Desde itens domésticos diários até componentes industriais de alto desempenho, a fabricação de plástico contribui muito para moldar o mundo ao nosso redor. As diversas formas e funções desses componentes são produzidas usando uma variedade deprocessos de fabricação, incluindo moldagem por injeção, extrusão plástica, impressão 3D e muito mais. O que distingue esses métodos na produção de peças plásticas e qual - ou combinação - é mais adequada para o seu projeto? Orçamento, projeto de peça, material plástico e volume de produção são apenas alguns dos fatores que entram em jogo ao escolher um método de fabricação de plástico. Este artigo apresenta 11 métodos comuns de fabricação de plástico, explicando como eles funcionam, seus benefícios, limitações e aplicações típicas.
Moldagem por injeção
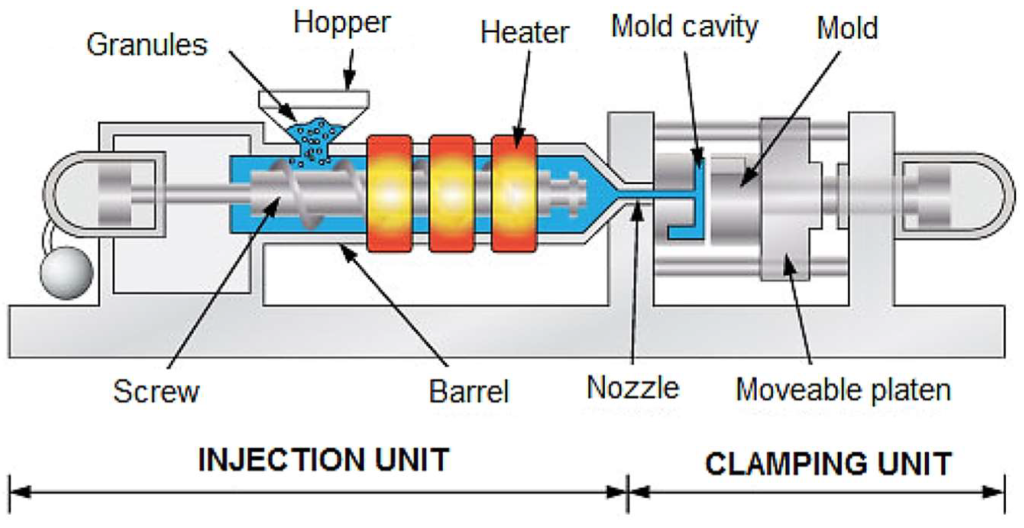
A moldagem por injeção é um dos métodos de processamento plástico mais comuns. Funciona aquecendo os grânulos de plástico (principalmente polímeros termoplásticos e alguns materiais termofícios) e depois injetando o material fundido em uma cavidade do molde usando um sistema de parafuso reciprocado de alta pressão. Os moldes modernos geralmente incorporam canais de resfriamento integrados, que aceleram o processo de resfriamento e garantem que o plástico solidifique uniformemente e com precisão os detalhes intrincados das superfícies internas do molde. Depois que o plástico é resfriado e solidificado, o molde é aberto e a parte sólida é ejetada.
Os moldes para moldagem por injeção são normalmente feitos de aço endurecido, projetados para suportar altas pressões e temperaturas, bem como o uso repetido na produção em massa. Os moldes de alumínio mais suaves são uma alternativa mais barata, mas usam mais rápido; portanto, eles geralmente são usados para execuções de produção mais moderadas.
A moldagem por injeção pode produzir peças altamente complexas, mas certas geometrias - como orifícios profundos, recursos complexos ou estruturas internas - aumentarão o projeto de molde e os custos de produção. As diretrizes seguintes para o design para fabricação (DFM) ajudarão a manter os custos de ferramentas gerenciáveis. A criação de novos moldes para moldagem por injeção pode levar meses para ser concluída, e seus custos podem chegar a centenas de milhares ou mais. Depois que os moldes estão em uso, os tempos de ciclo para moldagem por injeção são muito curtos, permitindo a produção de grandes quantidades de peças de alta qualidade em um curto período de tempo, com custos unitários significativamente menores que outros processos de fabricação.
