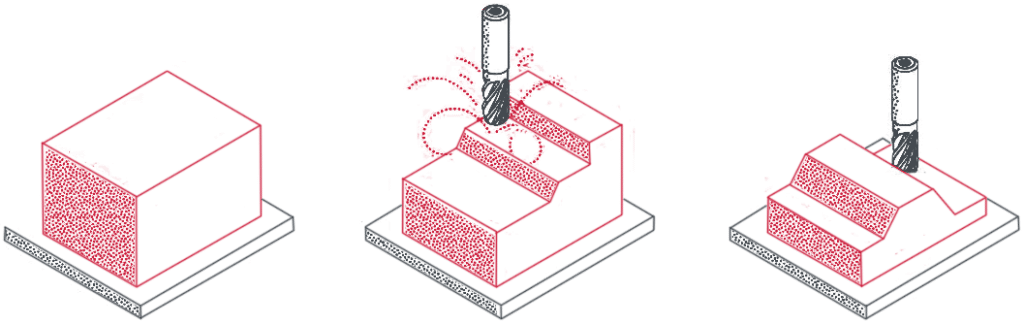
Die CNC -Bearbeitung ist eine subtraktive Fertigungsmethode, was bedeutet, dass das Material mit verschiedenen Schneidwerkzeugen aus einem festen Block (als Blank oder Werkstück bezeichnet) entfernt wird. Dies ist eine grundlegend unterschiedliche Herstellungspflicht im Vergleich zu additivem (3D -Druck) oder formativen (Injektionsformtechnologien). Die Materialentfernungsmechanismen haben erhebliche Auswirkungen auf die Vorteile, Einschränkungen und Konstruktionsbeschränkungen von CNC. Mehr dazu in unserem Leitfaden.
Was ist CNC -Bearbeitung??
CNC (Computer Numerical Control) Bearbeitung ist ein Herstellungsprozess, bei dem ein Computer Werkzeugmaschinen gemäß vorprogrammierten Anweisungen steuert, um ein Werkstück in den gewünschten Teil zu schneiden und zu formen.
Aufgrund seiner hohen Automatisierung kann CNC Teile mit außergewöhnlicher Genauigkeit, Vielseitigkeit und Effizienz zu Wettbewerbskosten produzieren. Dies macht es zu einer beliebten Wahl im heutigen verarbeitenden Gewerbe, wo die Arbeitskosten steigen und die Präzisionsanforderungen ebenfalls steigen.
Ein weiterer wichtiger Vorteil der CNC -Bearbeitung ist die Fähigkeit, mit fast jedem Material zu arbeiten. Am häufigstenCNC -Bearbeitungsmaterialienenthalten Metalle (Aluminium- und Stahllegierungen, Messing usw.) und) undKunststoff(ABS, Delrin, Nylon usw.). CNC -Maschinen können auch Schaum, Verbundwerkstoffe und Holz verarbeiten.
Die CNC -Bearbeitung hat jedoch einige Einschränkungen, die mit ihrer subtraktiven Natur verbunden sind. Zum Beispiel können bestimmte interne Strukturen oder sehr komplexe Geometrien schwierig oder unmöglich zu erreichen sein. Aus diesem Grund wird CNC häufig mit der additiven Herstellung (3D -Druck) und der Bildung von Technologien (Injektionsform) bei der Auswahl der am besten geeigneten Produktionsmethode verglichen. (Wir werden dies später im Leitfaden weiter besprechen.)
