金属スプーンについて考えてください。ハンドルを軽く押すと、少し曲がりますが、手放すとすぐに戻ってきます。ただし、より強く押すと、スプーンが永続的な曲がり角になります。その時点で、あなたはスプーンの降伏強度を通り過ぎました。この記事では、降伏強度の意味、引張強度や弾性限界などの関連するアイデアとどのように比較されるか、そしてそれが現実の世界で重要な理由を探ります。また、降伏強度と一般的な材料の典型的な値に影響を与える要因についても見ていきます。
降伏強度とは
降伏強度は、材料が永続的に変形し始める応力レベルです。簡単に言えば、それは素材が跳ね返り(弾性挙動)を止め、完全に逆転しない方法で曲げまたは伸びを開始するポイントです。降伏強度の下で、力を除去すると、材料は元の形状に戻ります(その長さに戻るスプリングのように)。降伏強度を超えて、材料は永遠に変化します。
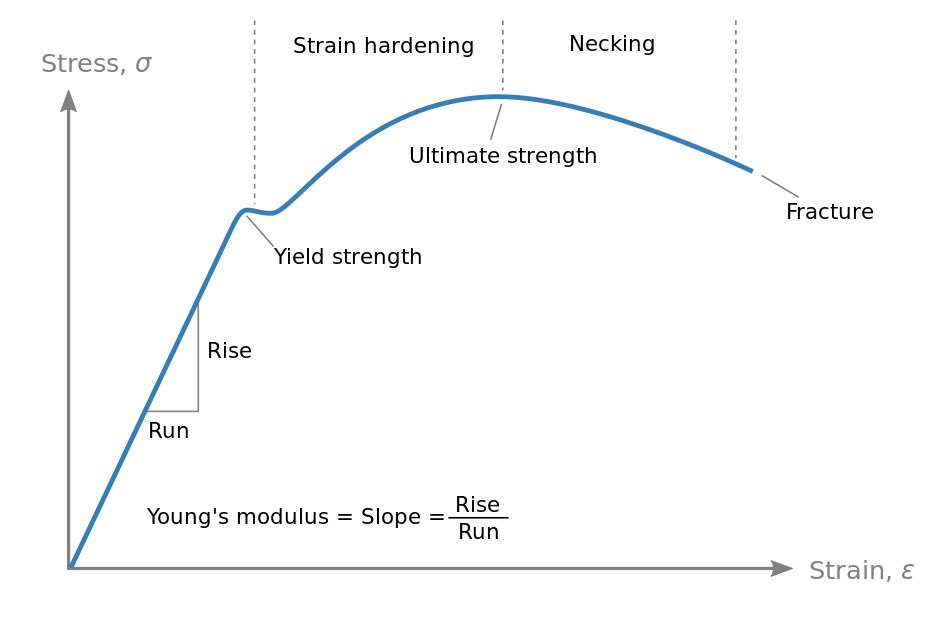
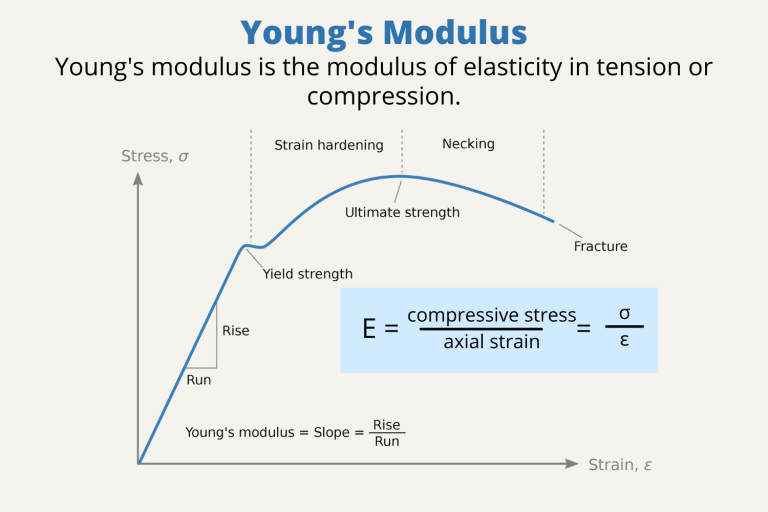
これをよりよく理解するために、ストレスと緊張という2つの重要な用語を分解しましょう。ストレスは、断面領域で割った材料、または単に材料内の力の強度に加えられる力です。あなたはそれを圧力と考えることができますが、ストレスは外部のプッシュではなく内部反応を説明します。ひずみとは、長さの変化を元の長さで割ったように計算される材料の変化の形状です。ひずみに対するストレスをプロットすると、aが取得されますストレス - ひずみ曲線これは、負荷が増加するにつれて材料がどのように動作するかを示しています。

ストレス - ひずみ曲線の初期の部分では、材料は弾力的に振る舞います。ストレスとひずみは比例し(フックの法則の下で直線)、荷重が除去されると材料は元の形状に戻ります。この領域の終わりは弾性限界です。降伏強度は、この移行を弾性の挙動からプラスチックの挙動に示し、可逆的な変形と不可逆的な変形の境界を定義します。
軟鋼のような多くの延性金属の場合、この移行は鋭いものではなく徐々にです。降伏強度を一貫して定義するために、エンジニアはしばしば0.2%のオフセット方法を使用します。それらは、曲線の弾性部分に平行なラインを描画しますが、0.2%のひずみによってシフトします。この線と交差する点は、曲線と交差する点が降伏強度としてとられます。これは、明確な降伏点が存在しない場合でも、降伏強度を測定するための実用的で標準化された方法を提供します。
降伏強度と引張強度
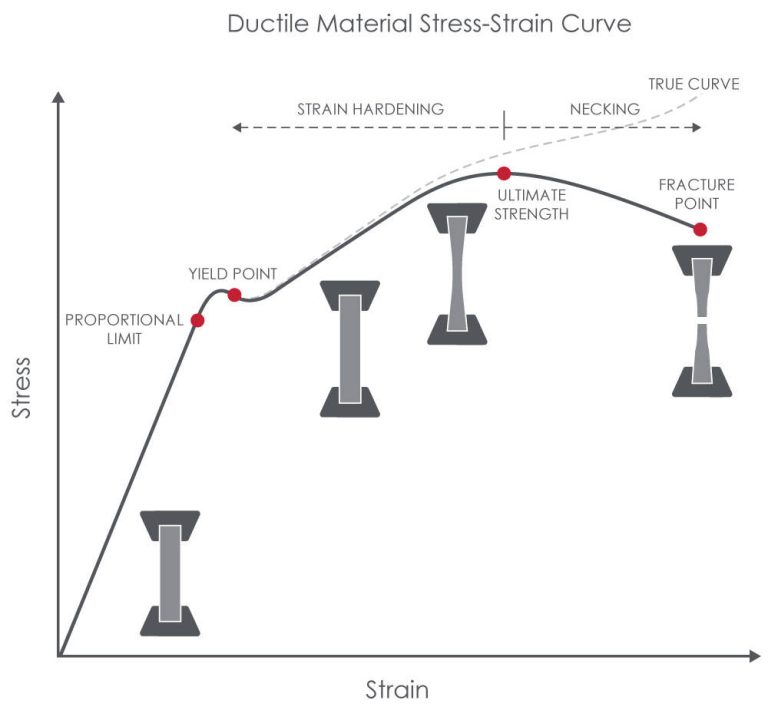
定義したように、降伏強度は、材料が永続的に変形し始めるストレスです。しばしば究極の引張強度(UTS)と呼ばれる引張強度は、材料が壊れる前に耐えることができる最大応力です。その点に達すると、材料は追加の負荷を運ぶことができなくなり、すぐに骨折が続きます。
どちらも材料がストレスにどのように反応するかを説明しますが、それらは異なる限界を表しています。降伏強度は永久変形の開始を示しますが、引張強度は限界点を示します。たとえば、スチールロッドを引っ張ると、最初に伸長します。降伏強度を通り過ぎると、永続的な伸びが必要です。張力強度に達するまで続けてください。そうすれば、ロッドは最終的にスナップします。
