From everyday household items to high-performance industrial components, plastic fabrication contributes greatly to shaping the world around us. The diverse shapes and functions of these components are produced using a range of manufacturing processes, including injection molding, plastic extrusion, 3D printing, and more. What distinguishes these methods in plastic part production, and which one—or combination—is best suited for your project? Budget, part design, plastic material, and production volume are just some of the factors that come into play when choosing a plastic fabrication method. This article introduces 11 common plastic fabrication methods, explaining how they work, their benefits, limitations, and typical applications.
Injection Molding
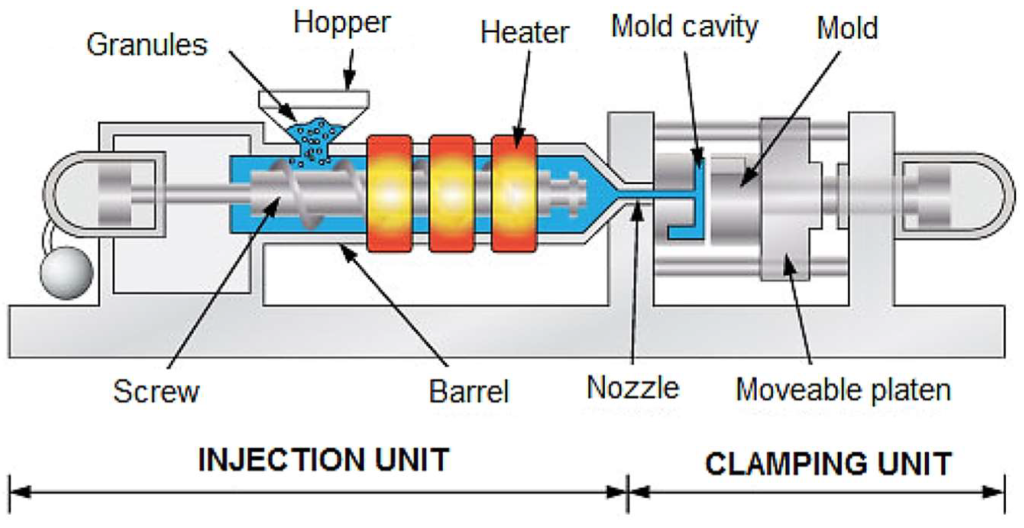
Injection molding is one of the most common plastic processing methods. It works by heating plastic pellets (primarily thermoplastic polymers, and some thermoset materials) and then injecting the molten material into a mold cavity using a high-pressure reciprocating screw system. Modern molds often incorporate integrated cooling channels, which accelerate the cooling process and ensure that the plastic solidifies uniformly and accurately captures the intricate details of the mold’s interior surfaces. After the plastic is cooled and solidified, the mold opens, and the solid part is ejected.
The molds for injection molding are typically made from hardened steel, which is designed to withstand high pressures and temperatures, as well as repeated use in mass production. Softer aluminum molds are a less expensive alternative but wear faster, therefore, they are typically used for more moderate production runs.
Injection molding can produce highly complex parts, but certain geometries—such as deep holes, complex features, or internal structures—will increase mold design and production costs. Following design for manufacturing (DFM) guidelines will help keep tooling costs manageable. Creating new molds for injection molding can take months to complete, and their costs can run into hundreds of thousands or more. Once the molds are in use, the cycle times for injection molding are very short, allowing for the production of large quantities of high-quality parts in a short period of time, with unit costs significantly lower than other manufacturing processes.
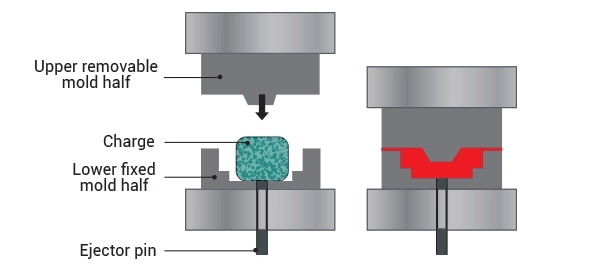
In compression molding, the raw material, typically a thermosetting polymer or elastomer such as silicone rubber, is preheated and placed into an open mold cavity. A hydraulic press then closes the mold, applying heat and pressure to force the material to conform to the cavity and cure into its final shape.
