Poucos materiais têm tanto significado histórico quanto o bronze. Primeiro desenvolveu mais de 5.000 anos atrás, durante a Idade do Bronze, essa liga baseada em cobre revolucionou ferramentas, armas e arte, inaugurando uma nova era de artesanato humano. Embora o bronze esteja frequentemente associado ao elenco e forjamento manual, na fabricação moderna, é amplamente utilizado em rolamentos, buchas, engrenagens e componentes da válvula, onde as peças fundidas são finalizadas porusinagem de precisãopara atender a tolerâncias apertadas.
Este guia discutirá o que é a usinagem de bronze CNC, os tipos de bronze disponíveis, os processos de usinagem, os desafios comuns e como superá -los.
O que é usinagem CNC de bronze?
A usinagem CNC de bronze é um processo que usa máquinas CNC para produzir peças do bronze - uma liga de cobre com tipicamente 5 a 12% de estanho. Pequenas quantidades de outros elementos ,, como alumínio, fósforo, manganês ou chumbo, são frequentemente adicionados para obter desempenho específico.
Bronze, comolatãoe outroligas de cobre, possui uma gama de propriedades importantes de resistência elétrica, térmica e de corrosão. Mas sua força mecânica é geralmente menor do que a de muitos outros metais máquinas (embora mais alta que a de cobre e latão). Embora não corresponda à máquinabilidade excepcional de latão livre (classificado em 100%), muitos graus de bronze ainda fornecem boa máquinabilidade. Os bronzes típicos de lata de chumbo têm uma classificação de maquiaComponentes usinados por CNC. Ele também possui baixo atrito e excelente resistência ao desgaste, tornando-o adequado para peças de ajuste deslizante.
Tipos de bronze disponíveis para usinagem CNC
O bronze refere-se a uma família de ligas de cobre-Tin, cujo desempenho varia com base em seus elementos de liga específicos. Abaixo, exploraremos os graus de bronze mais comumente usados na usinagem CNC.
Bronze de lata com chumbo (rolamento de bronze)
O bronze de lata com chumbo normalmente contém 83 a 92 % de cobre, 7 a 12 % de estanho e 4-8 % de chumbo. É um dos bronzes mais fáceis da máquina-o chumbo atua como um lubrificante embutido e promove bastante a quebra de chips. A lata fornece força sólida e resistência à corrosão.
No entanto, sua resistência à tração e dureza estão abaixo das de bronzes altos ou de alumínio, e sua fase de chumbo derrete acima de ~ 300 ° C, tornando-o inadequado para peças quentes ou fortemente carregadas. Ele também não pode corresponder à resistência à fadiga dos bronzes de fósforo ou à extrema resistência ao desgaste dos graus de alto tin-TIN, e sua resistência à corrosão é limitada em meios agressivos, como água do mar ou ambientes ácidos ou alcalinos. Além disso, o bronze de lata com chumbo não é adequado para aplicações de nível de alimento ou água potável devido à toxicidade de chumbo.
Notas comuns:C93200 (SAE 660), C93600, C93700 Usos típicos:Rolamentos, buchas, superfícies de impulso, placas de desgaste, peças gerais da máquina
Bronze de fósforo
O bronze de fósforo é uma liga de cobre com estanho tipicamente 4-6% e uma pequena adição de fósforo (cerca de 0,01-0,35%). O fósforo melhora a resistência ao desgaste, a rigidez e atua como um desoxidador durante a liga, resultando em estruturas de grãos limpos. Essa liga oferece alta resistência à fadiga e excelente resistência à corrosão. Historicamente, o bronze de fósforo era usado em hardware marinho - por exemplo, algumas hélices de navios foram feitas para sua durabilidade da água do mar. Hoje, é mais frequentemente encontrado em molas, conectores elétricos, buchas, rolamentos e parafusos, onde é necessária uma combinação de resistência e resistência ao desgaste. No entanto, é notavelmente mais difícil de máquina: um grau comum como C51000 (5% de estanho, fósforo a 0,2%) possui uma classificação de máquinabilidade de apenas cerca de 20% em relação ao latão livre.
