Ferramentas de corte de torno são instrumentos especializados montados em máquinas de torno - sejam manuais, marcenarias ou CNC - para moldar, cortar , ou terminar a rotação de peças de trabalho. Essas ferramentas normalmente consistem em uma haste fixada na haste da ferramenta do torno e uma aresta de corte que engata diretamente na peça de trabalho. Disponíveis em vários formatos, tamanhos e materiais, eles podem realizar uma variedade de operações, como torneamento, faceamento, rosqueamento e corte, quando combinados com diferentes caminhos de ferramenta.
A escolha da ferramenta certa determina a precisão e a eficiência do seu trabalho. Neste artigo, discutiremos ferramentas de corte de torno comuns, exploraremos seus designs e recursos e ajudaremos você a selecionar a ferramenta certa para o seu projeto.
Compreendendo os diferentes tipos de ferramentas de corte de torno
Ao discutir os tipos de ferramentas de corte de torno, existem vários métodos de classificação. Quer seja baseado em requisitos operacionais, geometria da ferramenta, materiais ou direção de avanço, o objetivo é o mesmo: reconhecer as ferramentas de corte do torno e esclarecer o que elas podem fazer.
Apesar da grande variedade de ferramentas de corte de torno, vamos deixar de lado sistemas de classificação complexos por enquanto. Em vez disso, vamos nos concentrar em compreender as ferramentas que estão diante de nós – sua aparência e o que podem alcançar. Se pudermos responder a essas duas perguntas, estaremos no caminho certo para dominar seu uso.
Como eles são?
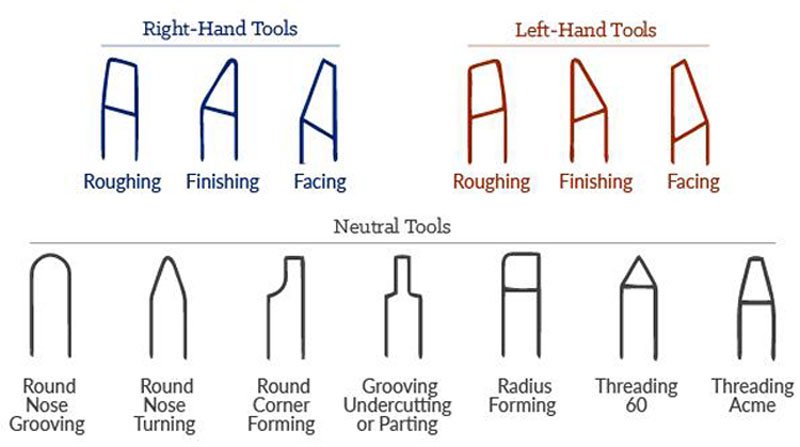
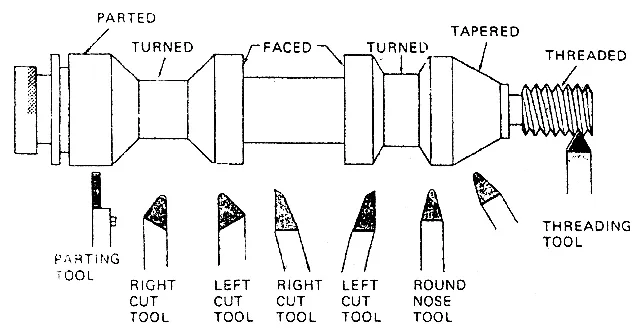
As imagens acima mostram os três principais tipos de ferramentas de corte de torno com base na direção de avanço. As diferenças entre estes três tipos são claramente visíveis. A seguir, forneceremos uma introdução detalhada à aparência e funções de cada ferramenta, ajudando você a entender melhor seus usos.
▪ Ferramentas de corte à direita
As ferramentas de corte direita têm sua aresta de corte principal no lado esquerdo e são projetadas para cortar à medida que se movem da direita para a esquerda, em direção ao cabeçote. Como a maioria das operações de torno alimentam a ferramenta nesta direção, estas são as mais comumente usadas em tornos. Eles são normalmente empregados para tarefas gerais de torneamento, como redução do diâmetro da peça, faceamento de extremidades e obtenção de acabamentos superficiais lisos.