Geschichte der CNC -Bearbeitung
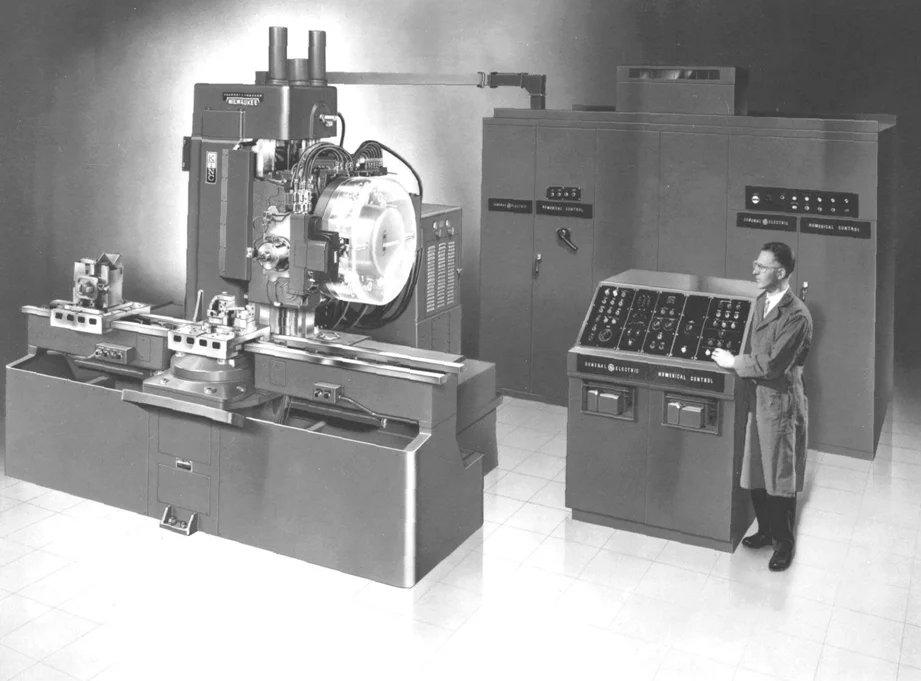
Die Ursprünge der CNC -Bearbeitung stammen aus den späten 1940er Jahren, die vom dringenden Bedarf der Luft- und Raumfahrtindustrie nach hoher Präzision und komplexen Teilen zurückzuführen sind. Als Flugzeugentwürfe anspruchsvoller wurden, konnte manuelle Bearbeitung nicht mehr die Genauigkeit oder die Effizienzanforderungen mehr erfüllen. Um dies zu beheben, hat der amerikanische Ingenieur John T. Parsons 1949 mit dem MIT zusammengearbeitet, um das erste NC -System der Welt der Welt zu entwickeln, wobei die Bewegungen von Maschinen anleiten und den Beginn der Herstellungsautomatisierung kennzeichnen.
In den 1950er und 1960er Jahren reiften die numerische Steuerungstechnologie, als frühe Computer integriert wurden, um die Kontrollgenauigkeit und die Programmierflexibilität zu verbessern. In den frühen 1970er Jahren ersetzte das Aufkommen digitaler Mikroprozessoren analoge Controller und führte zu modernen CNC. CNC erweiterte sich über das Mahlen und Drehen hinaus zu Schleif- und Elektroausleitungsbearbeitung (EDM), wodurch eine vielfältigere und höhere Präzisionsherstellung ermöglicht wurde.
Das Aufkommen von CAD/CAM in den 1980er Jahren transformierte Teilprogrammierung: Designer könnten ein Modell in CAD -Software zeichnen und automatisch CNC -Toolpaths generieren. In den neunziger Jahren wurden die Kontrollen kompakter, Spindeln schneller und die Benutzeroberflächen wurden immer intuitiver. Als Designer strengere Toleranzen und eine größere Komplexität forderten, werden multi-achse-Systeme-insbesondere 5-Achsen-Maschinen-zu Bekanntheit gestellt, sodass ganze Teile in einem einzigen Setup bearbeitet werden können. In den frühen 2000er Jahren führte die Entstehung von leistungsstarken Materialien und die Nachfrage nach maßgeschneiderter Produktion weiter zur Einführung fortschrittlicher Multi-Achsen-Zentren.
Heute entwickelt sich die CNC-Bearbeitung durch ihre Integration mit KI-, IoT- und Echtzeitüberwachungssystemen rasch weiter. Von seiner Luft- und Raumfahrt -Ursprünge bis zu seiner Rolle als Eckpfeiler der Industrie 4.0 hat die CNC -Bearbeitung eine bemerkenswerte Reise durchlaufen und führt weiterhin voran.
Wie funktioniert die CNC -Bearbeitung?