Compared to injection molding, compression molding has a simpler mold structure and lower manufacturing costs, making it suitable for low-to-medium production runs and large parts. Unlike injection molds, it requires no gates, runners, or overflow structures, maximizing material utilization and minimizing waste. Thermosetting plastics and certain composites undergo an irreversible curing reaction, giving them higher heat resistance and structural strength.
However, compression molding has a longer production cycle than injection molding, as the curing process takes more time. Additionally, maintaining consistency in the final product and managing flashing (excess material escaping from the mold) can be challenging, and much care needs to be taken in the preparation of the initial mold design.
Typical Applications:
Rubber components (gaskets, O-rings, and keypads).
Automotive parts (hoods, fenders, scoops, spoilers, and brake pads).
Composite material parts (fiberglass-reinforced plastics).
Blow Molding
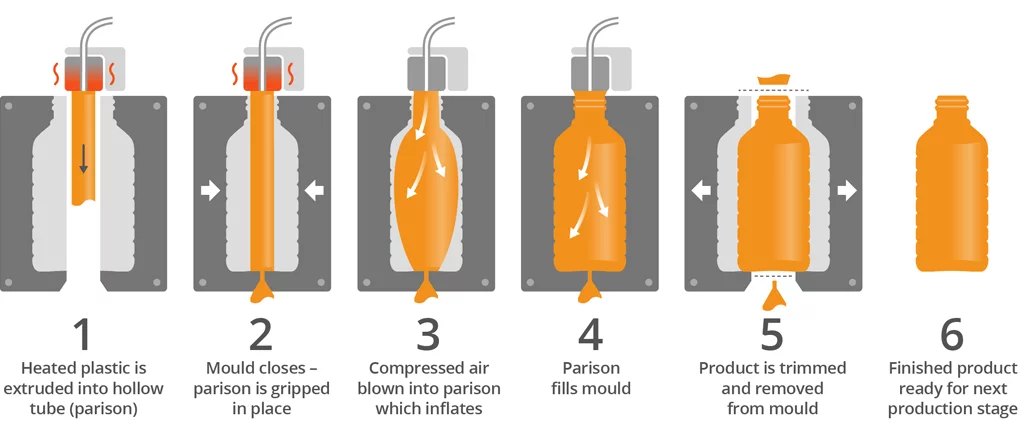
This method is used to produce hollow and thin-walled plastic parts by blowing air to inflate a softened plastic tube, called parison (a continuous, sleeve-like structure), or preform. As the compressed air enters the parison, it forces the molten thermoplastic tube to expand and take the shape of the inside of the mold. Once cooled, the formed plastic is ejected.
Like injection molding, blow molding can be fully automated, resulting in high production rates and low unit costs. But blow molding operates at far lower pressures than injection molding, reducing tooling costs. There are three primary types of blow molding:
Extrusion Blow Molding (EBM) is the most common method. In this process, a molten plastic tube (parison) is continuously extruded, clamped into a mold, and then inflated with compressed air. EBM supports large, complex hollow parts like fuel tanks and industrial containers and works with various thermoplastics. However, inconsistencies in wall thickness may occur. Flashing often forms at the mold joints, requiring post-trimming to remove excess material, which leads to higher material waste.
Injection Blow Molding (IBM) follows a two-step process, where a preform is first injection molded, then reheated and inflated in a blow mold. It offers high precision, uniform wall thickness, and a smooth finish, which is perfect for producing small, detailed parts.IBM produces less waste than EBM but is less efficient for large containers.