実用的な設計では、エンジニアは、コンポーネントが持続的な損傷をせずに機能的なままでなければならないため、降伏強度に重点を置いています。引張強度は依然として重要ですが、通常、使用中には決して発生しない故障条件を示します。
引張強度に加えて、降伏強度は、しばしば他の2つの概念と混同されます。
弾性制限:弾性制限は、荷重が除去されると、元の形状に完全に戻っている間に材料が取ることができる最大応力です。この制限以下では、すべての変形は弾力性があり、可逆的です。多くの場合、弾性限界は降伏強度に非常に近いため、2つは同じように扱われます。弾性制限は正確な物理的境界を示しますが、降伏強度は一貫して測定して安全な設計に使用できる標準化されたエンジニアリング値を提供します。
比例制限:この用語は、応力 - 伸縮曲線の線形部分に由来します。比例制限は、フックの法則に従って、ストレスと緊張が直接的な割合で増加するポイントです。通常、弾性制限と降伏強度の両方の前に発生します。この点を超えて、曲線は曲がり始めます。関係はもはや完全に線形ではありませんが、材料はまだ弾力性があります。
降伏強度に影響を与える要因
降伏強度は固定されたままではありません。いくつかの材料と環境要因に応じて変化する可能性があります。ここに最も一般的なものがあります:
材料組成(合金要素)
金属の構成は、その降伏強度に大きな影響を与えます。金属では、合金要素を追加すると、それらを強くすることができます。たとえば、炭素、マンガン、クロムなどの元素が添加されると、鋼は強度を獲得しますが、炭素が多い場合も脆弱になります。アルミニウム合金は、銅、マグネシウム、亜鉛などの元素から強度を得ます。これらの追加により、金属内に脱臼の動きをブロックする小さな障害物(プラスチック変形の原子レベルのキャリア)が生じ、降伏強度が高まります。簡単に言えば、金属の「レシピ」により、曲がりが難しくなり、簡単になります。そのため、ソーダ缶のアルミニウムは柔らかく柔軟であり、航空機の翼のアルミニウムは他の金属と混合しているため、降伏強度がはるかに高くなっています。
粒サイズ(微細構造)
一般に、穀物が小さいことはより高い強度を意味し、ホールとペッチの関係によって記述されている傾向です。その理由は、穀物の境界が転位運動の障壁として機能するため、より細かい粒子はより多くの障害物を生み出し、金属をより強くすることです。冶金学者は、制御された固化または熱機械処理を通じて穀物のサイズを改良します。たとえば、多くの高強度の鋼と超合金は非常に細かい穀物で設計されており、非常に大きな穀物を持つ金属がより簡単に収量する傾向があります。
熱処理
金属の加熱と冷却の方法は、その構造を変えることができ、したがってその降伏強度を変えることができます。アニーリング(遅い加熱と冷却)金属を柔らかくし、降伏強度を低下させ、内部応力を緩和することにより延性を引き出します。消光(水または油の急速な冷却)は、構造を硬くてストレスのある状態にロックし、降伏強度を大幅に増加させますが、金属を脆くします。バランスを回復するために、クエンチングの後に続くことがよくあります気性、タフネスを改善する中程度の再加熱ステップ。