Aplicações típicas:
Produtos de consumo (brinquedos, recipientes, caixas eletrônicas).
Peças automotivas (painéis, pára -choques).
Dispositivos médicos (seringas, invólucros).
Moldagem por compressão
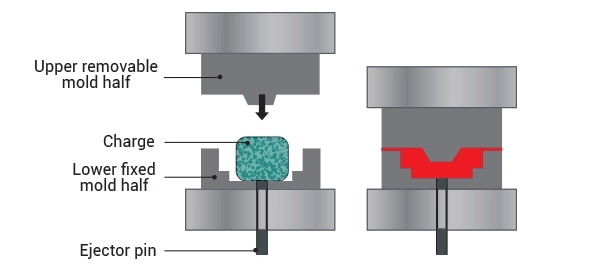
Na moldura de compressão, a matéria -prima, tipicamente um polímero ou elastômero termoestante, como borracha de silicone, é pré -aquecida e colocada em uma cavidade de molde aberta. Uma prensa hidráulica fecha o molde, aplicando calor e pressão para forçar o material a estar em conformidade com a cavidade e curar sua forma final.
Comparado à moldagem por injeção, a moldagem por compressão tem uma estrutura de molde mais simples e custos de fabricação mais baixos, tornando-o adequado para corridas de produção baixa a médica e peças grandes. Ao contrário dos moldes de injeção, não requer portões, corredores ou estruturas de transbordamento, maximizando a utilização do material e minimizando o desperdício. Os plásticos termoforais e certos compósitos passam por uma reação irreversível de cura, dando -lhes maior resistência ao calor e força estrutural.
No entanto, a moldagem por compressão tem um ciclo de produção mais longo do que a moldagem por injeção, pois o processo de cura leva mais tempo. Além disso, manter a consistência no produto final e o gerenciamento do piscar (o excesso de material escapando do molde) pode ser um desafio, e muito cuidado precisa ser tomado na preparação do design inicial do molde.
Aplicações típicas:
Componentes de borracha (juntas, O-rings e teclados).
Peças automotivas (capuzes, pára -lamas, bolas, spoilers e pastilhas de freio).
Peças de material composto (plásticos reforçados com fibra de vidro).
Moldagem por sopro
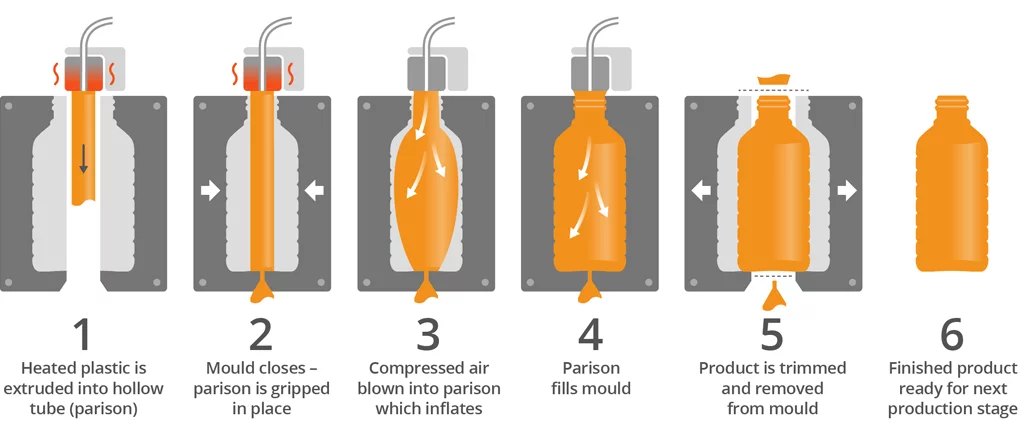
Este método é usado para produzir peças plásticas de paredes ocas e finas, soprando ar para inflar um tubo de plástico amolecido, chamado Parison (uma estrutura contínua de manga) ou pré-forma. À medida que o ar comprimido entra no Parison, força o tubo termoplástico fundido a expandir e tomar a forma do interior do molde. Uma vez resfriado, o plástico formado é ejetado.