Obwohl Sie feststellen, dass jede CNC -Maschine arbeitet und etwas anders programmiert ist, folgen sie alle diesen vier grundlegenden Schritten:
Schritt 1: Bereiten Sie ein CAD -Modell vor
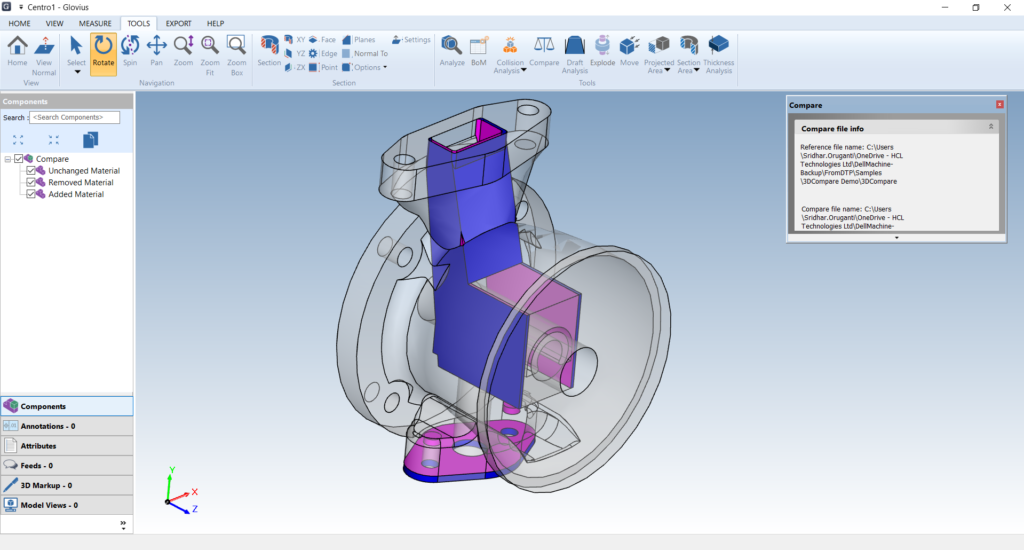
Dies beinhaltet das Erstellen eines vollständig detaillierten 3D-CAD-Modells (computergestütztes Design) Ihres Teils in Software wie SolidWorks, Fusion 360 oder ähnlichem. Stellen Sie sicher, dass das Modell alle kritischen Geometrie - Dimensionen, Toleranzen, Lochmuster, Fäden, Filets - und alle Herstellungshinweise enthält.
Schritt 2: Konvertieren Sie das CAD -Modell in den CNC Ready G -Code
CNC -Maschinen können ein CAD -Modell nicht direkt lesen. Daher müssen Sie das Modell in eine CNC-lesbare Datei namens G-Code umwandeln. Sie können dies in CAD/CAM-Software wie Fusion 360 tun, die Tools für integrierte CAM (Computer-Aided Manufacturing) verfügt, um G-Code mit einem einzigen Klick oder in speziellen CAM-Paketen wie Mastercam oder EdgeCam für fortschrittlichere ToolPath-Generation zu exportieren. Der resultierende G-Code enthält alles, was der CNC-Controller benötigt-einschließlich Werkzeugwege, Spindelgeschwindigkeiten, Futterraten und Achsenbewegungen-, um Ihren Teil genau zu maschinen.
Schritt 3: Vorbereitung der CNC -Maschine
Als nächstes bereitet der Bediener die Maschine mit der Überprüfung des Gesamtzustands vor. Die Bestätigung, dass alle Achsen ordnungsgemäß geschmiert sind, und die Bleischristen und -anschläge für Verschleiß oder Beschädigung inspizieren. Anschließend laden sie die erforderlichen Werkzeuge (entweder manuell oder über den automatischen Werkzeugwechsler), klemmen das Werkstück sicher an Ort und Stelle und führen bei Bedarf einen Trockenzyklus durch, um die Werkzeugwege vor dem Schneiden zu überprüfen.
Schritt 4: Ausführen des Bearbeitungsvorgangs
Der Bediener startet den Bearbeitungszyklus, indem er das G-Code-Programm auf dem CNC-Bedienfeld auswählt und „Zyklusstart“ drückt. Die Maschine folgt diesen Anweisungen - das Werkzeug (oder Werkstück), das Aktivieren von Kühlmittel und das automatische Ändern von Werkzeugen nach Bedarf - bis zum Abschluss des Zyklus oder gestoppt wird. Sobald es endet, entfernt der Bediener den fertigen Teil zur Inspektion.
Häufige Arten von CNC -Bearbeitungsverfahren und der verwendeten Maschinen
Die CNC-Bearbeitung bezieht sich auf eine Familie von computergesteuerten Schnittprozessen, die an verschiedenen Werkzeugmaschinen durchgeführt werden. Jeder Operation passt zu bestimmten Teilgeometrien, Materialien, Toleranzen und funktionalen Anforderungen. Einfache Teile können häufig mit einem einzelnen Betrieb erzeugt werden, während komplexe Teile normalerweise eine Kombination von mehreren Operationen erfordern.
