Pipe threads are screw threads designed specifically for joining pipes and fittings.They allow pipes to be screwed together to form a tight, pressure-resistant seal for fluids or gases. There are two basic types of pipe threads:
Tapered threads gradually decrease in diameter, creating a cone-like shape.
Parallel (straight) threads maintain a constant diameter along their length.
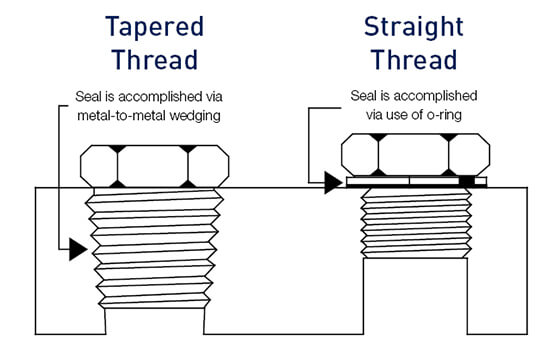
Tapered pipe threads are especially important for achieving leak-tight joints. When a male and female tapered thread are tightened, they wedge into each other and form a compressed fit. This tapered wedging creates a seal and a strong mechanical hold. However, even well-machined metal threads have small gaps, so a sealant (like plumber’s PTFE tape or pipe dope) is typically applied on the threads to fill any voids and ensure a completely leak-free connection.
Parallel (straight) pipe threads, on the other hand, do not provide a seal by themselves; they screw together without wedging. Straight threads are usually sealed with a flat washer, O-ring, or gasket at a flange to prevent leaks. Both types of threads are common, but the choice depends on the application’s sealing needs. For example, a garden hose uses a straight thread with a rubber washer to seal, while a steel plumbing pipe uses a tapered thread with tape.
What Is Tap Drill Chart?
A tap drill chart is a table that tells you which drill bit to use before tapping threads. Drill the hole too large and the threads will be shallow and prone to leakage; drill too small and the tap may bind or even break when cutting overly deep threads. Following the chart gives you an optimal thread engagement, typically around 75%, which balances strength with ease of tapping. In other words, about three quarters of the full thread height is formed, producing a strong hold without excessive torque during tapping.In the next section we will focus on North America’s most common pipe thread standard: NPT, and provide a comprehensive tap drill chart for NPT pipe taps.
Understanding NPT (National Pipe Taper) Threads
NPT stands for National Pipe Taper thread. It is the standard tapered pipe thread used in the United States and Canada for plumbing, air hoses, fuel lines, and many other applications. If you’ve ever wrapped PTFE (Teflon) tape around a pipe or fitting, chances are you’ve used an NPT thread. These threads taper at a ratio of 1:16, meaning the diameter increases by 1 inch for every 16 inches of length (about 0.75 inches per foot). This corresponds to a 1.79° half-angle relative to the pipe’s centerline. That may seem slight, but it’s enough to ensure that as a male NPT fitting is screwed into a female port, the threads wedge tighter the further they go, creating a self-sealing interference fit.
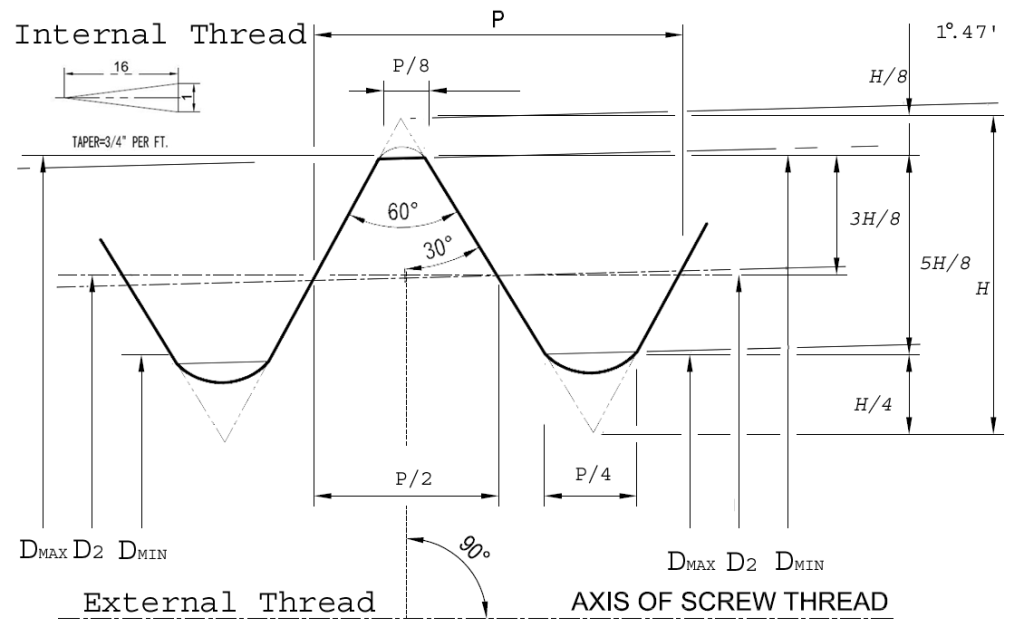
NPT uses the same 60° thread profile as standard U.S. screws but features flattened crests and roots for added strength. All critical dimensions and tolerances, including threads per inch (TPI), pitch diameter limits and thread engagement length, are defined in ANSI/ASME B1.20.1. Pipe sizes are named by nominal inside diameter (e.g., ½″ or ¾″), but that number doesn’t reflect the actual outside diameter. For example, a ¾″ NPT pipe measures about 1.050″ OD. Moreover, because standards like BSPT and NPS share nominal sizes but use different pitches or thread forms, you must specify both the nominal size (to match the OD) and the TPI (to match the thread pitch) to select the correct tap or fitting.