▪ Ferramentas de corte à esquerda
Ao contrário da versão direita, as ferramentas de corte esquerda têm sua aresta de corte principal no lado direito e cortam à medida que se movem da esquerda para a direita, longe do cabeçote. Estas ferramentas são particularmente úteis para operações de usinagem próximas ao cabeçote móvel ou quando obstruções no lado esquerdo da peça exigem o avanço da ferramenta na direção oposta.
▪ Ferramentas de corte neutras
As ferramentas de corte neutras possuem uma aresta de corte posicionada simetricamente ao longo da linha central da ferramenta, permitindo-lhes cortar em ambas as direções sem a necessidade de alterar a orientação. Eles são comumente usados para operações de acabamento ou aplicações onde é necessário um desempenho de corte consistente em ambas as direções de avanço. No entanto, elas são usadas com menos frequência em tarefas pesadas ou especializadas em comparação com ferramentas manuais ou manuais esquerdas.
Que operações eles podem realizar?
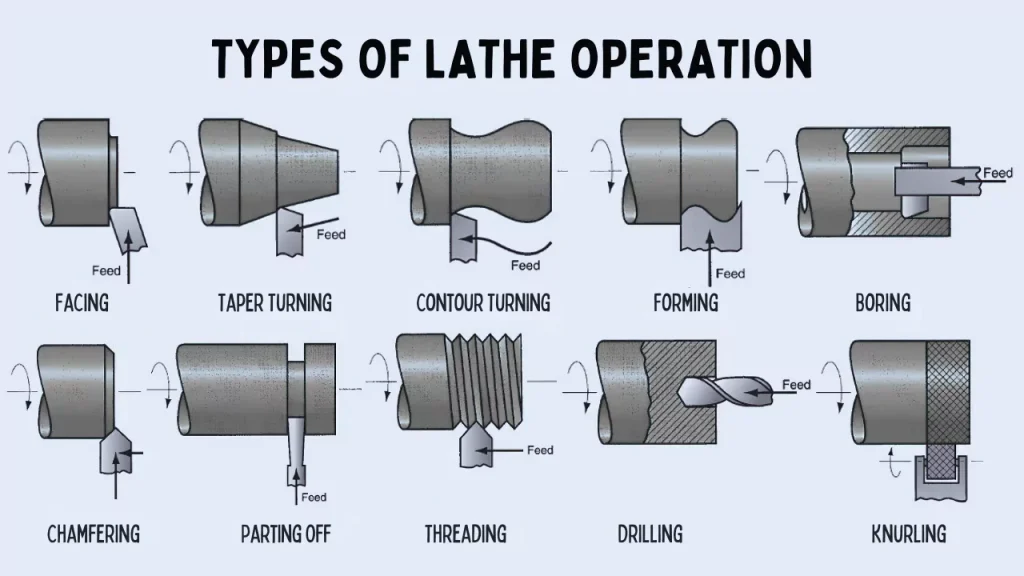
Agora que entendemos a geometria básica, vamos explorar quais operações essas ferramentas foram projetadas para realizar. As ferramentas de corte de torno são projetadas para atender a requisitos específicos em diversas operações de torno, e seu design reflete a funcionalidade que pretendem alcançar.
▪ Ferramentas de Torneamento
As ferramentas de torneamento são as ferramentas de corte de torno mais utilizadas, projetadas para remover material ao longo do comprimento de uma peça para reduzir seu diâmetro. Esta categoria inclui ferramentas de desbaste para remover grandes quantidades de material e ferramentas de acabamento para fazer cortes finos e precisos.
▪ Ferramentas de enfrentamento
As ferramentas de faceamento cortam perpendicularmente ao eixo de rotação, criando uma superfície plana e lisa na extremidade da peça de trabalho. Esta operação de faceamento é frequentemente realizada para preparar a peça para processos de usinagem subsequentes, como furação ou rosqueamento, ou para finalizar a extremidade de uma peça em dimensões precisas.