CNC -Fräsen
CNC -Fräsenist der häufigste CNC -Bearbeitungsprozess, und in vielen Geschäften werden „CNC -Bearbeitung“ und „CNC -Mahlen“ austauschbar verwendet. Im CNC-Fräsen ein rotierendes, mehrpunkt-Schneidwerkzeug namens aFräserbewegt sich relativ zum Werkstück, um Material zu entfernen. Die Leichtigkeit des Schneidens hängt von der Raffinesse der CNC -Mühle ab.
Die häufigsten Typen sind 3-, 4- und 5-Achsen-Fräsmaschinen.
3-Achsen-Fräsmaschinen
3-Achsen-Mühlen bewegen das Schneidwerkzeug entlang von drei linearen Achsen relativ zum Werkstück (x: links-rechts, y: vorne-back, z: up-down). Sie sind die häufigsten CNC -Maschinen, weil sie fast alle grundlegenden Geometrien produzieren können. Sie sind einfach zu programmieren und zu arbeiten, mit relativ geringen Startkosten. Der Zugriff auf die Werkzeuge ist jedoch begrenzt: Bestimmte Bereiche können nicht zu erreichen oder eine manuelle Refinanzierung des Teils zu erfordern, was die Gesamtgenauigkeit verringern kann.
4-Achsen-Fräsmaschinen
Eine 4-Achsen-Mühle fügt eine drehende vierte Achse hinzu, die normalerweise eine Achse genannt wird, die das Werkstück um eine der linearen Achsen (meistens die X-Achse) dreht. Dies ermöglicht die Bearbeitung zylindrischer Teile (wie Wellen, Flöten, helikalen Rillen) in einem Setup, wodurch die Neupositionierungs- und Armaturenzeit verkürzt wird. Bei den meisten Maschinen von 4-Achsen (3+1) wird jedoch nur die A-Achse während des Schneidens nicht zu festen Winkeln und rotieren kontinuierlich gedreht.
5-Achsen-Fräsmaschinen
Avolle 5-AchsenmühleFügt zwei zusätzliche Rotationsachsen (typischerweise A und B oder A und C) hinzu, sodass sich der Tisch oder das Schneiden von Kopf drehen und neigen können, sodass sich der Schneider dem Werkstück aus nahezu jedem Winkel nähern kann. Im Gegensatz zu3+2-AchsenmaschinenEine vollständige 5-Achsen-Maschine bewegt alle fünf Achsen gleichzeitig während jedes Schneidvorgangs und ermöglicht die Erzeugung komplexer, freier Geometrien mit Genauigkeit und Oberflächenbeschaffung, mit der keine andere Technologie übereinstimmt. Natürlich sind diese fortschrittlichen Fähigkeiten mit höheren Kosten ausgestattet - sowohl für die Maschinen selbst als auch für die mit stark ausgebildeten Betreiber erforderlichen Betreiber.
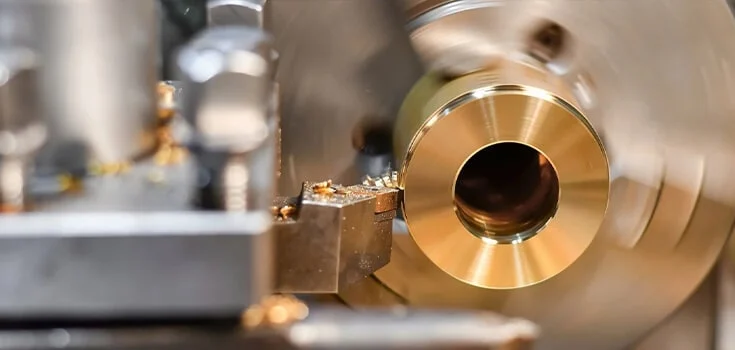
CNC drehen sich
Beim Drehen wird das Werkstück auf einer Hochgeschwindigkeits -rotierenden Spindel gehalten. Das Schneidwerkzeug dreht sich nicht und bewegt sich in der radialen (x) und axialen (z) -Richtungen, um das Teil zu formen.CNC drehen sichwird üblicherweise für zylindrische Teile verwendet und liefert einen höheren Durchsatz und niedrigeren Kosten pro Einheit als das CNC -Fräsen.
Es gibt zwei Haupttypen von CNC -Drehmaschinen:
CNC -Drehmaschinen
CNC -Drehstoffe beziehen sich normalerweise auf 2 Achsen -Drehmaschinen. Sie arbeiten auf der Z -Achse (entlang der Länge der Spindel) und der X -Achse (radial in Richtung oder weg von der Mitte des Werkstücks). Als einfachste Art der CNC -Drehmaschine können sie grundlegende Vorgänge ausführen - Durchmesser von Durchmessern, Aussichtspunkten und Bohrungen oder Bohrungen entlang der Mittellinie - mit hoher Präzision. Sie können jedoch keine Mahlzeiten oder Bohrungen aus der zentralen Achse aus den Offseting ausführen.