Como a moldagem por injeção, a moldagem por sopro pode ser totalmente automatizada, resultando em altas taxas de produção e baixos custos unitários. Mas a moldagem por sopro opera com pressões muito mais baixas do que a moldagem por injeção, reduzindo os custos de ferramentas. Existem três tipos principais de moldagem por sopro:
Moldagem de sopro de extrusão (EBM)é o método mais comum. Nesse processo, um tubo de plástico fundido (parison) é continuamente extrudado, fixado em um molde e depois inflado com ar comprimido. O EBM suporta grandes e complexas peças ocas, como tanques de combustível e recipientes industriais, e trabalha com vários termoplásticos. No entanto, podem ocorrer inconsistências na espessura da parede. O piscar geralmente se forma nas articulações do molde, exigindo que o pós-troca remova o excesso de material, o que leva a um desperdício de material mais alto.
Moldagem por sopro injeção (IBM)Segue um processo de duas etapas, onde uma pré-forma é a primeira injeção moldada, depois reaquecida e inflada em um molde. Oferece alta precisão, espessura uniforme da parede e um acabamento suave, perfeito para produzir pequenas partes detalhadas.
Moldagem por sopro de alongamento de injeção (ISBM)Adiciona uma etapa de alongamento antes de soprar, alinhando as cadeias poliméricas para melhorar as propriedades de força, clareza e barreira. Esse método é ideal para contêineres de paredes finas e resistentes a impactos, embora comumente aplicadas a materiais como PET e PP e requer mais etapas de processamento do que outras técnicas de moldagem por sopro.
Aplicações típicas:
Garrafas de plástico (bebida, shampoo, detergente).
Componentes automotivos (tanques de combustível, dutos de ar, reservatórios de fluidos).
Recipientes médicos e industriais (embalagem estéril, armazenamento químico, recipientes de líquidos a granel).
Moldagem rotacional
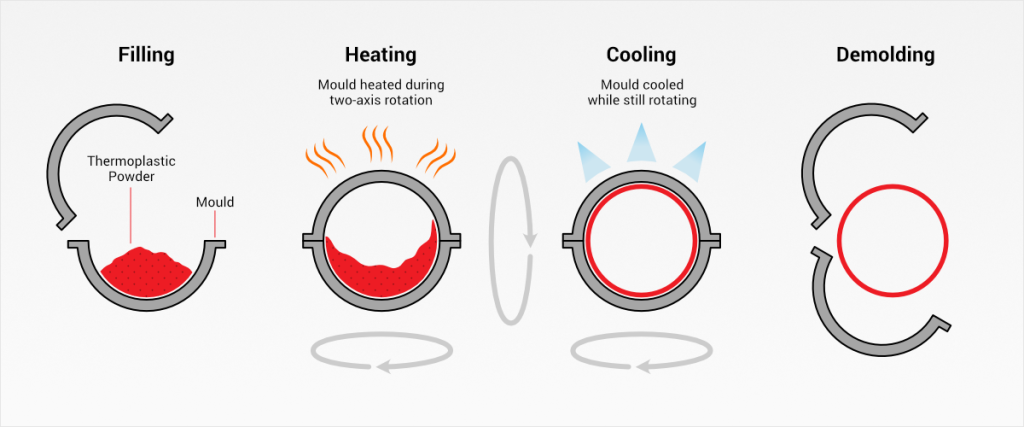
A moldagem rotacional, ou rotomoldagem, é outro processo usado para produzir peças de plástico ocas, mas é bem diferente da moldagem por sopro. Na moldagem rotacional, o pó de plástico ou a resina líquida é colocada dentro de um molde oco, que é aquecido e girado ao longo de dois (ou mais) eixos. Essa rotação lenta e contínua garante que o plástico fundido reveste uniformemente todo o interior do molde, em conformidade com a forma da cavidade. Finalmente, o molde é resfriado lentamente e a parte é desmolada, resultando em um componente oco com espessura uniforme da parede.