▪ Ferramentas de Corte (Corte)
As ferramentas de corte normalmente têm uma lâmina fina e reta com uma ponta afiada. Eles são normalmente usados para cortar o diâmetro de uma peça rotativa, separando uma parte do resto. Além de sua função principal, essas ferramentas também podem ser usadas para criar ranhuras na peça quando necessário.
▪ Ferramentas de chanframento
As ferramentas de chanframento são usadas para cortar uma borda chanfrada, normalmente em um ângulo de 45 graus, nas bordas de uma peça de trabalho. Esta operação é frequentemente realizada para remover arestas vivas por questões de segurança ou estética, para preparar a peça para usinagem adicional (como rosqueamento) ou para garantir o ajuste adequado durante a montagem.
▪ Ferramentas de rosqueamento
Ferramentas de corte de rosca são usadas em tornos para cortar roscas helicoidais. O ângulo da ponta da ferramenta determina o formato da rosca, como roscas em V ou roscas quadradas. Essas ferramentas são normalmente categorizadas em ferramentas de corte de rosca externas e internas. Ferramentas externas de corte de rosca cortam roscas na superfície externa de uma peça de trabalho, como parafusos ou cavilhas. Ferramentas de corte de rosca interna são usadas para criar roscas dentro de um furo, como visto em porcas ou furos roscados.
▪ Ferramentas para canais
As ferramentas de canal são projetadas para cortar canais estreitos na superfície de uma peça de trabalho. Essas ranhuras podem ser externas, para aplicações como ressaltos de eixo ou ranhuras para anéis de retenção, ou internas, dentro de um furo ou furo, para recursos como anéis elásticos internos. Além disso, ferramentas de canal podem ser usadas na face final de uma peça de trabalho para criar canais perpendiculares ao eixo de rotação, comumente para aplicações de vedação facial.
▪ Ferramentas serrilhadas
As ferramentas recartilhadas são outro tipo de ferramenta de corte de torno usada para criar um padrão texturizado na superfície da peça de trabalho, normalmente para melhorar a aderência ou para fins decorativos. Ao contrário de outras ferramentas de corte, as ferramentas serrilhadas não removem material. Em vez disso, eles usam pressão para imprimir padrões retos ou de diamante na superfície.
Ferramentas de corte adicionais
As ferramentas abaixo não são ferramentas de corte de torno tradicionais, mas são ferramentas compatíveis com torno que geralmente executam operações específicas em um torno:
▪ Ferramentas de perfuração
As ferramentas de perfuração criam furos ao longo do eixo central de uma peça rotativa. Uma broca é montada no contraponto do torno e inserida na peça de trabalho à medida que ela gira. A furação é muitas vezes o primeiro passo antes de operações de usinagem interna mais precisas, como mandrilamento ou rosqueamento.
▪ Ferramentas chatas
Ferramentas de mandrilamento são usadas para aumentar o tamanho de um furo existente na peça de trabalho. Essas ferramentas são normalmente projetadas como ferramentas de ponta única, com o objetivo principal de ampliar e corrigir o diâmetro do furo.
▪ Ferramentas de alargamento
O alargamento envolve o uso de uma ferramenta de múltiplas arestas para finalizar um furo pré-perfurado ou pré-perfurado, melhorando a precisão dimensional e o acabamento superficial. Os alargadores não alteram significativamente o tamanho do furo, mas o ajustam para maior precisão.
▪ Ferramentas de toque
Ao contrário das ferramentas de rosqueamento, as ferramentas de rosqueamento são usadas para cortar roscas internas diretamente em um furo pré-perfurado em uma única operação. Uma torneira cria roscas que permitem a inserção de parafusos ou porcas. É melhor para rosqueamento rápido e de alta produção de furos menores, onde a velocidade é mais importante que o controle preciso.
Suplementos importantes sobre materiais de ferramentas
As ferramentas de corte de torno são fabricadas com materiais muito semelhantes aos das ferramentas de fresa . Por exemplo, aço rápido (HSS), metal duro, cerâmica e nitreto cúbico de boro (CBN) são comumente usados. Esses materiais são amplamente aplicados em ferramentas de torneamento e fresamento devido à sua excelente dureza, resistência ao desgaste e resistência ao calor.