CNC -Drehzentren
Ein CNC -Drehzentrum ist eine Drehmaschine, die mit zusätzlichen Achsen (insgesamt 3 bis 5) und Live -Werkzeugfunktionen verbessert wird. Mit anderen Worten, jede CNC -Drehmaschine mit mehr als zwei Achsen oder mit Mahlfunktion wird als „Drehzentrum“ bezeichnet.
Durch Drehen von Zentren werden komplexe rotierende Teile in einem Setup maschinen: Teile, die größtenteils rotationssymmetrisch sind, aber Funktionen wie Off-Center-Löcher, Geflats, Bohrer-Cross-Löcher, Tap-Gewinde oder mehrere bearbeitete Seiten aufweisen. Der Kompromiss sind höhere Ausrüstungskosten und mehr CAM -Programme.
CNC -Bohr- und -hacking
CNC -Bohrungen füttert automatisch ein rotierendes Bohrer in das Werkstück an programmierten Positionen, Spindelgeschwindigkeiten und Futterraten. Ein Klopfkopf schneidet dann interne Gewinde im selben Setup. Diese Funktionen für Lochherstellung werden häufig in CNC -Mühlen oder Drehzentren eingebaut.
CNC -Schleifen
Das Schleifen ist normalerweise ein sekundärer Betrieb nach dem Mahlen oder Drehen. Ein rotierendes Schleifrad beseitigt winzige Mengen an Material, um ultraige Toleranzen (bis zu Millionstel) und spiegelähnliche Oberflächen zu erreichen. Oberflächenschleifer flachen Teile ab, während zylindrische Mahlen runde Wellen oder Bohrungen abschließen.
CNC -Routing
CNC-Router arbeiten wie Fräsenmaschinen und bewegen ein Schneidwerkzeug entlang der X-, Y- und Z-Achsen, um Material zu entfernen. Sie verwenden leichtere Hochgeschwindigkeitsspindeln und große Arbeitsbetten, die für weiche Materialien (Holz, Kunststoffe, Verbundwerkstoffe) optimiert sind, und ermöglichen schnelleren Schruppenschnitten auf Kosten von Steifigkeit und Präzision.
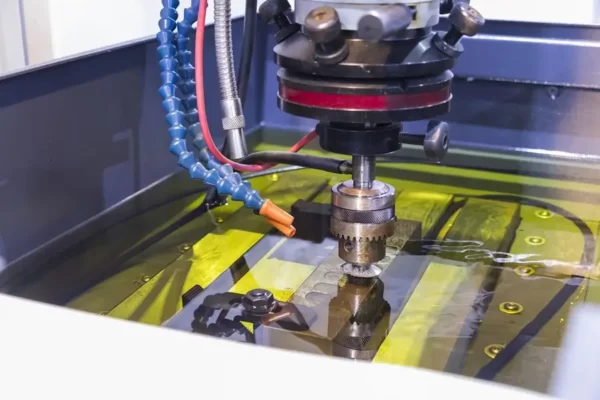
Elektrische Entladungsbearbeitung (EDM)
EDM "schneidet" nicht im traditionellen Sinne. Stattdessen erodieren kontrollierte elektrische Entladungen Material aus schwer zu Maschinenmetallen. Es gibt zwei Haupttypen von EDM -Maschinen:
Draht EDM:Verwendet einen dünnen, kontinuierlich gefütterten Draht, um präzise, komplizierte Formen zu untergraben.
Sinker (Die-Sinker) EDM:Verwendet eine geformte Elektrode, um Hohlräume und tiefe Details zu bilden.