A moldagem rotacional requer ferramentas mais baratas do que outras técnicas de moldagem, pois se baseia na força centrífuga, em vez de alta pressão para moldar o plástico. Os moldes podem ser fabricados, usinados em CNC, fundidos ou formados a partir de alumínio ou epóxi, tornando-os econômicos e mais rápidos de produzir, especialmente para peças grandes e pesadas. Além disso, a rotomoldagem suporta a integração de componentes pré -acabados, como inserções de metal, tubos internos e estruturas de reforço, diretamente no molde.
Esse processo é uma excelente opção para a produção de curto prazo ou como uma alternativa para moldagem por sopro para aplicações de volume inferior. No entanto, possui algumas limitações de design. As peças acabadas geralmente têm tolerâncias mais frouxas, e os longos ciclos de aquecimento e resfriamento tornam o processo lento e intensivo em mão-de-obra, reduzindo sua eficiência para a fabricação de alto volume.
Aplicações típicas:
Soluções de armazenamento (tanques de armazenamento de água, tanques de combustível).
Produtos recreativos duráveis (caiaques, equipamentos de playground).
Recipientes pesados (caixas industriais, grandes recipientes de plástico).
Elenco de vácuo
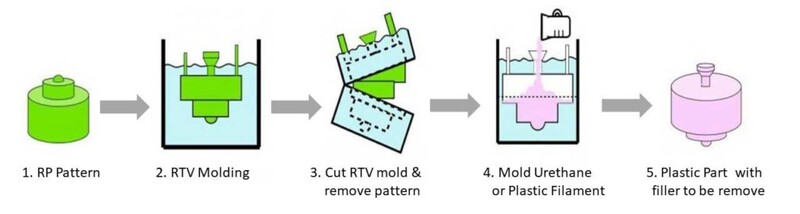
A fundição a vácuo, também chamada de fundição de uretano, é uma técnica de ferramentas suave que usa moldes de silicone para fundir plásticos e elastômeros de poliuretano. É frequentemente usado para protótipos rápidos de alta qualidade ou execuções de produção em pequena escala, pois podem ser mais rápidas e mais caras do que métodos como moldagem por injeção.
O processo começa com a criação de um modelo mestre de alta precisão usando técnicas comoUsinagem CNCou impressão 3D. Este modelo é então colocado em uma caixa de fundição e totalmente encapsulado com silicone líquido. Toda a montagem é transferida para um forno pré -aquecida e curada a 40 °, normalmente por 8 a 16 horas. Após a cura, o molde de silicone endurecido é cortado e separado do modelo mestre, expondo a cavidade negativa para a fundição de vácuo subsequente.
Em seguida, o molde de silicone é colocado em uma câmara de vácuo e resina líquida - geralmente misturada com pigmentos ou pós metálicos para propriedades estéticas ou funcionais - é derramada no molde. O vácuo remove bolhas de ar, garantindo um acabamento perfeito e detalhado. A resina é então curada em um forno a altas temperaturas, após o que o molde de silicone é aberto para remover a parte solidificada.
Comparados aos moldes metálicos, que são caros e demorados para produzir, os moldes de silicone são mais rápidos e econômicos. No entanto, os moldes de silicone têm uma vida útil finita, normalmente permitindo 20 a 30 elencos, tornando o processo inadequado para a produção em massa. Além disso, os moldes de silicone são restritos ao poliuretano termoestoso e formulações semelhantes, pois não podem suportar altas temperaturas ou aplicações de carga pesada. Além disso, a qualidade da parte final depende fortemente da precisão e acabamento do modelo mestre.
Aplicações típicas:
Prototipagem (protótipos funcionais para validação e teste de projeto).
Produção de baixo volume (pequenos lotes de peças para mercados de nicho ou execuções de pré-produção).
Peças estéticas e funcionais (eletrônicos de consumo, gabinetes personalizados e invólucros e dispositivos médicos).