Notavelmente, as ferramentas diamantadas também são usadas no corte de torno. Isso ocorre principalmente porque o torneamento é um processo de corte contínuo e a alta dureza e resistência ao desgaste das ferramentas diamantadas são adequadas para esse tipo de operação. Por outro lado, o fresamento envolve cortes intermitentes com cargas de impacto mais altas, o que torna as condições de corte inadequadas para ferramentas diamantadas. Portanto, as ferramentas diamantadas são preferencialmente usadas em operações de torno, mas raramente em fresamento.
Componentes de uma ferramenta de corte de torno
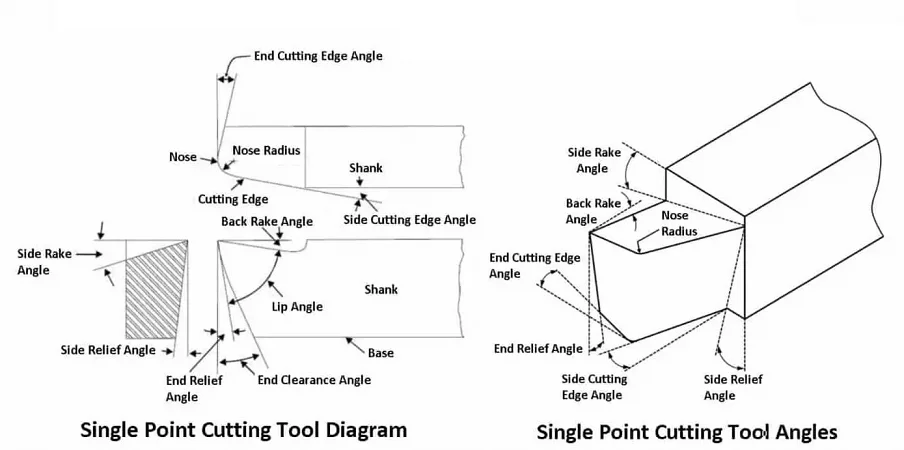
Embora existam muitos tipos diferentes de ferramentas de corte de torno, quase todas consistem em vários componentes principais, cada um influenciando a forma como a ferramenta interage com a peça durante o processo de corte. Agora, vamos pegar a ferramenta de corte de ponta única como exemplo para nos aprofundarmos nos detalhes desses elementos.
Haste: O corpo principal da ferramenta de corte que é preso no porta-ferramenta do torno. Ele fixa a ferramenta no lugar e transmite forças de corte, ao mesmo tempo que fornece suporte estrutural.
Landa de corte: A aresta de corte é a parte afiada da ferramenta que interage diretamente com a peça de trabalho para remover material por meio de ação de cisalhamento. Nas ferramentas de corte de ponta única, consiste na aresta de corte lateral e na aresta de corte final, formando o ponto principal de remoção de material. A aresta de corte pode ser parte integrante da ferramenta ou uma pastilha substituível feita de materiais como aço rápido (HSS), metal duro ou cerâmica, afetando o desempenho da ferramenta e a adequação para diferentes aplicações.
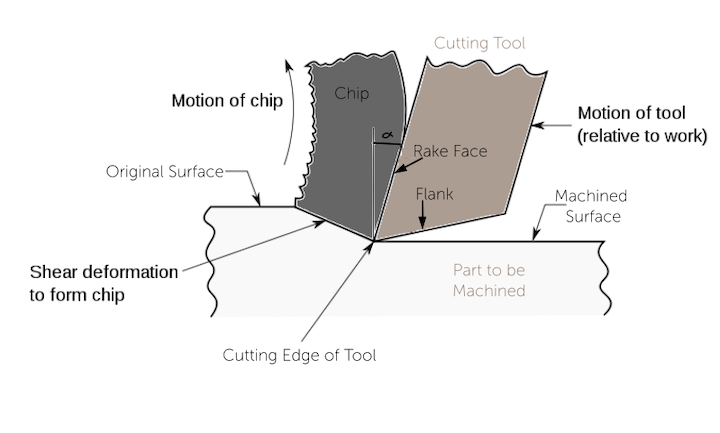
Face de saída: A face de saída é a superfície de uma ferramenta de corte que está em contato direto com o material que está sendo cortado. É responsável por guiar o cavaco para longe da peça durante a usinagem e desempenha um papel crítico na determinação da eficiência de corte, formação de cavacos e desgaste da ferramenta. O ângulo da face de saída, conhecido como ângulo de saída, pode afetar significativamente as forças de corte e a qualidade da superfície usinada.