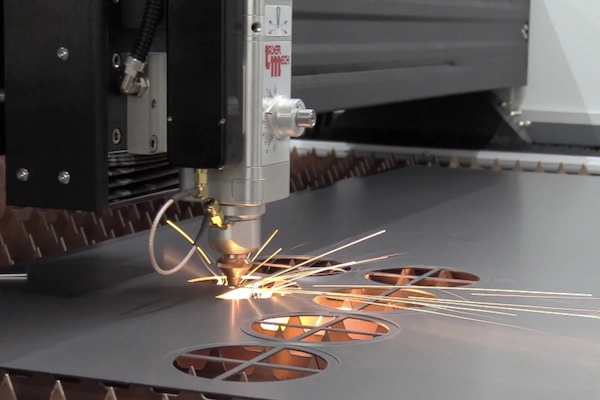
CNC -Laser/Plasma/Wasserstrahlschnitt
Dies sind nichtkontakte Schneidprozesse, die unterschiedliche Energiequellen zum Scheiben von Blech- oder Plattenmaterialien verwenden. Plasma-Tabellen erzeugen einen ionisierten Gasbogen, um dickere leitfähige Metalle schnell und kostengünstig zu schneiden. und Wasserstrahlschneider sprengen einen Hochdruckstrom von Wasser, der mit abrasiven Partikeln gemischt ist, um praktisch jedes Material ohne wärmebedigte Zone zu schneiden, obwohl sie höhere Betriebskosten haben.
Vorteile und Einschränkungen der CNC -Bearbeitung
Hier sind die wichtigsten Vorteile und Einschränkungen der CNC -Bearbeitung. Verwenden Sie diese, um zu entscheiden, ob es sich um die richtige Technologie für Ihre Anwendung handelt.
Vorteile der CNC -Bearbeitung
Genauigkeit und Präzision
CNC -Maschinen befolgen genaue Werkzeugwege basierend auf programmierten Anweisungen und ermöglichen eine hoch genaue Materialentfernung. Standardtoleranzen liegen bei etwa ± 0,125 mm (± 0,005 Zoll), während Toleranzen von ± 0,050 mm (± 0,002 Zoll) und sogar ± 0,025 mm (± 0,001 in) erreichbar sind. Darüber hinaus bleibt dieses Präzisionsniveau über Produktionsanhänge hinweg konsistent.
Breite Palette von kompatiblen Materialien Die CNC -Bearbeitung arbeitet mit praktisch jedem Material mit ausreichender Starrheit - Metal, Kunststoff, Verbundwerkstoffe, sogar Holz und Schaumstoff können alle bearbeitet werden. Dies gibt Ingenieuren die Flexibilität, das optimale Material für jede Anwendung auszuwählen. Darüber hinaus, weil Material entfernt und nicht verändert wird,CNC bearbeitete TeileBleiben Sie die ursprünglichen physikalischen Eigenschaften des Grundmaterials.
Schnell und effizient
Fortschritte in modernen CNC -Systemen, CAM -Software und digitalen Versorgungsketten haben die Vorlaufzeiten der Produktion stark verringert. Nach dem Programmieren kann eine CNC -Maschine mit minimaler menschlicher Eingriff rund um die Uhr laufen. In nur wenigen Tagen können Sie oft einen fertigen CNC -bearbeiteten Teil erhalten, der mit der Wende der industriellen 3D -Druckprozesse wie SLS vergleichbar ist. Die Gesamtgeschwindigkeit und Effizienz hängen jedoch immer noch von der spezifischen CNC -Maschine und der Komplexität des Teils ab.
Skalierbare Produktion
Im Gegensatz zu formativen Methoden (Injektionsformen) erfordert die CNC -Bearbeitung keine spezielle Werkzeuge, sodass es für eine benutzerdefinierte Teile und Prototypen besonders relevant ist, bei denen Vorabkosten von Bedeutung sind. CNC ist auch eine sehr preisliche Wettbewerbsoption für kleine bis mittlere Charge -Läufe (Zehn bis Hunderte von Einheiten). Im Gegensatz dazu skalieren additive Technologien (3D -Druck) nicht ebenfalls - die Preise für Einheit bleiben unabhängig von der Menge relativ stabil -, während die formativen Methoden (Injektionsform oder Investitionsguss) bei großen Volumina (typischerweise Tausende von Teilen) aufgrund hoher Werkzeugkosten nur wirtschaftlich werden.
Einschränkungen der CNC -Bearbeitung
Materialverschwendung
Da die CNC -Bearbeitung ein subtraktiver Prozess ist, erzeugt sie typischerweise 30 % –60 % Schrott aus dem ursprünglichen Bestand. In der Praxis reduzieren Geschäfte Abfall, indem sie die Teilorientierung in der Aktie optimieren, bei verfügbaren Nahverlieben oder geschmiedeten Rohlingen, Planen mehrteiliger Nester und Recycling-Chips. Mit diesen Strategien können gut geplante Arbeitsplätze Schrottquoten auf rund 20 %–30 %senken. Trotzdem erzeugt die CNC -Bearbeitung im Vergleich zu formativen oder additiven Prozessen deutlich mehr Materialabfälle.
