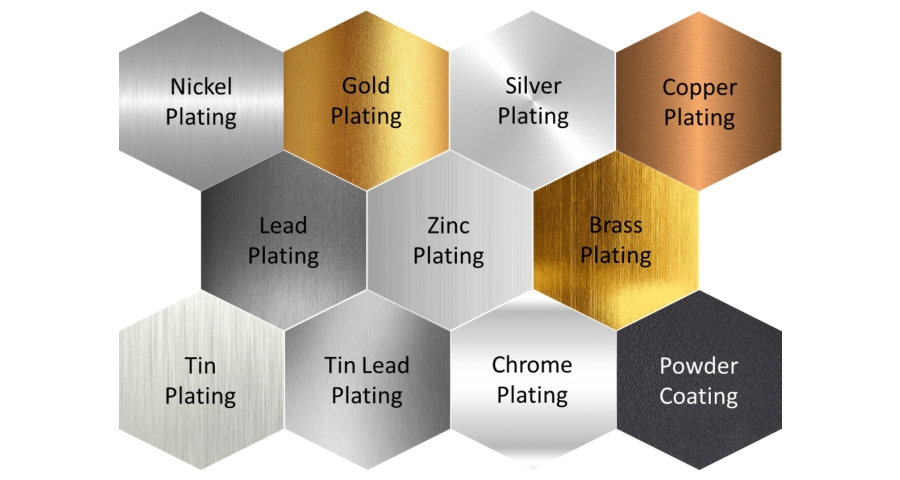
銅:Copper is often used for its conductivity and heat resistance. It is also commonly used to improve adhesion between layers of material.
金: This precious metal offers high corrosion, tarnish and wear resistance and is coveted for its conductivity and luxurious aesthetic.
銀:Silver has the highest electrical conductivity of all metals and also offers excellent thermal conductivity. It is often used as an alternative to gold in applications that require both thermal and electrical conductivity. Its silver finish also adds visual appeal.
ニッケル: Nickel provides excellent wear resistance, which can be further enhanced through heat treatment. It also offers good corrosion resistance, especially when plated onto steel or other substrates. Nickel is frequently used in 無電解ニッケルメッキ, where it provides a low-friction surface and high hardness.
亜鉛:Zinc is highly corrosion-resistant and often used to protect steel substrates. When alloyed with nickel, zinc exhibits even greater resistance to atmospheric corrosion.
パラジウム:A bright metal, is often used as a substitute for gold or platinum due to its excellent corrosion resistance, good electrical conductivity, and cost-effectiveness. When alloyed with nickel, it achieves enhanced hardness and plating quality.
錫:Tin is a matte, bright metal known for its excellent solderability and good corrosion resistance. It is also considered environmentally friendly and is generally more cost-effective than many other metals.
クロム: Chromium provides exceptional hardness and a bright, mirror-like finish. It also enhances wear resistance and corrosion protection.
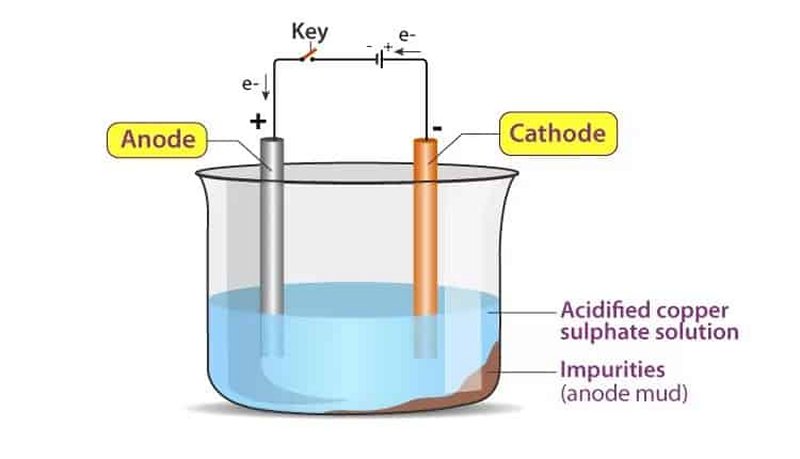
アノード: The positive electrode in the circuit, is the metal that will form the plating. It dissolves into the electrolyte, releasing metal ions into the solution.
陰極: The negative electrode, which is the substrate to be plated. Metal ions from the solution deposit onto its surface, forming the metal coating. Before eletroplating, the substrate must be meticulously cleaned to remove oils, dust, oxides, and other contaminants. This cleaning usually involves degreasing, acid etching, or ultrasonic cleaning to achieve a smooth and impurity-free surface, ensuring that metal ions can uniformly deposit onto it. In some cases, an acidic solution is used to further activate the substrate and improve adhesion.
電解液:This is where the electrochemical reaction occurs. It contains one or more metal salts, such as copper sulfate (CuSO₄) or nickel chloride (NiCl2), serving as both the source of metal ions and the medium for ion conduction.
電源: It provides direct current (DC) for the electroplating process, driving metal ions to deposit on the cathode and form a coating. The current density (the amount of current per unit area) determines the rate and quality of deposition, while adjustments to the power source influence the thickness, adhesion, and uniformity of the coating.
▪ Small parts are placed in a rotating barrel containing the electrolyte solution. Electrical contact is made to allow plating to occur as the parts tumble.
▪ Highly economical for bulk production; Ensures a uniform coating across all parts.
▪ Not suitable for delicate parts that require high precision; Parts may scratch or entangle due to the tumbling motion.
ナット、ボルト、ネジ、ワッシャーなどの小さくて耐久性のある部品に使用されます。
ラックメッキ
▪ Larger or more delicate items are attached to racks, which are then submerged in the plating solution. Electrical current is uniformly distributed through the rack to ensure even plating.
▪ Offers superior coating control, provides a high-quality, consistent finish and minimizes damage to fragile or complex parts.
▪ Capable of coating complex contours, though coverage in deep recesses and narrow grooves may vary depending on current distribution and part design.
▪ More expensive and labor-intensive than barrel plating.
▪ Involves passing long materials like wires or strips through the electrolyte bath continuously, often referred to as reel-to-reel plating for thin strips.
▪ Highly automated and allows control over coating thickness and consistency. Well-suited for high-speed, high-volume production.
▪ Limited to long, uniform items such as wires and strips; Initial setup can be costly.