Usinagem CNC de plástico
A usinagem CNC de plástico (controle numérico do computador) é um processo de fabricação subtrativo que usa ferramentas controladas por computador para cortar com precisão, moinho, girar ou perfurar blocos de plástico sólidos em formas desejadas. Ele suporta uma ampla gama de plásticos, como ABS, nylon, PE e PP, e pode produzir geometrias complexas, como orifícios profundos e menores. Ao contrário dos métodos de moldagem, a usinagem CNC é mais adequada para peças de paredes grossas e pode obter tolerâncias apertadas (± 0,005 ″) e acabamentos de superfície lisa sem a necessidade de moldes.
A usinagem CNC é preferida para produção de volume, prototipagem e peças personalizadas de volume baixo a médio, oferecendo flexibilidade e precisão. No entanto, gera mais desperdício de material do que moldagem. O custo por parte aumenta com a complexidade, pois características como reduções, geometrias de várias caras e canais internos requerem considerações adicionais de tempo de usinagem e acesso à ferramenta. Certas geometrias, como canais internos curvos, são difíceis ou impossíveis de produzir com métodos subtrativos convencionais.
Aplicações típicas:
Componentes aeroespaciais leves (suportes e caixas).
Peças automotivas (acessórios personalizados, suportes de sensores e peças interiores).
Dispositivos médicos (ferramentas cirúrgicas, caixas e equipamentos de diagnóstico).
Peças industriais (engrenagens, focas e componentes de máquinas personalizadas).
Impressão 3D
A impressão 3D, ou fabricação aditiva, constrói camadas de peças plásticas por camada de modelos digitais. Ao contrário da fabricação subtrativa, que remove o material para moldar um objeto, a impressão 3D adiciona material com precisão quando necessário. Como as impressoras 3D não requerem ferramentas e tempo mínimo de configuração para novos projetos, o custo de produção para peças personalizadas de lotes únicos ou pequenos é relativamente menor em comparação com os métodos de fabricação tradicionais, como moldagem por injeção ou usinagem CNC.
No entanto, a impressão 3D geralmente é mais lenta na velocidade de produção e geralmente requer mais intervenção manual em operações e pós-processamento do que os processos de fabricação de produção em massa. Além disso, as peças finais podem ter menor resistência mecânica, dependendo da tecnologia de impressão 3D usada. Vamos verificar os três tipos principais de impressão 3D:
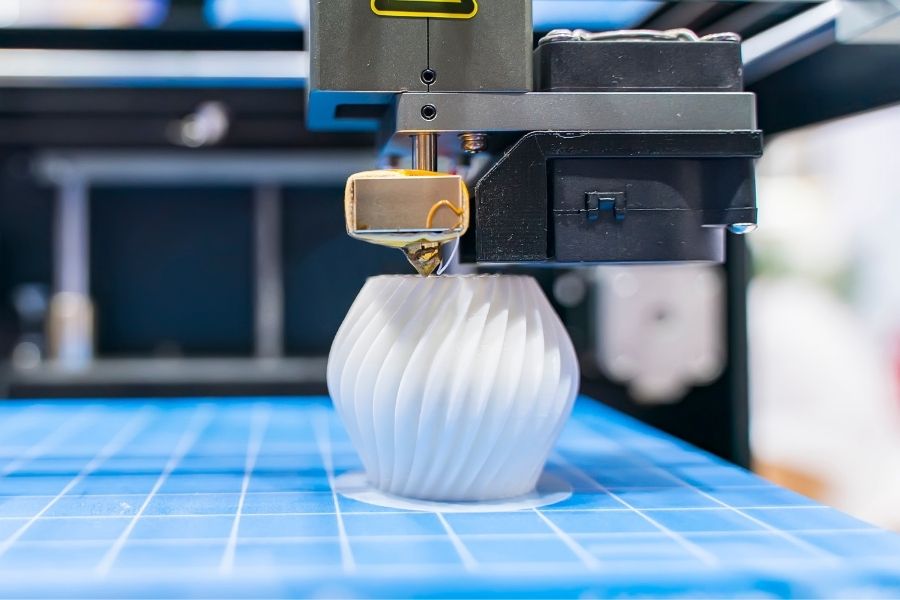
Modelagem de deposição fundida (FDM):O método de impressão 3D mais comum e acessível. Ele usa um bico aquecido para extrudar o filamento termoplástico ao longo de caminhos predefinidos para depositar a camada do material por camada. Quando uma camada esfria, a próxima camada é adicionada na parte superior, formando gradualmente o objeto final. Esse processo é amplamente acessível, mas propenso a linhas de camada visível e adesão mais fraca entre camadas, o que pode afetar a qualidade da superfície e a força da peça. Ele luta com saliências e detalhes intrincados, geralmente exigindo estruturas de suporte para evitar a flacidez e o pós-processamento para obter um acabamento polido.