O bronze de alumínio geralmente contém cerca de 5 a 12 % de Al, com o balanço de cobre (~ 85-92 %), mais 3-5 % Fe e até 1,5 % de Ni (com Mn menor, Si) para maior resistência e resistência à corrosão. É o mais forte dos bronzes comuns, com resistência à tração atingindo 500 a 620 MPa em temperamentos tratados termicamente, comparáveis ao aço de médio grau. Ele também possui excelente resistência à corrosão, particularmente em ambientes marinhos e químicos, porque o alumínio na liga forma um óxido protetor na superfície.
Em termos de usinabilidade, o bronze de alumínio é moderadamente máquinável. O C95400, por exemplo, tem uma classificação de maquiagem em torno de 60%. Devido à sua alta dureza e tendência a obrigações de trabalho, a usinagem de bronze de usinagem CNC requer configurações rígidas, ferramentas de carboneto nítidas e controle preciso de alimentos para manter a precisão e a vida útil da ferramenta.
Notas comuns:C95400, C95500, C95900 Usos típicos:Hardware marinho, componentes de válvula/bomba, buchas de alta carga, engrenagens
Bronze de silício
O bronze de silício é geralmente composto de aproximadamente 96% de cobre e 2 a 4% de silício, com pequenas adições de zinco ou manganês. Esta liga oferece um bom equilíbrio de força moderada, excelente resistência à corrosão e boa soldabilidade. Ele também tem uma aparência quente e dourada, muitas vezes preferida para aplicações arquitetônicas ou artísticas.
Na usinagem do CNC, considera-se que o bronze de silício possui máquinabilidade justa, cerca de 30% em relação ao bronze de corte livre. Produz chips limpos e bons acabamentos de superfície quando usinados sob velocidades e alimentos moderados de corte. Embora levemente gomoso, ele permanece gerenciável com ferramentas nítidas e controle de chip eficaz.
O bronze alto, muitas vezes chamado de metal, é uma liga de bronze com teor de estanho elevado e mínimo ou sem chumbo. Uma composição típica é de 88 a 90 % de cobre e 10 a 12 % de estanho, com zinco ou níquel de rastreamento. Esta formulação produz uma liga forte e forte que era famosa para fundir barris de canhão - daí o nome "Gunmetal". O bronze de alto tin-tin tem excelente resistência ao desgaste e carrega cargas pesadas sem se deformar, tornando-o ideal para componentes pesados. Ele serve a muitos dos mesmos papéis que o bronze de alumínio, embora com resistência a corrosão um pouco menor, mas boas qualidades de fundição.
Sua usinabilidade é de cerca de 30 % (semelhante ao bronze de silício). A ausência de chumbo significa que a liga é menos livre, portanto a usinagem requer ferramentas mais nítidas e possivelmente mais paciência do que trabalhar com uma liga com chumbo.
Notas comuns:C90300, C90500, C90700 Usos típicos:Engrenagens de minhocas, buchas de carga pesada, impulsores e corpos de bomba, válvulas, acessórios a vapor
Um guia passo a passo sobre o processo de usinagem CNC de bronze
A usinagem CNC de bronze transforma o estoque de bronze cru em peças de precisão através de uma série de etapas controladas. Do design à inspeção final, cada estágio deve ser otimizado para o comportamento do material do bronze, o desgaste da ferramenta e o acabamento da superfície. Aqui está uma visão geral concisa do processo:
1. Seleção e preparação de materiais
O processo começa com a seleção da liga de bronze certa com base na resistência mecânica, resistência ao desgaste e requisitos de corrosão. Por exemplo, o bronze de estanho com chumbo é preferido para buchas devido à sua excelente máquina e propriedades auto-lubrificantes, enquanto o bronze de alumínio é escolhido para componentes de alta resistência e grau marítimo.
Depois que a liga é selecionada, a matéria -prima - tipicamente hastes, barras ou placas - é cortada em tamanho, empenhada e inspecionada quanto à qualidade da superfície. Em seguida, é preso com segurança na mesa de trabalho da máquina CNC usando fixação de precisão para garantir a estabilidade durante a usinagem.