Einschränkungen des Werkzeugzugriffs und der Arbeitsdauer
Da die CNC -Bearbeitung Material aus einem festen Block entfernt, muss jede Oberfläche durch ein Werkzeug mit der entsprechenden Form und Steifheit erreichbar sein. Tiefe Hohlräume, enge innere Ecken und steile Unterschnitte sind oft unmöglich, ohne spezielle Langstufe, gebogene oder 5-Achsenschneider zu mühlen-und selbst dann erhöhen die Kollisionsrisiken und die Oberflächenbeschaffung können leiden.
Inzwischen muss das Werkstück fest geklemmt werden; Dünne Wände oder komplexe Konturen erfordern möglicherweise benutzerdefinierte Vorrichtungen oder Stützen, um Vibrationen und Ablenkung zu verhindern.
Geometrische Komplexität mit hohen Kosten
Wenn die Geometrie eines Teils sehr komplex wird - freie Oberflächen, steile Unterschnitte oder mehrere geneigte Gesichter - steigen die CNC -Bearbeitungskosten stark an. Komplexe Formen erfordern eine kompliziertere CAM -Programmierung, längere Werkzeugwege und feinere Schritt -Overs, die die Zykluszeiten verlängern. Oft werden mehrere Setups oder benutzerdefinierte Vorrichtungen benötigt, sodass Cutter jeden Winkel erreichen und Ausfallzeiten hinzufügen und Maschinen hinzufügen können. Spezialisierte Werkzeuge erhöhen die Ausgaben weiter.
Hohe anfängliche Investition
Die CNC -Bearbeitung beinhaltet eine hohe anfängliche Investition. Viele der Vorabkosten sind festgelegt und müssen über weniger Teile verteilt werden. Diese Kosten umfassen Programmierung, Einrichtung, Maschinenkalibrierung und Werkzeugvorbereitung, die unabhängig von der erzeugten Menge erhebliche Zeit und Facharbeit erfordern.
Keine materielle Eigentumsabstufung
Die CNC -Bearbeitung startet immer von einem einzigen homogenen Bestand - ein Punkt im fertigen Teil teilt die gleichen materiellen Eigenschaften (Dichte, Steifheit usw.). Im Gegensatz zu einigen 3D-Druckmethoden, die die Zusammensetzung oder die Porositätsschicht für Schicht variieren, können Sie keine Zonen mit unterschiedlicher Elastizität, Härte oder Dichte auf einer CNC-Mühle oder Drehmaschine erzeugen. Dies begrenzt die CNC -Bearbeitung, wenn ein Design allmähliche Übergänge im Materialverhalten erfordert (z. B. ein starres Außenmischung in einen flexiblen Kern).
Alternative Herstellungsprozesse zur CNC -Bearbeitung
Die CNC -Bearbeitung ist ein vielseitiges Verfahren, das in Teil und Produktherstellung weit verbreitet ist. Es ist jedoch nicht immer die optimale Methode. 3D -Druck- und Injektionsleisten sind die beiden häufigsten Alternativen.
Tabelle 1 bietet einen präzisen Vergleich aller drei Prozesse, um Ihnen dabei zu helfen, ihre jeweiligen Vorteile und Einschränkungen schnell zu verstehen.
Sehr hoch (interne Kanäle, Gitter, Freiformflächen)
Medium bis hoch (Unterstützt Teilmerkmale wie moderate Unterschnitte, Seitenlöcher und geformte Einsätze; Extrem komplizierte interne Merkmale erfordern teure Formkomponenten)
InitialSetup -Kosten
Mittel bis hoch (CAM -Programmierung, Geräte, Werkzeug)
Low-Medium (Basisplastik/Harze benötigen nur einen Build.
Hoch (Harttool-Formen beginnen in niedrigen Figuren USD.
Injection -Formteile erfordert teure Werkzeuge und kann keine internen Gitter bilden. CNC kann keine Innengitterstrukturen mahlen.
2
Drohnenaluminiumrahmen
Hohe Festigkeit, enge Toleranzen, Charge von 300–1.000 Einheiten
CNC -Bearbeitung
Metall -3D -Druck ist bei diesem Volumen kostenlos. CNC liefert bessere Wirtschafts- und Materialeigenschaften für Aluminiumrahmen.