Flanco: O flanco de uma ferramenta de corte é a superfície oposta à face de saída que fica voltada para a superfície recém-usinada e não faz contato direto com o material que está sendo cortado. É responsável por fornecer folga para evitar atrito entre a ferramenta e a peça, reduzindo assim o desgaste da ferramenta e garantindo um corte suave e sem interferências. O flanco tem dois componentes: o flanco lateral e o flanco final. O flanco lateral é adjacente à aresta de corte lateral, enquanto o flanco final é adjacente à aresta de corte final. O ângulo entre cada flanco e a peça de trabalho, conhecido como ângulo de alívio lateral e ângulo de alívio final respectivamente, ajuda a manter a folga adequada durante as operações de corte, evitando atrito e prolongando a vida útil da ferramenta.
Nariz da ferramenta: O nariz da ferramenta é a ponta arredondada onde a aresta de corte lateral e a aresta de corte final se encontram. O raio da ponta afeta o acabamento superficial e a resistência da aresta de corte, com um raio maior melhorando o acabamento, mas reduzindo a nitidez.
Ângulo de inclinação lateral: O ângulo de inclinação lateral é o ângulo entre a face de inclinação e um plano horizontal paralelo à superfície da peça de trabalho. Influencia como o cavaco flui para fora da zona de corte durante a usinagem. Um ângulo de saída lateral positivo reduz as forças de corte e ajuda a melhorar a remoção de cavacos, enquanto um ângulo de saída lateral negativo ou zero pode aumentar as forças de corte, mas pode fornecer maior resistência à aresta de corte.
Ângulo de inclinação posterior: O ângulo de inclinação posterior é o ângulo entre a face de inclinação e um plano horizontal paralelo à superfície da peça de trabalho, medido ao longo da aresta de corte principal. Afeta as forças de corte e o fluxo de cavacos, influenciando a facilidade com que a ferramenta pode cortar o material. Ajustar o ângulo de inclinação posterior é crucial para otimizar o desempenho da ferramenta com base no material que está sendo usinado.
Ângulo de relevo lateral: O ângulo de relevo lateral é o ângulo entre o flanco e um plano vertical perpendicular à superfície da peça de trabalho, medido ao longo da aresta de corte lateral da ferramenta. Fornece folga para evitar atrito e fricção entre a lateral da ferramenta e a peça de trabalho durante operações de corte lateral, garantindo um corte mais suave e desgaste reduzido da ferramenta. Um ângulo de alívio lateral ajustado corretamente ajuda a reduzir o desgaste da ferramenta, melhora o desempenho de corte e garante um acabamento suave na peça de trabalho. Se o ângulo for muito pequeno, poderá causar atrito, enquanto um ângulo muito grande pode enfraquecer a aresta de corte.
Ângulo de relevo final: Em contraste, o ângulo de relevo final é o ângulo entre o flanco e um plano perpendicular à superfície da peça de trabalho, medido ao longo da aresta de corte final da ferramenta. Este ângulo fornece folga para evitar atrito e fricção entre a extremidade da ferramenta e a peça de trabalho durante operações de corte final. Aumenta a eficiência de corte e melhora o acabamento superficial. Um ângulo de alívio final muito pequeno pode causar atrito e calor excessivos, enquanto um ângulo muito grande pode enfraquecer a aresta de corte.
Ângulo da aresta de corte final: O ângulo da aresta de corte final é o ângulo entre a aresta de corte final da ferramenta e uma linha perpendicular à superfície da peça de trabalho. Influencia a direção do fluxo de cavacos e as forças de corte. Um ângulo maior reduz as forças de corte e melhora o fluxo de cavacos, aumentando a vida útil da ferramenta, mas pode aumentar a deflexão. Um ângulo menor fortalece a aresta de corte, mas pode aumentar as forças de corte e o desgaste.