Estereolitografia (SLA):Usa um laser UV para curar a resina de fotopolímero líquido em camadas sucessivas, produzindo peças com superfícies ultra-suaves e detalhes finos. O SLA fornece maior precisão e propriedades de material mais fortes que o FDM, especialmente em plásticos de engenharia. No entanto, é mais caro devido a resinas e equipamentos especializados, e as peças do SLA podem ser quebradiças, geralmente exigindo pós-cura para obter força total.
Sinterização seletiva a laser (SLS):Usa um laser de alta potência para fundir plástico em pó (como nylon ou TPU) em camadas sólidas, criando uma parte durável e altamente funcional. O processo não requer estruturas de suporte, pois o pó não interferido circundante atua como um suporte natural, o que permite projetos interligados, salientes e outros complexos que são difíceis de produzir com outros métodos. As peças SLS oferecem boa força mecânica, mas tendem a ter uma textura de superfície ligeiramente granulada.
Aplicações típicas:
Testes e desenvolvimento de produtos (prototipagem rápida e modelos conceituais).
Peças plásticas de baixo volume, em forma de complexo (eletrônicos aeroespaciais, automotivos e de consumo, onde são necessárias estruturas de personalização e leves)).
Implantes médicos personalizados e próteses (alinhadores dentários, implantes ortopédicos e membros protéticos).
Extrusão plástica
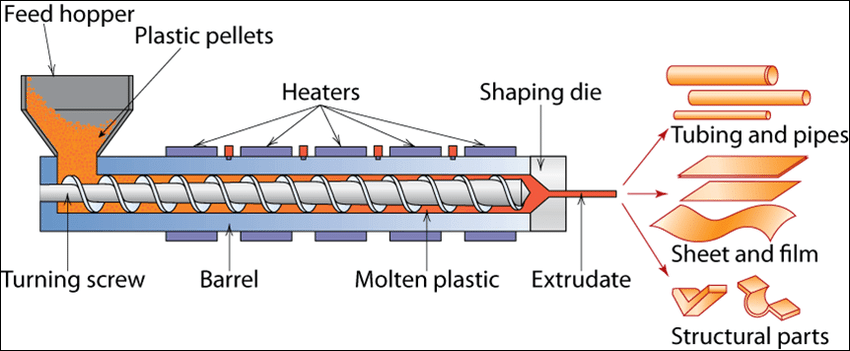
A extrusão plástica é um processo contínuo no qual os grânulos termoplásticos são alimentados em um cano aquecido, derretido e homogeneizado por um parafuso rotativo. O plástico fundido é então forçado através de um dado para criar um perfil contínuo com uma forma de seção transversal específica. Depois de sair do dado, o material extrudado é resfriado - por meio de ar ou água - e cortado no comprimento desejado. Variantes do processo, como extrusão de filme e extrusão de tubos, expandem sua versatilidade.
Este método é eficiente para produzir produtos plásticos uniformes de seção transversal em grandes quantidades. Esses produtos são altamente consistentes em propriedades, dimensões, tolerâncias e acabamentos superficiais. No entanto, não pode produzir geometrias tridimensionais complexas.
Aplicações típicas:
Tubos e perfis (tubos de plástico, molduras e trilhos).
Folhas e filmes (filmes de embalagem, folhas de plástico e envoltórios agrícolas).
Isolamento de cabo elétrico (revestimentos de proteção para fios e cabos em sistemas elétricos).
