multi-tasking capability allows for the complete machining of a part without the need to transfer the part to different machines for additional machining steps. Moreover, the horizontal orientation aids in chip removal by allowing gravity to naturally pull chips away from the cutting area, enhancing both the machining process's stability and cleanliness.
Vertical Turning Centers
Vertical turning centers combine the features of vertical CNC lathes with CNC milling machines, providing the versatility to perform turning, milling, and drilling operations. With a design where the rotating chuck is positioned closer to the ground, the material's center of gravity is aligned with the rotational axis, which helps avoid the cantilever effect. Therefore, vertical turning centers are ideally used to machine large-diameter but short, heavy workpieces.
Additionally, with advancements in technology, there are other specific types and variants of CNC machines designed to meet a broader range of manufacturing needs and applications. One notable example is swiss-type CNC lathes, which are particularly suited for precision machining of small, complex parts.
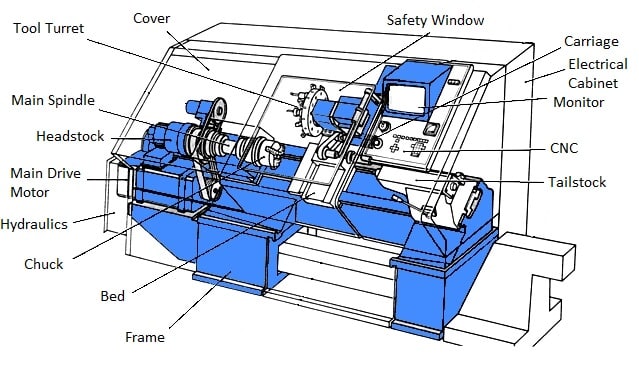
Components of CNC Turning Machine
While there are many different types of lathes, they all share some common key components.Understanding these components is crucial for operating a CNC turning machine effectively and performing maintenance. Let's take a brief look at these essential elements.
Control Panel
The control panel is the user interface of the CNC machine, where machinists and technicians input the G-code or CAM program that dictates the machine's movements and operations.
Spindle
The spindle holds the workpiece in place as it rotates. The power and speed of the spindle are critical for the machining process, as they determine the rate at which material can be removed.
Most basic CNC lathes are equipped with a single spindle, which is sufficient for a vast majority of turning applications. However, more advanced CNC turning centers may feature dual or multi-spindle configurations, allowing for more complex and efficient cutting operations.
Headstock
The headstock is usually located on the machine’s left side (from the operator's perspective) and serves as a housing for the lathe's spindle drive mechanism.
The main spindle passes through the headstock and is used to secure the workpiece or a work-holding device, such as a chuck. The drive mechanism includes the motor, gears, belts, or pulleys, which work together to transfer power from the motor to the spindle, enabling it to rotate at various speeds.
Tailstock
The tailstock, positioned at the opposite end to the headstock, is designed to provide support and stability for the workpiece during machining. It can move along the lathe bed to accommodate workpieces of different lengths and holds tools such as centers or drill bits in its adjustable quill for various operations, such as drilling precise center holes. Therefore, it is highly suitable for ensuring machining accuracy and achieving quality finishes on long or heavy workpieces.
Chuck
A chuck is a device that typically mounts onto the main spindle and grips the workpiece to be cut. It often features interchangeable jaws to accommodate different types and sizes of workpieces. While three jaws are most common, some chucks have four jaws, which can be useful for gripping square bars and enabling off-center turning.
Carriage
Carriage is a moving component that slides along the machine's bed, It serves to support, position, and feed the cutting tool into the workpiece. The carriage comprises several parts, including the saddle, cross slide, compound rest, and tool post, among others.
Turret
The turret, mounted on the carriage, holds various cutting tools . It can rotate to quickly bring any tool into the cutting position, eliminating the need for manual changes. Turrets can be of various types, including static (where tools do not rotate during the cutting operation) and live (where tools can rotate, enabling operations like drilling or milling).CNC turning centers may have a single turret or multiple turrets for increased efficiency and complexity in machining.
Bed
The bed, usually made of cast iron material, is the base of the turning lathe that supports all other components, including the headstock, chucks, tailstocks, etc. It's designed to ensure stability and rigidity during machining.
Work With Chiggo for Your Custom CNC Turned Parts
Now that you've obtained detailed information about CNC turning, if you're searching for the right partner for your project, look no further than Chiggo. As an ISO 9001:2015 certified facility with nearly two decades of machining experience,we ensure that your products meet the highest quality standards—all at competitive prices.
We offer on-demand manufacturing solutions tailored to your specific needs, with expert support available 24/7—from design to delivery. Upload your CAD file today to receive a free DFM analysis and take the first step toward bringing your project to life!