適切な熱処理を選択することにより、メーカーはアプリケーションに応じて金属をより硬く、または柔らかくすることができます。たとえば、スプリングスチールは高降伏強度を達成するために処理されるため、変形せずに曲げることができますが、スチールワイヤーは最初にアニールされ、簡単な形をしてから後で強化します。
製造プロセス(コールドワーク)
材料が機械的にどのように処理されるかは、降伏強度を変えることもできます。コールドワーク(コールドローリングやコールドドローイングなど、室温で金属を変形させる)は、作業硬化と呼ばれるメカニズムを介して降伏強度を高めます。金属を卑劣に変形させると、その結晶構造に転位と絡み合いを導入します。これが、コールドロールスチールが通常、ホットロールされた(作業中ではない)状態で同じスチールよりも高い降伏強度を持っている理由です。
温度と環境
経験則として、ほとんどの金属は高温で降伏強度を失います。熱は金属を柔らかくするので、力を少なくして変形させることができます。非常に低い温度では、一部の材料はより脆くなります。粗末に変形する能力は減少するため、降伏応力は技術的な意味で増加する可能性がありますが、収量よりも骨折する可能性が高くなります。
腐食や放射線などの環境要因も材料を分解する可能性があります。腐食はピットを作成したり、断面積を減らしたりし、収量する前に構造が処理できる荷重を効果的に削減します。たとえば、錆びた鋼鉄の梁は、腐食されていない荷物よりも低い負荷の下で生成される可能性があります。これは、その有効厚さが減少し、錆からマイクロクラックがストレスを集中させる可能性があるためです。
異なる材料の降伏強度
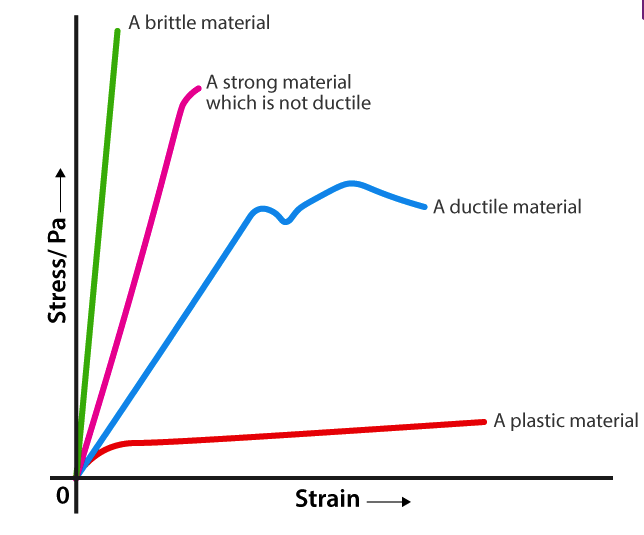
ストレス - ひずみ曲線は、異なる材料が荷重にどのように反応するかを比較する簡単な方法を提供します。上の図では、4つの典型的な動作を見ることができます。応力が増加するにつれてそれぞれが異なって反応し、その降伏強度はそれらの違いを反映します。
- 脆性材料:ガラスやセラミックなどの脆性材料は、塑性変形がほとんどありません。彼らは突然骨折するまでほぼ直線に従います。彼らの降伏強度は、彼らが実際に「収量」していないからです。
- 強いが延性材料ではない:高強度鋼などの一部の材料は、高いストレスに耐えることができますが、延性が限られていることを示します。彼らは高降伏強度を持っています。つまり、永続的な変形によく抵抗しますが、壊れる前にあまり伸びません。
- 延性材料:軟鋼やアルミニウム合金などの金属は延性があります。それらは特定の応力レベルで屈し、その後、壊れる前に著しい塑性変形を受けます。彼らの降伏強度は、究極の引張強度よりも低く、エンジニアに設計するための安全な「バッファーゾーン」を提供します。
- プラスチック材料(ソフトポリマー):ソフトプラスチックとポリマーの降伏強度は比較的低いです。それらは小さなストレスの下で簡単に変形し、明確な降伏点を示さない場合があります。代わりに、それらは骨折への鋭い移行を示すことなく着実に伸びています。