Injection Stretch Blow Molding (ISBM) adds a stretching step before blowing, aligning polymer chains to enhance strength, clarity, and barrier properties. This method is ideal for thin-walled, impact-resistant containers, though commonly applied to materials like PET and PP and requires more processing steps than other blow molding techniques.
Typical Applications:
Plastic bottles (beverage, shampoo, detergent).
Automotive components (fuel tanks, air ducts, fluid reservoirs).
Medical and industrial containers (sterile packaging, chemical storage, bulk liquid containers).
Rotational Molding
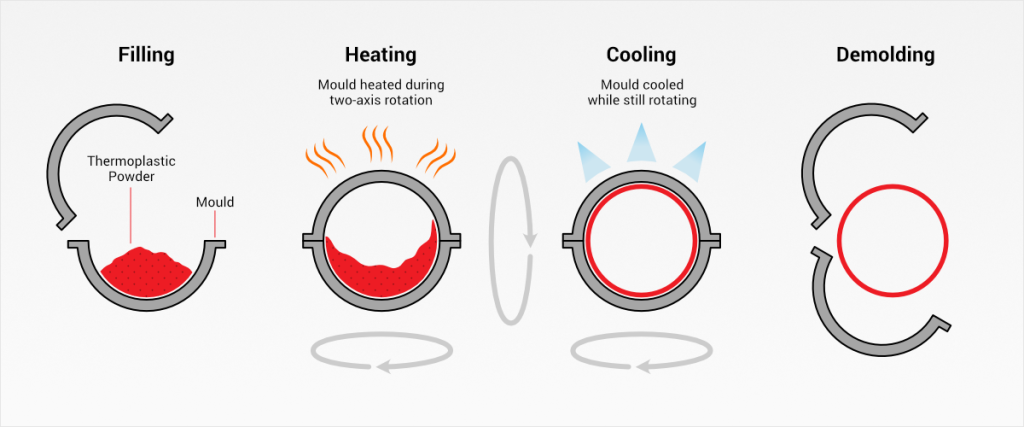
Rotational molding, or rotomolding, is another process used to produce hollow plastic parts, but it is quite different from blow molding. In rotational molding , the plastic powder or liquid resin is placed inside a hollow mold, which is then heated and rotated along two (or more) axes. This slow, continuous rotation ensures that the molten plastic evenly coats the entire interior of the mold, conforming to the shape of the cavity. Finally, the mold is slowly cooled, and the part is demolded, resulting in a hollow component with uniform wall thickness.
Rotational molding requires less expensive tooling than other molding techniques since it relies on centrifugal force rather than high pressure to shape the plastic. Molds can be fabricated, CNC-machined, cast, or formed from aluminum or epoxy, making them cost-effective and quicker to produce, especially for large, heavy-duty parts. Additionally, rotomolding supports the integration of prefinished components, such as metal inserts, internal pipes, and reinforcing structures, directly into the mold.
This process is an excellent choice for short-run production, or as an alternative to blow molding for lower-volume applications. However, it has some design limitations. Finished parts typically have looser tolerances, and the long heating and cooling cycles make the process slow and labor-intensive, reducing its efficiency for high-volume manufacturing.
Heavy-duty containers (industrial bins, large plastic containers).
Vacuum Casting
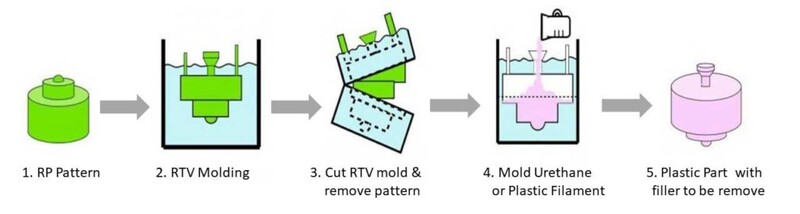
Vacuum casting, also called urethane casting, is a soft tooling technique that uses silicone molds for casting polyurethane plastics and elastomers. It is often used for high-quality rapid prototypes or small-scale production runs, as it can be faster and less expensive than methods like injection molding.