2. Programação CAD/CAM
O fluxo de trabalho digital começa criando um modelo CAD detalhado da peça. Esse modelo é importado para o software CAM, onde os caminhos de ferramentas são gerados e otimizados para a liga de bronze escolhida e a geometria da peça. O programa CNC resultante especifica os movimentos da ferramenta, velocidades do eixo, taxas de alimentação e sequências de corte - cada um sintonizado com a usinabilidade e as propriedades térmicas do material.
3. Operações de usinagem
Com os caminhos de ferramentas gerados por came carregados, a máquina CNC é configurada-ferramentas como usinas finais, exercícios e inserções são selecionadas, instaladas e calibradas para a liga de bronze específica e cortes necessários. Quando a máquina estiver pronta, a usinagem real começa. Dependendo do design da peça e do tipo de bronze, as operações comuns incluem:
Moagem:O moinho de bronze usa cortadores rotativos para remover o material e criar slots, bolsos e contornos complexos. Como o bronze pode trabalhar se o cortador habitar, é melhor receber cortes radiais leves (≤ 0,5 × diâmetro do cortador) com engajamento axial moderado.
Girando:Turnze bronze envolve girar a peça de trabalho contra uma ferramenta de corte estacionária para produzir características cilíndricas, como eixos, mangas, pinos ou buchas. O baixo atrito e a boa condutividade térmica do bronze permitem maiores velocidades do eixo (até 400 m/min) do que aço, mas sua tendência a harden de trabalho significa que você deve usar carboneto nítido ou inserções revestidas com PVD com um leve composto positivo (7-10 °) e tomar passes de acabamento de luz (≤ 0,5 mm de defeito de corte).
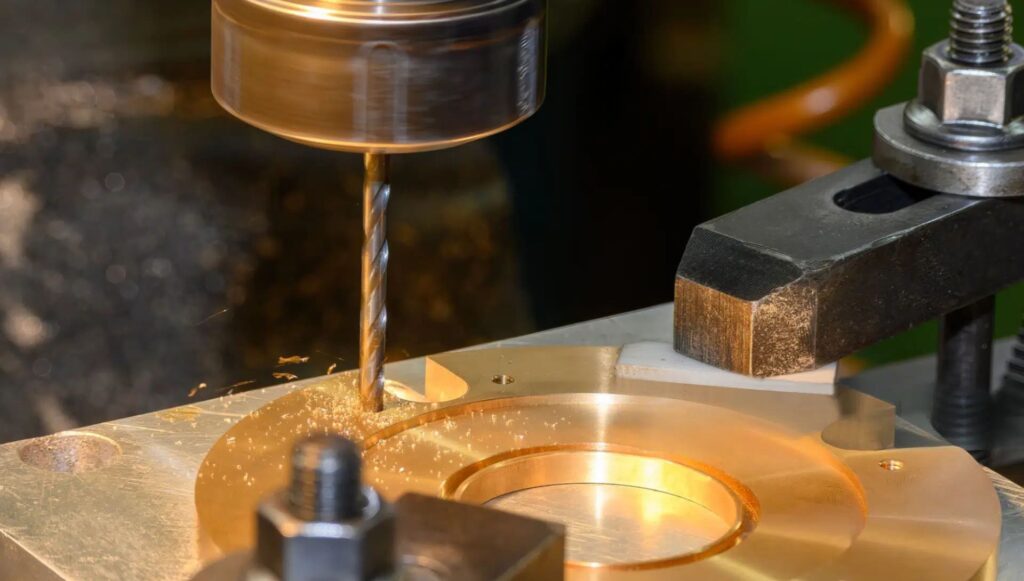
Perfuração e tapping:A perfuração cria orifícios redondos em bronze. A suavidade de Bronze permite velocidades de perfuração mais rápidas do que metais mais difíceis, mas deve -se tomar cuidado para evitar superaquecimento e garantir paredes de orifícios limpos. Quando o orifício estiver perfurado, mude para uma torneira para cortar roscas correspondentes. Para orifícios cegos, use uma torneira de fundo para colocar fios na parte inferior sem rebarbas.
4. Pós-processamento
Após a usinagem do CNC, as peças de bronze passam por uma reversão e chanfro para remover rebarbas e bordas afiadas. Se exigido por geometria ou demanda de tolerância, um recozimento de alívio do estresse estabiliza dimensões e alivia as tensões de usinagem. Cada parte passa por inspeção e teste (CMM, medidores, verificações de superfície de superfície) para verificar a qualidade dimensional e de superfície. Dependendo do uso final, um ou mais acabamentos de superfície podem ser aplicados a peças usinadas de bronze.
Acabamento amado
Esta é a superfície natural de bronze diretamente da máquina CNC. Normalmente, ele mostra linhas visíveis de caminhos de ferramentas e tem uma rugosidade de RA 1,6-3,2 μm. Esse acabamento é econômico e adequado para buchas internas, peças estruturais ocultas ou qualquer componente em que a aparência não seja crítica. Observe que as pequenas marcas de ferramentas ou rebarbas podem permanecer, o que pode prejudicar o desempenho em ajustes muito apertados ou aplicações de alto atrito.
Polimento mecânico
Polimentousa abrasivos sucessivos ou rodas polidas para suavizar a superfície e criar um acabamento brilhante e reflexivo. Pode reduzir a rugosidade da superfície em torno de Ra 1,6-3,2 µm para abaixo de RA 0,2 µm e melhorar o desempenho deslizante nos conjuntos de movimentos. O bronze polido é comumente usado para hardware decorativo, acessórios visíveis e componentes dinâmicos que requerem baixo arrasto superficial. No entanto, o polimento pode ser muito trabalhoso e pode aumentar o tempo e o custo de produção, principalmente quando o brilho uniforme é necessário em geometrias complexas.
Bedia de contas
Bedia de contasO bronze usa um fluxo pressurizado de mídia fina - contas comuns de vidro - para abretar delicadamente a superfície e produzir um acabamento fosco uniforme. Ele remove as marcas visíveis da ferramenta e suaviza as cordilheiras deixadas passando por passes, melhorando a adesão para revestimentos ou patinas. Como as contas arredondadas espiaram suavemente em vez de cortar a superfície, o resultado é uma textura de cetim consistente, ideal para hardware arquitetônico e acessórios decorativos. No entanto, o processo pode deixar pequenas covinhas que podem prender detritos ou interferir nas superfícies de vedação, portanto as peças de tolerância mais apertadas geralmente requerem um polimento leve ou lambendo depois.
Patinação (revestimento químico)
A patinação usa oxidação controlada ou agentes químicos para alterar a cor e o tom da superfície de bronze. Tons de pátina comuns - Brown, Green e Black - dão um acabamento antigo ou artístico. Embora esse processo seja principalmente estético, ele pode fornecer um grau de proteção de superfície. As patinas são populares em sinalização, painéis decorativos e acessórios em estilo de época. No entanto, a patinação requer manuseio qualificado para obter resultados consistentes e pode não ser adequado para superfícies funcionais ou peças mecânicas de alto contato.
Anodizando (revestimento de conversão de bronze)
Embora a anodização seja mais usada no alumínio, certas ligas de bronze podem sofrer um processo de conversão eletrolítica semelhante. Neste tratamento, o bronze atua como o ânodo em um banho especializado, formando uma fina camada de óxido poroso que pode ser selado ou até tingido, para produzir cores decorativas. Este filme de óxido melhora a resistência à corrosão, aumenta a adesão a tintas ou revestimentos e adiciona um aumento modesto na dureza da superfície. Como requer eletrólitos personalizados e controle de processo rígido, a anodização de bronze não é um serviço padrão e tende a ser mais caro e menos amplamente disponível do queAnodizador de alumínio. Quando aplicado, fornece efeitos visuais exclusivos e proteção de serviço leve para aplicações decorativas ou propensas a corrosão especiais.
Eletroplatação
EletroplataçãoDeposita uma fina camada de outro metal, como níquel, prata, ouro ou cromo, na superfície de bronze. Isso melhora a resistência à corrosão, a condutividade elétrica e o apelo visual. Os acabamentos eletroplatados são comuns em peças de alta especificação ou decorativas, mas requerem controle rígido do processo e adicionam ao custo e ao lead time.