これらの一般的な行動は、実際の降伏強度値を見るとより明確になります。以下の表には、一般的なエンジニアリング材料と比較のための典型的な降伏強度が示されています。
| 材料 | 降伏強度(MPA) |
| 鋼鉄 | 〜448 |
| ステンレス鋼 | 〜520 |
| 銅 | 〜70 |
| 真鍮 | 〜200+ |
| アルミニウム合金 | 〜414 |
| 鋳鉄 | 〜130 |
典型的な降伏強度値現実世界で降伏強度が重要な理由
降伏強度は、荷重の下に形状を保持するために材料が必要なときはいつでも重要です。ここにそれが重要な役割を果たすいくつかの領域があります:
建設とインフラストラクチャ
建物や橋では、高降伏強度のために鋼鉄の梁やその他の金属部品が選択されているため、車両、風、さらには地震からの重い荷物を曲げたり、垂れ下げたりすることなく運ぶことができます。通常の使用中にビームが生成された場合、構造の安全性は危険にさらされます。そのため、エンジニアは常にストレスを降伏点をはるかに下回るマージンで設計します。
自動車の安全
現代の車は、衝突中に制御された方法で生成するように設計されたクランプルゾーンを使用します。衝撃力がフロントパネルまたはリアパネルの降伏強度を超えると、これらの領域は、完全な力を乗客に渡すのではなく、永久変形を通してエネルギーをしゃがみ、吸収します。同時に、キャビンは、居住者を保護したままにして、降伏に抵抗する高強度の材料で補強されます。
航空宇宙と輸送
航空機の着陸装置は、永久に曲がることなくタッチダウンの衝撃に耐える必要があります。胴体と翼は、材料が十分な降伏強度を欠いている場合に損傷を引き起こす繰り返しの加圧サイクルと空力的な力に直面します。強度と低重量のバランスをとるために、エンジニアはしばしばアルミニウムやチタンなどの高度な合金に目を向けます。同じ原則は、レールや船体の列車に適用されます。船体は、激しい使用の下で硬直し、永続的な曲がり角やへこみに抵抗する必要があります。
毎日の製品
レンチやドライバーなどの高品質のツールは、高利回りの強さの鋼で作られているため、通常の使用で曲がらないようにしますが、ストレスが降伏強度を超えると、より安価なツールはしばしば恒久的な曲がりを伸ばします。同じアイデアがシンプルなコートハンガーで見ることができます。軽い荷重が戻ってきますが、重い荷物や鋭い曲がりは降伏点を超えて押し進め、形状の永続的な変化を残します。降伏強度は、自転車フレームのような大きなアイテムの設計も導きます。これは、ライダーの重量を運ぶ必要があり、形を屈することなくバンプを吸収する必要があります。
Chiggoを使用して作業します
正確な降伏強度値を日常的なアプリケーションに要求する軽量航空宇宙コンポーネントを設計する場合でも、Chiggoはそれを実現するための専門知識と製造機能を提供します。私たちのチームはAdvancedを組み合わせていますCNC加工、3Dプリント、および深い材料の知識を備えた射出成形を使用して、あなたの部品が意図したとおりに正確に機能することを保証します。今すぐCADファイルをアップロードして、すぐに見積もりを取得してください!