パイプスレッドとは何ですか?
パイプスレッドはネジですスレッドパイプとフィッティングを結合するために特別に設計されています。パイプをねじ込み、液体またはガスの緊密な耐圧シールを形成します。パイプスレッドには2つの基本的なタイプがあります。
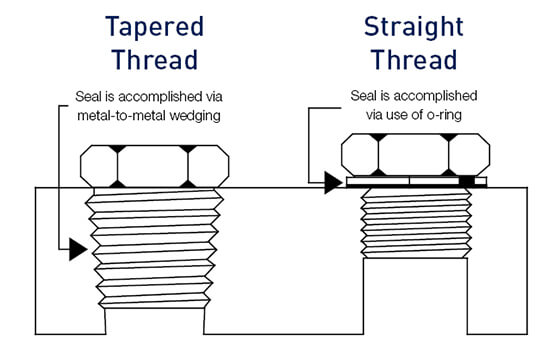
- テーパースレッド直径が徐々に減少し、コーンのような形状が作成されます。
- パラレル(ストレート)スレッド長さに沿って一定の直径を維持します。

テーパーパイプスレッドは、漏れた接合部を達成するために特に重要です。オスとメスのテーパーの糸が締められると、それらは互いにくびれて、圧縮フィットを形成します。このテーパーウェッジは、シールと強力な機械的ホールドを作成します。ただし、適切にマシンされた金属スレッドでさえ小さなギャップがあるため、シーラント(配管工のPTFEテープやパイプドープなど)が糸に適用され、ボイドを埋め、完全に漏れない接続を確保します。
一方、パラレル(ストレート)パイプスレッドは、それ自体でシールを提供しません。彼らはくさびずにねじ込みます。通常、ストレートスレッドは、漏れを防ぐために、フランジのフラットワッシャー、Oリング、またはガスケットで密閉されています。どちらのタイプのスレッドも一般的ですが、選択はアプリケーションのシーリングニーズに依存します。たとえば、庭のホースは、ゴム製の洗濯機を備えたストレートスレッドを使用してシールしますが、スチールの配管パイプはテープでテーパー糸を使用します。
タップドリルチャートとは何ですか?
タップドリルチャートは、スレッドをタップする前に使用するドリルビットを示すテーブルです。穴が大きすぎると穴を開けると、糸が浅く漏れやすくなります。ドリルが小さすぎると、タップが過度に深い糸を切るときにバインドしたり壊れたりすることさえあります。チャートに従うことで、通常は約75%である最適なスレッドエンゲージメントが得られます。これは、強度とタッピングのバランスをとります。言い換えれば、完全な糸の高さの約4分の3が形成され、タッピング中に過度のトルクなしで強力なホールドを生成します。次のセクションでは、北米の最も一般的なパイプスレッド標準NPTに焦点を当て、NPTパイプタップの包括的なタップドリルチャートを提供します。
NPT(National Pipe Taper)スレッドの理解
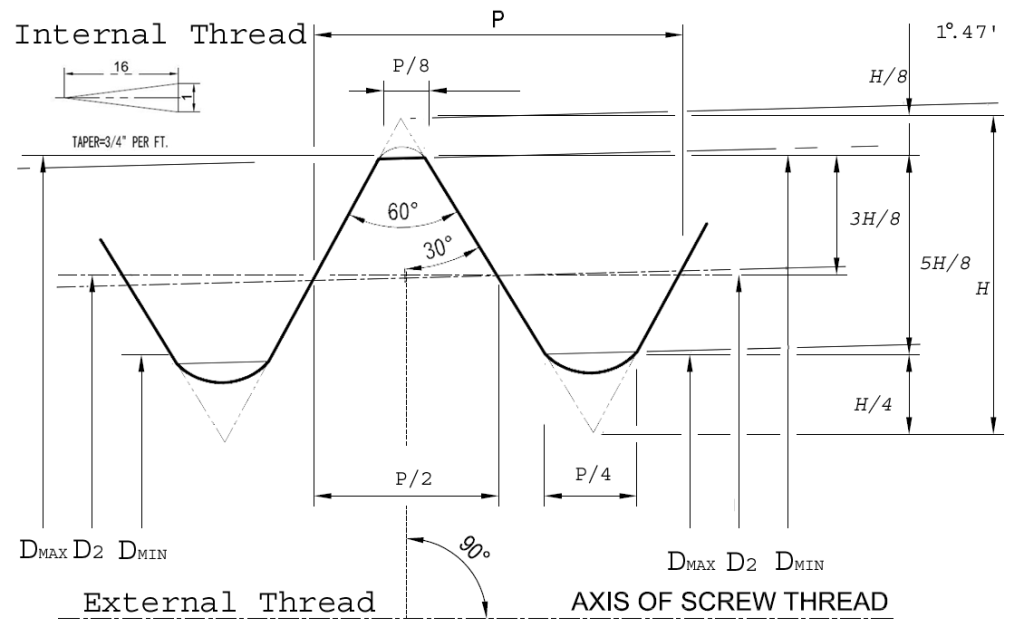
NPTは、ナショナルパイプテーパースレッドの略です。これは、配管、エアホース、燃料ライン、その他多くのアプリケーションのために米国およびカナダで使用される標準的なテーパーパイプスレッドです。パイプの周りにPTFE(Teflon)テープを巻き付けたり、フィッティングをラップしたことがある場合は、NPTスレッドを使用した可能性があります。これらのスレッドは1:16の比率でテーパーします。つまり、長さ16インチ(1フィートあたり約0.75インチ)ごとに直径が1インチ増加します。これは、パイプの中心線に比べて1.79°の半角に対応します。それはわずかに見えるかもしれませんが、男性のnptフィッティングが女性のポートにねじ込まれているため、スレッドがくすくると、さらに密集して干渉のフィット感が生じることを保証するのに十分です。
NPTは、標準の米国のネジと同じ60°スレッドプロファイルを使用しますが、強度を高めるために平らな紋章と根を備えています。インチあたりのスレッド(TPI)、ピッチの直径の制限、スレッドエンゲージメントの長さを含むすべての重要な寸法と公差は、ANSI/ASME B1.20.1で定義されています。パイプのサイズは、公称内径(例:½インチまたは¾インチ)で命名されていますが、その数は実際の外径を反映していません。たとえば、¾インチNPTパイプは約1.050インチのODです。さらに、BSPTやNPSなどの標準は名目サイズを共有しているが、異なるピッチまたはスレッドフォームを使用するため、名目サイズ(ODと一致するように)とTPI(スレッドピッチと一致するように)の両方を指定して、正しいタップまたはフィッティングを選択する必要があります。
NPTジオメトリの公式感覚を示すには、½インチNPTスレッドを例として使用します。14TPIと16テーパーに1つあります。スレッドフォームは、中心線から正確に1°47 '24' '(1.7899°)のコーンハーフアングルが付いた平らな60°「V」です。これは、男性と女性の両方のスレッドに等しく適用されます。フィッティングを手渡すと、約3〜4個のスレッド(「L1ゲージの長さ」)が小さなサイズで関与します。レンチを使用すると、「レンチメイク」の別の1.5〜3個のスレッドが追加され、シールが完成されます。
多くの場合、「MIP/FIP」や「MNPT/FNPT」(男性/女性の鉄パイプまたはNPT)などのショップの速記を見ると、外部スレッドと内部スレッドを区別します。関係なく、ANSIは単に外部または内部NPTを呼び出しますが、ニックネームはどちらが現場であるかを迅速に識別します。
NPTスレッドのしくみ
男性と女性の両方の糸が先細になっているため、それらを締めるとくさび効果が生じます。糸の側面は互いに絞り、機械的に強くて非常にタイトなジョイントを形成します。わずか数回転した後、適切に締められたNPTジョイントがぴったりと感じることに気付くでしょう。それがテーパーが仕事をしていることです。ただし、NPTスレッドは、それ自体で完全に漏れているわけではありません。シーラントを使用しないと、糸の間に小さなスパイラルギャップが残り、漏れがあります。そのため、インストーラーはオスの糸をPTFEテープに包むか、アセンブリ前に液体/ペーストシーラントにブラシをかけます。糸を潤滑してマイクロギャップを埋め、ガスまたは水密シールを確保します。燃料ガスまたは油圧システムでは、細断されたテープがバルブを詰まらせることができますが、技術者はしばしばペーストシーラントを好みます。
NPTスレッドのアプリケーション
NPTスレッドは、日常的および産業用設定のいたるところにあります。住宅水とガス配管は、信頼できる漏れ抵抗のためにNPT継手に依存しています。空気圧ツールとエアコンプレッサーは、ホース、バルブ、クイックコネクトカプラーにNPTコネクタを使用します。自動車および重機では、NPT継手はセンサー(油圧送信者など)や流動的なライン(ブレーキまたはクーラントシステム)を提供し、そのシンプルさとさまざまな既製の部品を誇示しています。 ANSIに準拠したタップ、ダイ、フィッティングはすべて同じ仕様に従うため、心配することなくブランドを混ぜることができます。この普遍的な互換性により、NPTは北米の頼りになるパイプスレッドになりました。
NPTタップドリルチャート
穴に内部NPTスレッドを作成する場合(たとえば、NPTプラグ用のタンクのパイプフィッティングまたは穴をタップする場合)、最初に適切なサイズの穴をドリルする必要があります。 NPTスレッドはテーパーになっているため、掘削された穴は通常、タップの最大の直径よりも少し小さく、タップがテーパーを進むにつれてテーパーをカットできるようにします。以下は、一般的なパイプサイズの包括的なNPTタップドリルチャートです:
| 公称パイプサイズ(in。) | インチあたりのスレッド(TPI) | ドリルをタップする(in。) | タップドリル(mm) | スレッドエンゲージメント(%) |
| 1/16 | 27 | 0.242 | 6.15 | 〜75% |
| 1/8 | 27 | 0.332 | 8.43 | 〜75% |
| 1/4 | 18 | 0.4375(7/16インチ) | 11.11 | 〜75% |
| 3/8 | 18 | 0.5625(9/16インチ) | 14.29 | 〜75% |
| 1/2 | 14 | 0.7031(45/64インチ) | 17.86 | 〜75% |
| 3/4 | 14 | 0.9063(29/32インチ) | 23.02 | 〜75% |
| 1 | 11½ | 1.1406(1-9/64インチ) | 28.97 | 〜75% |
| 1¼ | 11½ | 1.4844(1-31/64インチ) | 37.70 | 〜75% |
| 1½ | 11½ | 1.7188(1-23/32インチ) | 43.66 | 〜75% |
| 2 | 11½ | 2.2188(2-7/32インチ) | 56.36 | 〜75% |
| 2½ | 8 | 2.6250(2-5/8インチ) | 66.67 | 〜75% |
| 3 | 8 | 3.2500(3-1/4インチ) | 82.55 | 〜75% |
| 3½ | 8 | 3.7500(3-3/4インチ) | 95.25 | 〜75% |
| 4 | 8 | 4.2500(4-1/4インチ) | 107.95 | 〜75% |
注記:
- 上記のタップドリルサイズは、リーミングせずに直接タッピングを想定しています。スレッドエンゲージメント(%)は、達成された完全なスレッドの深さの割合を示します。たとえば、パイプスレッドでは75%が典型的であり、ジョイント強度のバランス、タッピングトルクです。括弧内のドリルサイズは、標準的な文字またはフラクションのビットまたはリーマーサイズです(たとえば、1/8-27 NPTは、文字Qドリル、0.332インチを使用します)。
- パイプタップはテーパーになっているため、正しいスレッドテーパーを形成するのに十分な深さをタップする必要があります。メーカーは、多くの場合、必要な数のエンゲージスレッドを指定するか、NPTプラグゲージで確認することができます。定期的に戻ってチップをクリアし、金属をタップするときに切断液を使用します。パイプタップは、大きな直径とテーパーのためにかなりの量の材料を除去します。
- テーパーリーマーが利用可能な場合は、タップする前に1:16テーパーリーマーで掘削された穴を最初に繰り返すことができます。これにより、タッピングトルクが減少し、穴の端でスレッドエンゲージメントがわずかに増加する可能性があります。ただし、ほとんどのフィールドアプリケーションとDIYアプリケーションは、上記のストレートドリルアンドタップ方法を使用しており、十分にタイトなジョイントを提供します。
NPTを他のスレッドタイプと比較します
NPTF(ナショナルパイプテーパー燃料)
これは、ドライシールテーパーパイプスレッドで、しばしばDryseal NPTまたはパイプスレッド燃料と呼ばれます。標準NPTと同じテーパー(1:16)とスレッドピッチ、および60°のスレッド角もあります。重要な違いは、スレッドの頂上とルートの設計です。NPTFスレッドは、頂上と根でクリアランスがゼロであるため、シーラントなしで金属間をシールする干渉適合が生成されます。これにより、NPTFは超漏れに敏感なアプリケーションに理想的になります。ここでは、小さな漏れやシーラントの汚染でさえも受け入れられません。 NPTFとNPTは次元を共有し、物理的に合わせますが、NPTFの男性と女性のみが乾燥シールを生成します。 NPTFはANSI/ASME B1.20.3で定義され、標準NPTはB1.20.1を使用します。
典型的な用途:高圧油圧システム;燃料システム;その他の流体電力アプリケーション(たとえば、ブレーキシステムコンポーネントや燃料網装備)。
NPS(全国パイプストレート)
このスレッド標準は、対応するNPTサイズと同じスレッド角、形状、ピッチを持っていますが、先細ではなくまっすぐ(平行)です。 NPSスレッドは同じサイズとTPIのNPTフィッティングにねじ込まれますが、テーパーの欠如はくさびシールを防ぎ、漏れる可能性があります。 NPSスレッドは、機械的接続に使用されます。または、SEALINGがOリングやガスケットなどの別の要素によって提供されます。
典型的な用途:電気導管糸(しばしばNPSMと呼ばれる)、火災ホースのカップリングまたは大口径の水パイプユニオン、ガスランタンまたは古いスタイルの配管組合がシール洗濯機またはガスケットがシールを作成します。
BSPスレッド(BSPT&BSPP - 英国の標準パイプ)
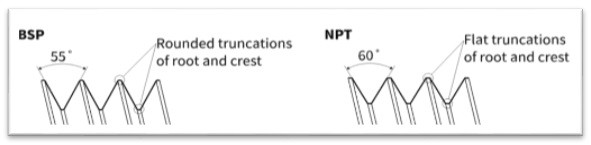
このパイプスレッドシステムは、英国、ヨーロッパ、アジア、および北米以外の多くの地域で一般的に使用されています。 BSPT(英国の標準パイプテーパー)とBSPP(英国標準パイプパラレル)の2つの基準があります。 BSPTは、NPTと同様の概念で囲まれたくさびで圧力標識ジョイントを形成することを目的としたテーパースレッドですが、NPTの60°の平らなプロファイルの代わりに、丸い紋章と根を備えた55°の糸角(ホイットワース形式)を使用します。公称サイズあたりのスレッドピッチもNPTとは異なるため、BSPTとNPTフィッティングは互換性がなく、適切にシールしたり、1ターンもターンしたりすることはありません。 BSPPスレッドはストレート(パラレル)であり、独自にシールしません。彼らは、ポートフェイスで結合洗濯機またはOリングに依存しています(たとえば、バルブやシリンダーの「G」スレッドは、肩の下にOリングを使用します)。 BSP標準は、ISO 7-1(テーパーパイプスレッド)とISO 228-1(平行パイプスレッド)で定義されます。実際には、「BSP」または「Gスレッド」というラベルの付いたフィッティングには、NPTと結合するためにBSPスレッドパーツまたはアダプターを一致させる必要があります。
典型的な用途:ヨーロッパの配管; BSPTスレッドを備えた空気圧および油圧システム(たとえば、エアコンプレッサーカプラー); BSPPスレッドを使用した油圧コンポーネントポート(たとえば、Oリングシールを備えたG1/4およびG1/2シリンダーフィッティング)。
以下は、NPT、NPTF、NPS、BSPT、およびBSPPの簡潔な比較です。
| スレッドタイプ | テーパーとパラレル | 糸の角度 | シール方法 | 標準 | 典型的な用途 |
| npt | 先細り | 60° | 金属から金属へのウェッジ +シーラント | ANSI/ASME B1.20.1 | 一般的な配管、空気圧、燃料ライン、油圧フィッティング |
| nptf | 先細り | 60° | 金属から金属への乾燥シール(シーラントなし) | ANSI/ASME B1.20.3 | 高圧油圧、燃料システム、ブレーキフィッティング |
| NP | 平行 | 60° | 個別のガスケット/Oリング | ANSI/ASME B1.20.1 | 電気導管(NPSM)、消防ホースのカップリング、組合 |
| bspt | 先細り | 55°(ホイットワース) | 金属から金属へのウェッジ +シーラント | ISO 7-1 | ヨーロッパの配管、空気圧、油圧システム |
| BSPP | 平行 | 55°(ホイットワース) | 個別の結合洗濯機/Oリング | ISO 228-1 | 油圧コンポーネントポート(Gスレッド)、一般的なフィッティング |
NPT&NPSタップドリルチャート
迅速な参照のために、次の表には、リーミングせずにテーパーパイプスレッド(NPT&NPTF)とストレートパイプスレッド(NPS&NPSF)の両方を直接タッピングするための推奨ドリルサイズを示します。
| パイプタップサイズ | npt&nptf tpi | ドリル( / mm) | NPS TPI | ドリル( / mm) |
| 1/16インチ | 27 | 0.242 / 6.15(c) | 27 | 0.242 / 6.15(c) |
| 1/8インチ | 27 | 0.332 / 8.43(Q) | 27 | 0.332 / 8.43(Q) |
| 1/4インチ | 18 | 0.4375 / 11.11(7/16) | 18 | 0.4375 / 11.11(7/16) |
| 3/8インチ | 18 | 0.5625 / 14.29(9/16) | 18 | 0.5625 / 14.29(9/16) |
| 1/2インチ | 14 | 0.7031 / 17.86(45/64) | 14 | 0.7031 / 17.86(45/64) |
| 3/4インチ | 14 | 0.9063 / 23.02(29/32) | 14 | 0.9063 / 23.02(29/32) |
| 1インチ | 11½ | 1.1406 / 28.97(1-9 / 64) | 11½ | 1.1406 / 28.97(1-9 / 64) |
| 1¼インチ | 11½ | 1.4844 / 37.70(1-31 / 64) | 11½ | 1.4844 / 37.70(1-31 / 64) |
| 1½インチ | 11½ | 1.7188 / 43.66(1-23 / 32) | 11½ | 1.7188 / 43.66(1-23 / 32) |
| 2インチ | 11½ | 2.2188 / 56.36(2-7 / 32) | 11½ | 2.2188 / 56.36(2-7 / 32) |
| 2½インチ | 8 | 2.6250 / 66.67(2-5 / 8) | 8 | 2.6250 / 66.67(2-5 / 8) |
| 3インチ | 8 | 3.2500 / 82.55(3-1 / 4) | 8 | 3.2500 / 82.55(3-1 / 4) |
| 3½インチ | 8 | 3.7500 / 95.25(3-3 / 4) | 8 | 3.7500 / 95.25(3-3 / 4) |
| 4インチ | 8 | 4.2500 / 107.95(4-1 / 4) | 8 | 4.2500 / 107.95(4-1 / 4) |