Outros produtos (piso, folhas industriais e solas de calçados).
Pultrusão plástica
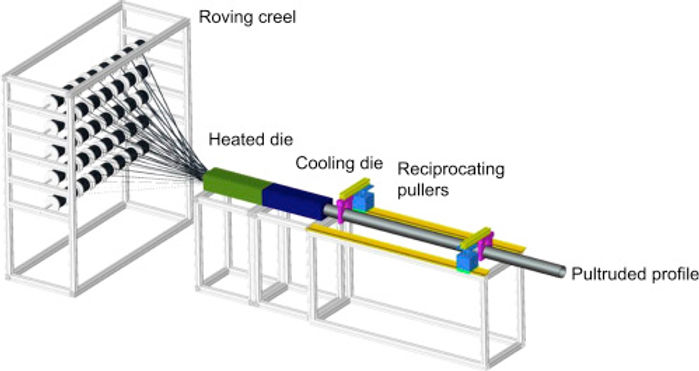
A pultrusão plástica é uma variante de extrusão plástica na qual o material é puxado através de uma matriz em vez de empurrada. Durante o processo, as fibras de reforço - como vidro, carbono ou aramida - são atravessadas por um tanque de resina plástica para garantir a impregnação total. As fibras revestidas de resina são então desenhadas através de uma matriz aquecida, onde a cura as transforma em um perfil rígido e de alta resistência, que é posteriormente cortado para o comprimento desejado.
Este método é usado principalmente para produzir perfis compostos de plástico reforçado com fibra (FRP) com uma seção transversal constante. Essas peças têm excelente resistência à corrosão, clima e resistência mecânica.
Aplicações típicas:
Infraestrutura e estruturas industriais (vigas e hastes para pontes, plataformas e estruturas).
Equipamento de segurança e acesso (escadas e grades reforçadas com fibra de vidro).
Componentes de construção e arquitetura (perfis de suporte e gabinetes de proteção).
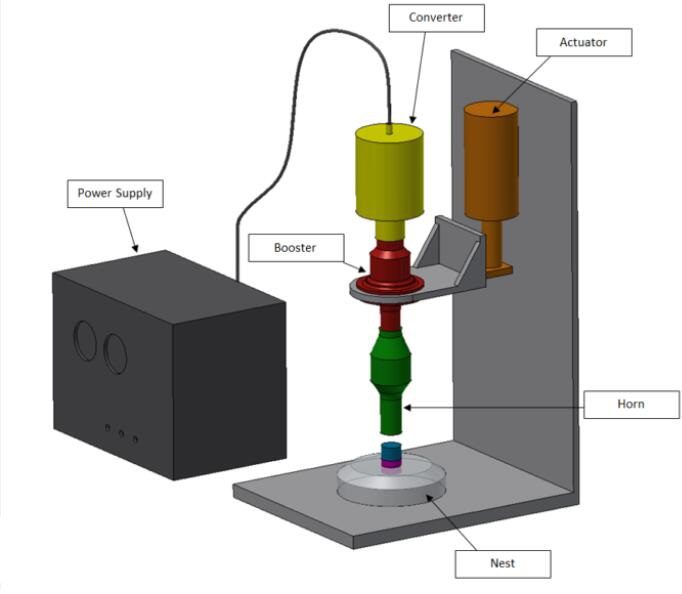
Soldagem de plástico
A soldagem plástica é uma técnica de fabricação usada para unir peças plásticas aplicando calor e pressão. Existem métodos distintos de soldagem plástica, incluindo soldagem ultrassônica, indução, platô quente e vibração. Cada método emprega uma fonte de energia diferente-como vibrações de alta frequência, indução eletromagnética ou condução direta de uma superfície aquecida-para derreter o plástico na articulação. À medida que as superfícies derretidas esfriam, elas se fundem, formando ligações fortes e sem costura sem a necessidade de adesivos. No entanto, a soldagem plástica é aplicável apenas a plásticos compatíveis e geralmente requer equipamentos especializados.
Aplicações típicas:
Automotivo (conjuntos de pára -choques, tanques de combustível e dutos de ar).
Médico (dispositivos médicos e embalagens).
Industrial (tanques de plástico e recipientes).
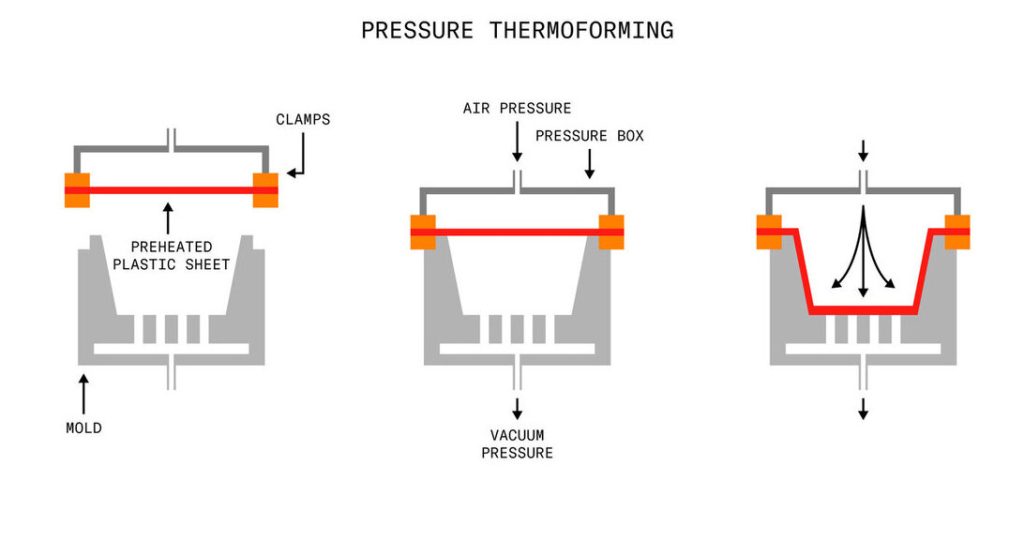
Termoformagem
A termoforma é geralmente classificada como formação de vácuo e formação de pressão. Ele usa uma máquina para aquecer uma folha de plástico até que se torne flexível. A folha de plástico é então esticada sobre um molde usando vácuo, pressão ou ambos. Uma vez moldado, o plástico é resfriado e aparado para criar o produto final.
A termoformação é usada principalmente com materiais termoplásticos, como ABS, quadris, PVC e PETG. Os moldes utilizados na termoformação são tipicamente feitos de materiais de alumínio ou compósito, que são significativamente mais baratos e mais rápidos para fabricar do que os moldes de injeção. Com tempos de ciclo mais curtos e alta eficiência de produção, a termoforma é adequada para produzir uma certa quantidade de produtos em um curto período e também é adequada para produção de volume de médio a alto.
Esse processo é particularmente adequado para produtos de plástico de paredes grandes e de paredes finas, como recipientes de embalagem, bandejas de alimentos e caixas de aparelhos. No entanto, a precisão de produtos termoformados é geralmente menor que a da moldagem por injeção ou moldagem por sopro, com maiores tolerâncias de espessura da parede. Também não tem desempenho tão bom quanto a fundição a vácuo para obter detalhes de design complexo ou fino.
Aplicações típicas:
Embalagem (bolsas de bolha, conchas de marchas e bandejas de comida).
Automotivo (painéis interiores, painéis e revestimentos de portas).
Eletrônicos de consumo e eletrodomésticos (caixas eletrônicas, painéis de exibição e carcaças de eletrodomésticos).
Medical (capas estéreis de embalagem e equipamento).
Conclusão
Depois de ler este post, esperamos que agora você entenda melhor vários métodos de fabricação de plástico e suas características. Uma opção bem informada de técnica de fabricação garante eficiência, qualidade e custo-efetividade. Além disso, é importante escolher um fabricante de plástico confiável. O Chiggo é um especialista em fabricação de plástico que fornece prototipagem e produção de baixo a alto volume.Faça parceria conoscoPara garantir que seus objetivos de design, material e produção estejam perfeitamente alinhados.