To give an official sense of NPT geometry, take the ½″ NPT thread as an example: it has 14 TPI and a 1 in 16 taper. The thread form is a flattened 60° “V” with a cone half-angle of precisely 1° 47′ 24″ (1.7899°) from the centerline—applied equally to both male and female threads. When you hand-tighten a fitting, about 3–4 threads (the “L1 gauge length”) engage on small sizes; using a wrench then adds another 1.5–3 threads of “wrench makeup” to complete the seal.
You’ll often see shop shorthand such as “MIP/FIP” or “MNPT/FNPT” (Male/Female Iron Pipe or NPT) to distinguish external versus internal threads—officially, ANSI simply calls them external or internal NPT, but the nicknames make it quick to identify which is which on the shop floor.
How NPT Threads Work
Because both the male and female threads are tapered, tightening them creates a wedging effect. The thread flanks squeeze against each other, forming a joint that is mechanically strong and very tight. You’ll notice a properly tightened NPT joint feels snug after just a few turns—that’s the taper doing its job. NPT threads aren’t completely leak-proof on their own, though. A tiny spiral gap remains between the threads and can leak if you don’t use sealant. That’s why installers wrap the male threads in PTFE tape or brush on liquid/paste sealant before assembly: it lubricates the threads and fills micro-gaps, ensuring a gas- or water-tight seal. In fuel-gas or hydraulic systems, where shredded tape can clog valves, technicians often prefer a paste sealant.
Applications of NPT Threads
NPT threads are everywhere in everyday and industrial settings. Residential water and gas plumbing relies on NPT fittings for reliable leak resistance. Pneumatic tools and air compressors use NPT connectors on hoses, valves, and quick-connect couplers. In automotive and heavy machinery, NPT fittings serve sensors (like oil-pressure senders) and fluid lines (brake or coolant systems), prized for their simplicity and the huge range of off-the-shelf parts. Because ANSI-compliant taps, dies, and fittings all follow the same spec, you can mix brands without worry. This universal compatibility has made NPT the go-to pipe thread in North America.
NPT Tap Drill Chart
When creating an internal NPT thread in a hole (for instance, tapping a pipe fitting or a hole in a tank for an NPT plug), you must first drill an appropriate size hole. Because NPT threads are tapered, the drilled hole is typically a bit smaller than the largest diameter of the tap to allow the tap to cut the taper as it advances. Below is a comprehensive NPT tap drill chart for common pipe sizes:
Nominal Pipe Size (in.)
Threads per Inch (TPI)
Tap Drill (in.)
Tap Drill (mm)
Thread Engagement (%)
1/16
27
0.242
6.15
~75%
1/8
27
0.332
8.43
~75%
1/4
18
0.4375 (7/16″)
11.11
~75%
3/8
18
0.5625 (9/16″)
14.29
~75%
1/2
14
0.7031 (45/64″)
17.86
~75%
3/4
14
0.9063 (29/32″)
23.02
~75%
1
11 ½
1.1406 (1-9/64″)
28.97
~75%
1¼
11 ½
1.4844 (1-31/64″)
37.70
~75%
1½
11 ½
1.7188 (1-23/32″)
43.66
~75%
2
11 ½
2.2188 (2-7/32″)
56.36
~75%
2½
8
2.6250 (2-5/8″)
66.67
~75%
3
8
3.2500 (3-1/4″)
82.55
~75%
3½
8
3.7500 (3-3/4″)
95.25
~75%
4
8
4.2500 (4-1/4″)
107.95
~75%
Note:
Tap drill sizes listed above assume direct tapping without reaming. Thread engagement (%) indicates the percentage of full thread depth achieved—about 75% is typical for pipe threads, balancing joint strength and tapping torque. Drill sizes in parentheses are standard letter-or-fractional bit or reamer sizes (e.g., 1/8-27 NPT uses a letter Q drill, 0.332″).