Desafios e soluções comuns de usinagem CNC para bronze
O bronze tem muitas propriedades desejáveis, mas sua máquinabilidade pode variar bastante entre as ligas. Abaixo estão cinco desafios que você pode encontrar quando a usinagem de CNC bronze, juntamente com soluções práticas.
Trabalho endurecendo
Certos tipos de bronze (por exemplo, bronze de alumínio, bronze de fósforo) são propensos a trabalhar endurecendo em condições de corte inadequadas. Se a ferramenta habitar ou recrutar uma superfície endurecida, o estresse da ferramenta e o risco de falha aumentam. Para evitar isso:
Mantenha as profundidades radiais da luz cortada, normalmente não mais que 0,5 × o diâmetro da ferramenta, para reduzir a carga da ferramenta.
Evite habitar usando os caminhos de ferramentas contínuos e ininterruptos.
Aplique a moagem de escalada sempre que possível, pois direciona os chips da zona de corte e minimiza o fricção.
Use ferramentas nítidas de carboneto ou inserções revestidas com PVD (por exemplo, Tialn) para minimizar o acúmulo de calor e resistir ao desgaste em ligas propensas a endurecer.
Desgaste da ferramenta
Graus de bronze mais duros, como bronze de alumínio e bronze de silício, contêm óxidos abrasivos ou elementos de endurecimento que podem embotar as bordas de corte de carboneto. Para mitigar o desgaste da ferramenta:
Use inserções de carboneto premium e resistente ao desgaste com revestimentos Tialn ou similares para melhor resistência ao calor e vida útil da ferramenta prolongada.
Monitore a condição de inserção regularmente e substitua as ferramentas no primeiro sinal de desgaste.
Garanta o fluxo de líquido de arrefecimento suficiente para dissipar o calor e descarregar partículas abrasivas.
Para graus altamente abrasivos, reduza ligeiramente as velocidades de corte para controlar a carga térmica e a degradação da ferramenta.
Controle de chips e borda construída
Muitas ligas de bronze produzem lascas longas e pegajosas ou formam uma borda construída (bunda) que solda a ferramenta, estragando acabamentos e causando quebra de ferramentas. Para melhorar o controle de chips e impedir o BUE:
Escolha ferramentas com um ângulo de ancinho positivo e flautas polidas para incentivar os cachos limpos.
Ajuste as taxas de alimentação para que os chips tenham desligado em vez de esticar.
Execute o líquido de arrefecimento da inundação ou a explosão de ar para lavar os chips imediatamente.
Expansão térmica
O bronze conduz bem o calor, mas as temperaturas de corte excessivas podem causar expansão térmica na peça de trabalho e desgastar as bordas de corte. Para manter a estabilidade dimensional:
Use o líquido de arrefecimento da inundação ou a lubrificação da névoa para levar o calor para longe da zona de corte.
Reduza ligeiramente as velocidades de corte em corridas longas ou trabalhos de tolerância rígida para limitar o acúmulo térmico.
Deixe um pequeno subsídio de acabamento e faça um passe final de luz-isso corrige qualquer distorção induzida pelo calor e aumenta a precisão da superfície.
Holding & Vibration
Devido à rigidez e à suavidade relativamente baixa do bronze, o aperto inadequado pode causar deflexão, conversa ou deformação da superfície. Para manter a estabilidade e a precisão:
Use fixação rígida com maxilares macios ou grampos com contornos personalizados para distribuir a pressão uniformemente e evitar o casamento.
Minimize a saliência da ferramenta para reduzir a deflexão e a vibração.
Onde aplicável, use sistemas de fixação dupla ou chuck a vácuo para melhorar a rigidez, especialmente para peças de paredes finas ou de alta precisão.
Conclusão
A usinagem CNC de bronze fornece peças com durabilidade, resistência à corrosão e condutividade elétrica para atender a uma ampla gama de aplicações. Com mais de uma década de experiência em fabricação, o Chiggo é seu fornecedor confiável de serviço de usinagem CNC de bronze para precisão, eficiência e consistência.Entre em contato conosco hojepara uma cotação personalizada e para saber mais sobre o nossoServiço de usinagem CNC.