The process begins with creating a high-precision master model using techniques like CNC machining or 3D printing. This model is then placed in a casting box and fully encapsulated with liquid silicone. The entire assembly is transferred to a preheated oven and cured at 40°, typically for 8–16 hours. After curing, the hardened silicone mold is cut open and separated from the master model, exposing the negative cavity for subsequent vacuum casting.
Next, the silicone mold is placed in a vacuum chamber, and liquid resin—often mixed with pigments or metallic powders for aesthetic or functional properties—is poured into the mold. The vacuum removes air bubbles, ensuring a flawless, detailed finish. The resin is then cured in an oven at high temperatures, after which the silicone mold is opened to remove the solidified part.
Compared to metallic molds, which are expensive and time-consuming to produce, silicone molds are quicker and more economical. However, silicone molds have a finite lifespan, typically allowing for 20-30 casts, making the process unsuitable for mass production. Also, silicone molds are restricted to thermoset polyurethane and similar formulations, as they cannot withstand high temperatures or heavy-load applications. Additionally, the quality of the final part heavily relies on the precision and finish of the master model.
Typical Applications:
Prototyping (functional prototypes for design validation and testing).
Low-volume production (small batches of parts for niche markets or pre-production runs).
Aesthetic and functional parts (consumer electronics, custom enclosures and casings, and medical devices).
Plastic CNC Machining
Plastic CNC (Computer Numerical Control) machining is a subtractive manufacturing process that uses computer-controlled tools to precisely cut, mill, turn, or drill solid plastic blocks into desired shapes. It supports a wide range of plastics, such as ABS, Nylon, PE, and PP, and can produce complex geometries like deep holes and undercuts. Unlike molding methods, CNC machining is better suited for thick-walled parts and can achieve tight tolerances (±0.005″) and smooth surface finishes without the need for molds.
CNC machining is preferred for low-to-medium volume production, prototyping, and custom parts, offering flexibility and precision. However, it generates more material waste than molding. The cost per part increases with complexity, as features like undercuts, multi-face geometries, and internal channels require additional machining time and tool access considerations. Certain geometries, such as curved internal channels, are difficult or impossible to produce with conventional subtractive methods.
Typical Applications:
Lightweight aerospace components (brackets and housings).
Automotive parts (custom fittings, sensor mounts, and interior parts).
Medical devices (surgical tools, housings, and diagnostic equipment).
Industrial parts (gears, seals, and custom machinery components).
3D Printing
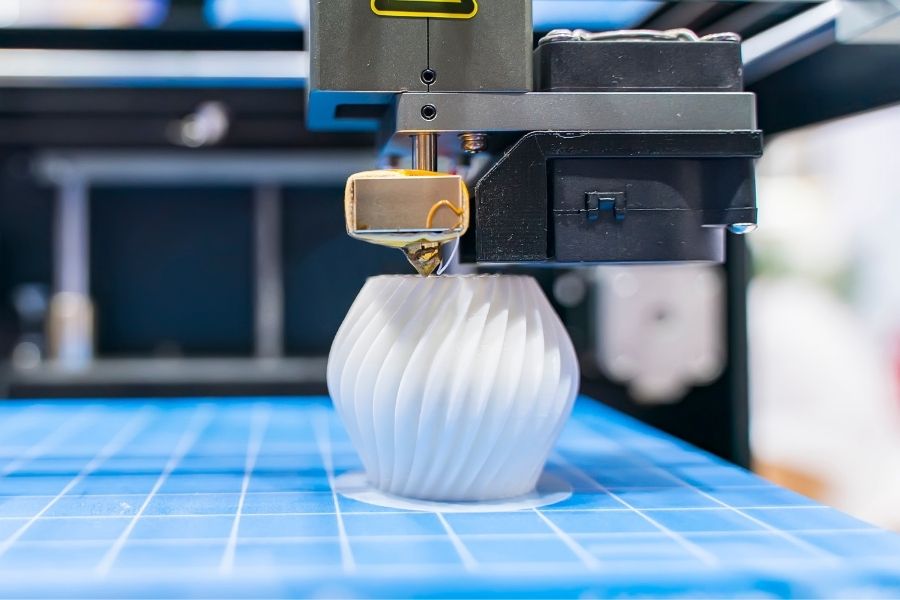
3D printing, or additive manufacturing, builds plastic parts layer by layer from digital models. Unlike subtractive manufacturing, which removes material to shape an object, 3D printing adds material precisely where needed. As 3D printers require no tooling and minimal setup time for new designs, the production cost for single or small-batch custom parts is relatively lower compared to traditional manufacturing methods such as injection molding or CNC machining.