Pipe taps are tapered, so you must tap deep enough to form the correct thread taper. Manufacturers often specify the required number of engaged threads, or you can verify with an NPT plug gauge. Back off regularly to clear chips and use cutting fluid when tapping metals—pipe taps remove a significant amount of material due to their large diameter and taper.
If a taper reamer is available, you can first ream the drilled hole with a 1:16 taper reamer before tapping. This reduces tapping torque and can slightly increase thread engagement at the hole’s end. However, most field and DIY applications use the straight-drill-and-tap method shown above, which provides a sufficiently tight joint.
Comparing NPT to Other Thread Types
NPTF (National Pipe Taper Fuel)
This is a dry-seal tapered pipe thread, often called Dryseal NPT or pipe thread fuel. It has the same taper (1:16) and thread pitch as standard NPT, and also a 60° thread angle. The key difference is in the thread’s crest and root design : NPTF threads have zero clearance at the crest and root, creating an interference fit that seals metal-to-metal without any sealant. This makes NPTF ideal for ultra-leak-sensitive applications—where even a tiny leak or sealant contamination is unacceptable. Although NPTF and NPT share dimensions and will physically fit together, only mating NPTF male and female produce the dry seal. NPTF is defined by ANSI/ASME B1.20.3, while standard NPT uses B1.20.1.
Typical uses: high-pressure hydraulic systems; fuel systems; and other fluid-power applications (for example, brake-system components or fuel-rail fittings).
NPS (National Pipe Straight)
This thread standard has the same thread angle, shape, and pitch as the corresponding NPT size, but it is straight (parallel) rather than tapered. While an NPS thread will screw onto an NPT fitting of the same size and TPI, its lack of taper prevents a wedging seal and it is likely to leak. NPS threads are used for mechanical connections or where sealing is provided by a separate element such as an O-ring or gasket.
Typical uses: electrical conduit threads (often called NPSM), fire-hose couplings or large-diameter water-pipe unions, and gas lantern or old-style plumbing unions where a sealing washer or gasket creates the seal.
BSP Threads (BSPT & BSPP – British Standard Pipe)
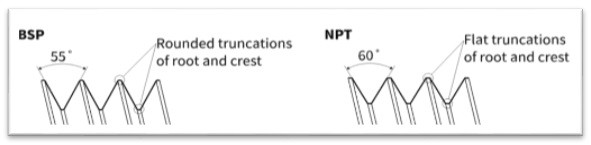
This pipe thread system is commonly used in the UK, Europe, Asia, and many regions outside North America. It comes in two standards: BSPT (British Standard Pipe Taper) and BSPP (British Standard Pipe Parallel). BSPT is a tapered thread intended to form a pressure-tight joint by wedging, similar in concept to NPT, but it uses a 55° thread angle (Whitworth form) with rounded crests and roots instead of NPT’s 60° flattened profile. Thread pitch per nominal size also differs from NPT, so BSPT and NPT fittings are incompatible and will not seal properly or thread together more than a turn or two. BSPP threads are straight (parallel) and do not seal on their own; they rely on a bonded washer or O-ring at a port face (for example, “G” threads on valves or cylinders use an O-ring under a shoulder). The BSP standards are defined by ISO 7-1 (tapered pipe threads) and ISO 228-1 (parallel pipe threads). In practice, fittings labeled “BSP” or “G thread” require matching BSP threaded parts or an adapter to mate with NPT.
Typical uses: European plumbing; pneumatic and hydraulic systems with BSPT threads (for example, air compressor couplers); and hydraulic component ports with BSPP threads (for example, G1/4 and G1/2 cylinder fittings with O-ring seals).
Below is a concise comparison of NPT, NPTF, NPS, BSPT and BSPP:
Thread Type
Taper vs. Parallel
Thread Angle
Seal Method
Standard
Typical Uses
NPT
Tapered
60°
Metal‐to‐metal wedge + sealant
ANSI/ASME B1.20.1
General plumbing, pneumatics, fuel lines, hydraulic fittings
Hydraulic component ports (G-threads), general fittings
NPT & NPS Tap Drill Chart
For quick reference, the following table lists the recommended drill sizes for direct tapping of both tapered pipe threads (NPT & NPTF) and straight pipe threads (NPS & NPSF) without reaming: