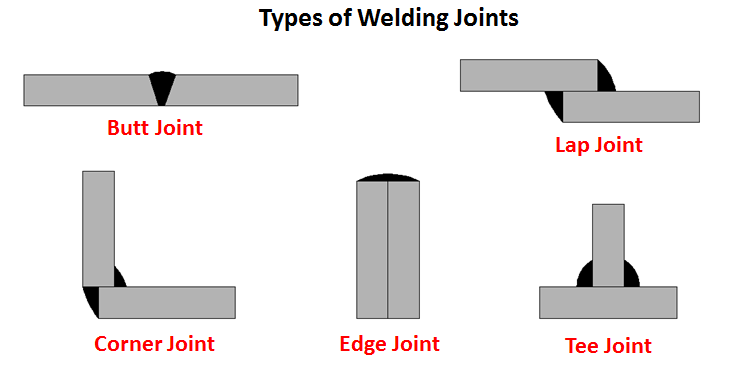
バット溶接ジョイント: One of the most basic and commonly used welding joints, where two materials are aligned edge-to-edge and welded together. These joints are suitable for materials of the same or similar thickness. In thicker materials, edge preparation (such as beveling) is often required to ensure a strong joint.
ラップ溶接ジョイント:A variation of butt joints, lap joints are formed by overlapping two sheet metal pieces and welding them together on one or both sides. They work well for joining materials of different thicknesses or when a strong connection is needed without the need for deep penetration.
ティー溶接ジョイント: These joints are created by placing two pieces at a 90° angle to each other, forming a "T" shape. Often welded using fillet welds, tee joints are commonly used in frame constructions, or where one piece is placed at the center of another.
コーナー溶接ジョイント:Similar to tee welding joints, corner joints are made by positioning two pieces at a right angle, forming an L-shape. They are often found in lighter applications, such as in furniture, enclosures, or frames, though they can also be used in heavy construction depending on the material and the weld quality.
エッジ溶接ジョイント: Edge joints are similar to corner joints in that two pieces of material are joined at their edges, but in an edge joint, the materials are placed side by side rather than at an angle. Depending on the application, the materials may be bent at an angle. Edge joints can be welded along just the edges or around the entire perimeter, depending on the project requirements.
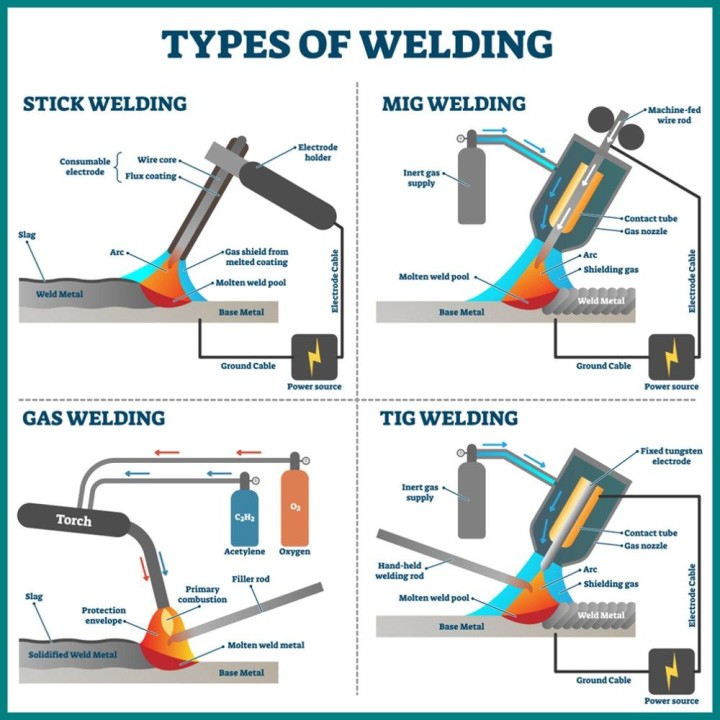
MIG(金属不活性ガス)溶接:Also known as ガスメタルアーク溶接(GMAW), is the most common welding technique, especially used for sheet metal. In MIG welding, a continuous wire electrode acts as both the electrode and filler metal. The electrode is fed through a welding gun, creating an arc that melts the metal and fuses the workpieces. The weld pool is protected by an inert gas, typically argon or CO2, to prevent contamination. The process produces a smooth, continuous weld with minimal spatter and fewer interruptions compared to other welding methods. It is fast and can be easily automated for high-volume production.
TIG(タングステン不活性ガス)溶接: Or ガスタングステンアーク溶接(GTAW), uses a non-consumable tungsten electrode and an inert gas (argon or helium) to create precise, high-quality welds. Filler material, if needed, is added separately—either manually or automatically—to fill any gaps between the materials being joined. TIG welding can be used to weld both ferrous metals (such as stainless steel) and non-ferrous metals (like aluminum, titanium, and copper). It is preferred for precision work, especially on thin materials, due to its excellent heat control and minimal heat-affected zone.
フラックスコードアーク溶接(FCAW):Similar to MIG welding, both use a continuous feed of wire as the electrode and filler metal. However, FCAW uses a tubular wire filled with flux. The flux generates gas that shields the weld pool from contamination. This process can be used with or without external shielding gas. FCAW offers deep penetration and works well on thick materials. It is faster than MIG welding and can be used outdoors in windy conditions.
スティック溶接(シールドメタルアーク溶接、SMAW): Uses a flux-coated electrode to create an electric arc. The electrode melts under the heat of the arc, providing both the filler metal for the weld and a shielding gas from the flux coating to protect the weld from contamination. Stick welding is a simple, portable, and versatile method, suitable for materials of various thicknesses. It is commonly used in a variety of environments, especially outdoors and in harsh conditions. However, its welding speed is slower compared to other methods, and the precision may be lower.
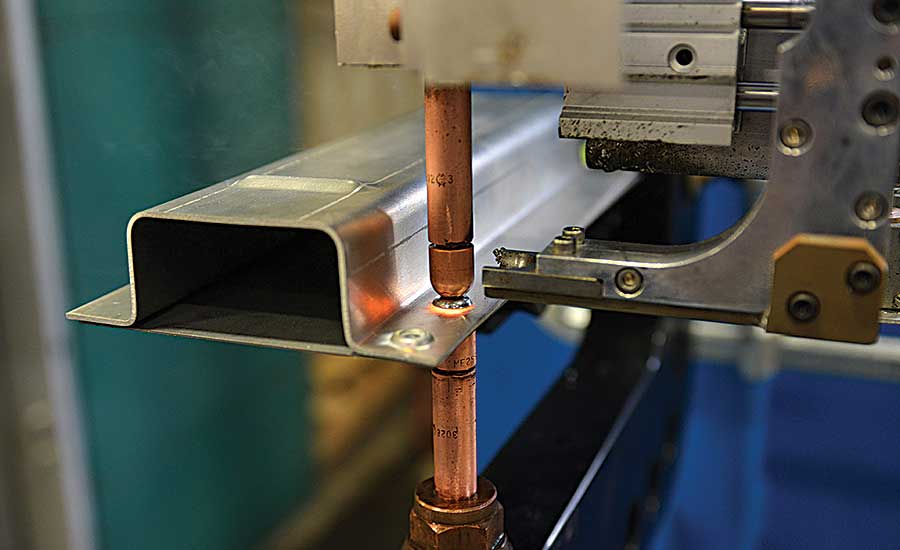
スポット溶接: A type of resistance welding that generates heat through electrical resistance at the contact points between two metal pieces, causing them to heat up and melt locally. The pieces are then pressed together, fusing at the contact point to form a weld. Spot welding is precise and highly efficient for high-volume production. It does not require filler metal or shielding gas, making it a cost-effective welding method. This technique is commonly used in automotive manufacturing—especially for body panel assembly—as well as in home appliance production and electrical component connections.