However, 3D printing is generally slower in production speed and often requires more manual intervention in operations and post-processing than mass production manufacturing processes. Moreover, the final parts may have lower mechanical strength depending on the 3D printing technology used. Let’s check the three primary types of 3D printing:
Fused Deposition Modeling (FDM): The most common and affordable 3D printing method. It uses a heated nozzle to extrude thermoplastic filament along predefined paths to deposit material layer by layer. Once a layer cools, the next layer is added on top, gradually forming the final object. This process is widely accessible but prone to visible layer lines and weaker interlayer adhesion, which can affect surface quality and part strength. It struggles with overhangs and intricate details, often requiring support structures to prevent sagging and post-processing to achieve a polished finish.
Stereolithography (SLA): Uses a UV laser to cure liquid photopolymer resin into successive layers, producing parts with ultra-smooth surfaces and fine details. SLA provides greater accuracy and stronger material properties than FDM, especially in engineering plastics. However, it is more expensive due to specialized resins and equipment, and SLA parts can be brittle, often requiring post-curing for full strength.
Selective Laser Sintering (SLS): Uses a high-powered laser to fuse powdered plastic (such as nylon or TPU) into solid layers, creating a durable and highly functional part. The process does not require support structures, as the surrounding unsintered powder acts as a natural support, which enables interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts offer good mechanical strength but tend to have a slightly grainy surface texture.
Typical Applications:
Product testing and development (rapid prototyping and concept models).
Low-volume, complex-shaped plastic parts (aerospace, automotive, and consumer electronics where customization and lightweight structures are needed).
Custom medical implants and prosthetics (dental aligners, orthopedic implants, and prosthetic limbs).
Plastic Extrusion
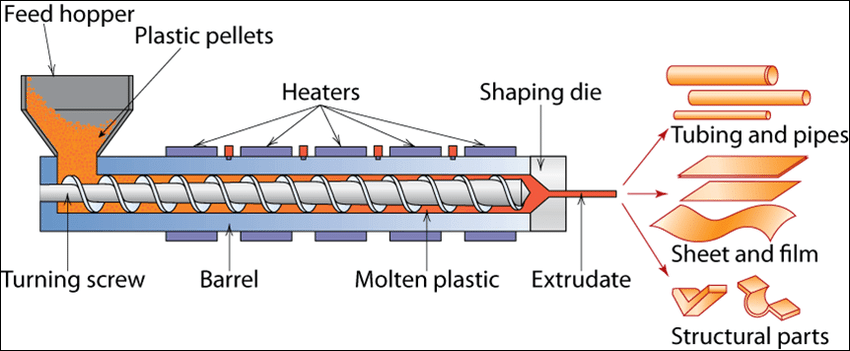
Plastic extrusion is a continuous process in which thermoplastic pellets are fed into a heated barrel, melted, and homogenized by a rotating screw. The molten plastic is then forced through a die to create a continuous profile with a specific cross-sectional shape. After exiting the die, the extruded material is cooled—either via air or water—and cut to the desired length. Variants of the process, like blown film extrusion and tubing extrusion, expand its versatility.