Ângulo da aresta de corte lateral: O ângulo da aresta de corte lateral é o ângulo entre a aresta de corte lateral da ferramenta e uma linha paralela à superfície da peça de trabalho. Influencia a direção da força de corte, a formação de cavacos, a resistência da ferramenta e o acabamento superficial. Um ângulo maior distribui a carga de corte, reduzindo as forças e melhorando o acabamento superficial, mas pode enfraquecer a aresta. Um ângulo menor concentra as forças de corte, aumentando potencialmente o desgaste, mas melhorando a remoção de material em alguns casos.
Dicas para selecionar a ferramenta de corte de torno certa
A seleção da ferramenta de corte de torno correta requer consideração cuidadosa de muitos fatores, como a operação de usinagem específica, a geometria da ferramenta, o material da ferramenta e da peça e as condições de corte. Aqui estão algumas dicas práticas para ajudá-lo a tomar uma decisão informada:
1. Alinhe a escolha da ferramenta com a operação do torno que você está executando. Por exemplo, ferramentas de torneamento são usadas para remover material ao longo do comprimento de uma peça; no entanto, eles não são adequados para operações de conformação. Outras considerações incluem a direção de corte.
2. Considere a peça de trabalho e o material da ferramenta. As propriedades mecânicas da peça, particularmente a sua dureza, influenciarão a seleção do material da ferramenta. Para materiais mais macios, como alumínio, ferramentas de aço rápido (HSS) podem ser suficientes. Para materiais mais duros, como aço inoxidável ou ligas endurecidas, ferramentas de metal duro ou cerâmica são mais apropriadas. O material da aresta de corte deve suportar as tensões mecânicas e as condições térmicas geradas durante a usinagem. Quando necessário, opte por revestimentos que melhorem a vida útil e o desempenho da ferramenta. Revestimentos como TiN (nitreto de titânio) ou TiAlN (nitreto de alumínio e titânio) podem fornecer maior dureza e resistência ao desgaste.
3. A geometria da ferramenta também desempenha um papel significativo. Os ângulos de inclinação e alívio devem ser adequados à operação e ao material da peça para minimizar o atrito e o desgaste, garantindo ao mesmo tempo a formação e evacuação adequada dos cavacos. Por exemplo, um ângulo de saída traseiro alto melhora o fluxo de cavacos em materiais mais macios, enquanto um ângulo mais neutro pode ser necessário para materiais mais duros para reduzir o desgaste da ferramenta.
4. A velocidade de corte, o avanço e a profundidade de corte também devem influenciar sua seleção. Ferramentas projetadas para aplicações de alta velocidade, como ferramentas de metal duro ou cerâmica, podem lidar com velocidades de corte mais rápidas sem degradação. Enquanto isso, se suas operações envolverem uma taxa de avanço mais lenta ou cortes superficiais, uma ferramenta com um raio de ponta menor ou um ângulo de saída mais alto poderá melhorar a qualidade do acabamento.
5. Por último, leve em consideração o custo e a vida útil da ferramenta. Embora ferramentas de alto desempenho, como metal duro e diamante, possam ser mais caras no início, sua durabilidade e capacidade de lidar com uma ampla variedade de materiais e condições de corte podem reduzir o tempo de inatividade e as trocas de ferramentas no longo prazo, tornando-as mais econômicas para uso em produção pesada. .
Conclusão
As ferramentas de corte do torno são indispensáveis para alcançar precisão e eficiência em diversas operações de usinagem. Compreender os diferentes tipos de ferramentas, seus componentes e como eles se alinham com operações específicas do torno permite uma melhor tomada de decisão na seleção de ferramentas. Quer você esteja torneando, faceando, rosqueando ou mandrilando, a ferramenta certa terá um impacto significativo na qualidade, velocidade e economia do seu projeto.
Na Chiggo, nossos engenheiros especializados estão aqui para ajudá-lo a selecionar as melhores ferramentas de torno para seu CNC projetos de torneamento. Desde protótipos rápidos até peças usinadas sob demanda, oferecemos soluções de alta qualidade adaptadas às suas necessidades. Basta fazer upload de seus arquivos CAD hoje para obter um orçamento instantâneo e uma análise DFM gratuita.