This method is efficient for producing uniform cross-section plastic products in large quantities. These products are highly consistent in properties, dimensions, tolerances, and surface finishes. However, it cannot produce complex three-dimensional geometries.
Typical Applications:
Pipes and profiles (plastic pipes, window frames, and railings).
Sheets and films (packaging films, plastic sheets, and agricultural wraps).
Electrical cable insulation (protective coatings for wires and cables in electrical systems).
Other products (flooring, industrial sheets, and shoe soles).
Plastic Pultrusion
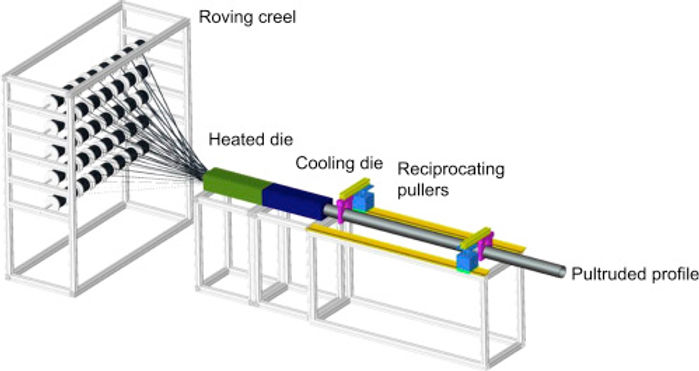
Plastic pultrusion is a variant of plastic extrusion in which the material is pulled through a die rather than pushed. During the process, reinforcing fibers—such as glass, carbon, or aramid—are pulled through a tank of plastic resin to ensure full impregnation. The resin-coated fibers are then drawn through a heated die, where curing transforms them into a rigid, high-strength profile, which is subsequently cut to the desired length.
This method is primarily used to produce fiber-reinforced plastic (FRP) composite profiles with a constant cross-section. These parts have excellent corrosion resistance, weatherability, and mechanical strength.
Typical Applications:
Infrastructure and industrial structures (beams and rods for bridges, platforms, and frameworks).
Safety and access equipment (fiberglass-reinforced ladders and gratings).
Construction and architectural components (support profiles and protective enclosures).
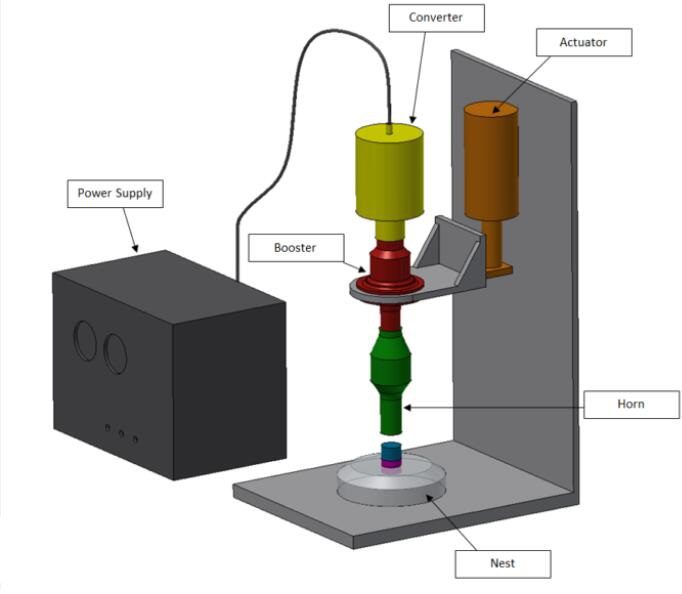
Plastic Welding
Plastic welding is a fabrication technique used to join plastic parts by applying heat and pressure. There are distinct methods of plastic welding, including ultrasonic, induction, hot platen, and vibration welding. Each method employs a different energy source—such as high-frequency vibrations, electromagnetic induction, or direct conduction from a heated surface—to melt the plastic at the joint. As the melted surfaces cool, they fuse together, forming strong, seamless bonds without the need for adhesives. However, plastic welding is only applicable to compatible plastics and often requires specialized equipment.
Typical Applications:
Automotive (bumper assemblies, fuel tanks, and air ducts).
Medical (medical devices and packaging).
Industrial ( plastic tanks and containers).
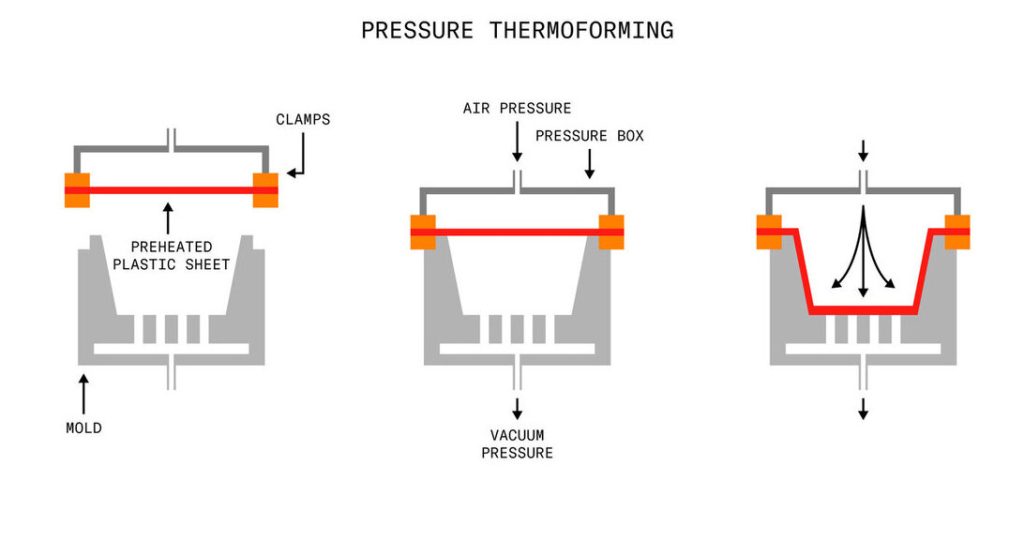
Thermoforming
Thermoforming is generally classified as vacuum forming and pressure forming. It uses a machine to heat a plastic sheet until it becomes pliable. The plastic sheet is then stretched over a mold using vacuum, pressure or both. Once shaped, the plastic is cooled and trimmed to create the final product.
Thermoforming is primarily used with thermoplastic materials, such as ABS, HIPS, PVC, and PETG. The molds used in thermoforming are typically made from aluminum or composite materials, which are significantly less expensive and faster to manufacture than injection molds. With shorter cycle times and high production efficiency, thermoforming is suitable for producing a certain quantity of products in a short period and is also well-suited for medium-to-high volume production.
This process is particularly suitable for large, thin-walled plastic products, such as packaging containers, food trays, and appliance housings. However, the precision of thermoformed products is generally lower than that of injection molding or blow molding, with larger wall thickness tolerances. It also does not perform as well as vacuum casting for complex or fine design details.
Typical Applications:
Packaging (blister packs, clamshells, and food trays).
Automotive (interior panels, dashboards, and door liners).
Consumer electronics and home appliances (electronic housings, display panels, and appliance casings).
Medical (sterile packaging and equipment covers).
Conclusion
After reading this post, we hope you now have a better understanding of various plastic fabrication methods and their characteristics. A well-informed choice of fabrication technique ensures efficiency, quality, and cost-effectiveness. Moreover, it’s important to choose a reliable plastic fabricator. Chiggo is a plastic fabrication expert providing prototyping and low- to high-volume production. Partner with us to ensure your design, material, and production goals are perfectly aligned.