3
Stahleinspritzkern
Hohe Präzision, niedrige Menge
CNC -Bearbeitung
Injektionsformung erzeugt Plastikteile, keine Stahlformen; Während viele Metall -AM -Prozesse (SLM/DMLs) nach der Wärmebehandlung nahezu geschmiedete Festigkeit erreichen können, bleibt die CNC -Bearbeitung, gefolgt von Wärmebehandlung und Schleifen, für Schimmelpilzkerne langlebiger.
4
Benutzerdefinierte künstlerische Fall
Organische Form, Einzeleinheit, Kunststoff
3D -Druck
CNC kämpft mit komplexen organischen Kurven und erfordern kundenspezifische Vorrichtungen. Für den 3D -Druck ist kein Werkzeug erforderlich.
5
Kleines elektronisches Plastikgehäuse
Snap Fit -Funktionen, interne Unterstützungen, ungefähr 100 Einheiten
3D -Druck
CNC ist langsam und verschwenderisch für komplizierte interne Merkmale. Die Injektionsformwerkzeuge sind für nur 100 Einheiten zu kostspielig.
6
Plastikunterricht in Massenproduktion
ABS/PC -Kunststoff, mehr als 10.000 Einheiten
Injektionsformung
Hohe Vorabschimmelkosten werden über großes Volumen abgeschrieben
7
Präzisionsbasisplatte
Einfache Geometrie, Metall, große Größe, enge Toleranzen
CNC -Bearbeitung
Metall -3D -Druck ist für große Teile teuer; Die CNC -Bearbeitung erreicht die erforderlichen Toleranzen wirtschaftlicher.
8
Luft- und Raumfahrt Leichtes Titaniumbracket
Komplexe Gitterstruktur, geringes Volumen
Metall 3D -Druck
Nur 3D -Druck kann in einem einzigen Build komplizierte Titangitterdesigns erzeugen.
Die Schimmelpilzkosten können über 1.000 Einheiten verteilt werden, was einen niedrigeren Preis pro Stück als CNC- oder 3D -Druck erzeugt.
Anwendungsbeispiele: Auswählen des richtigen Prozesses
5 Schlüsselfaktoren, die die CNC -Bearbeitungskosten- und Reduktionstipps beeinflussen
Bei der Kontrolle der CNC -Bearbeitungskosten geht es nicht nur darum, niedrigere Preise zu verhandeln, sondern es geht um intelligentCNC -Bearbeitungsdesign, effiziente materielle Auswahl und strategische Produktionsplanung. Mit dem richtigen Ansatz können Sie sowohl eine hohe Qualität als auch die Kostenwirksamkeit erreichen. In diesem Abschnitt werden wir kurz diskutieren, was die Kosten in der CNC -Bearbeitung erhöht und bewährt anbietenTipps, um die Kosten Ihres CNC -Projekts zu senkenT.
Teilgeometriekomplexität
Die Komplexität der Teilgeometrie fördert die Kosten, da komplizierte Formen mehr Maschinenzeit, zusätzliche Werkzeugänderungen und mehrere Setups erfordern. Tiefe Taschen, steile Unterschnitte, abgewinkelte Löcher und dünne Wände erfordern kleinere oder verlängerte Werkzeuge, die langsamer schneiden und anfällig für die Ablenkung sind. Lange Werkzeugwege und häufige Neupositionierung erhöhen die Zykluszeit und erhöhen das Risiko von Fehlern oder Schrott.
✅Tipps:
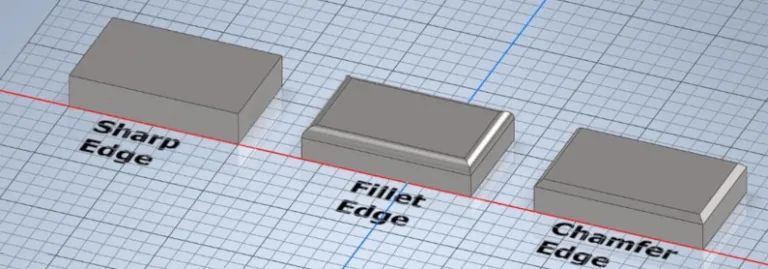
Fügen Sie Filets zu scharfen inneren Ecken hinzu, damit Sie Endmühlen mit größerem Durchmesser verwenden und benutzerdefinierte Werkzeuge vermeiden können.
Halten Sie die Taschentiefe auf nicht mehr als das Vierfache ihrer Breite (Tiefe ≤4 × Breite), sodass die Standardlängenschneider erreichen können.
Walten Sie Wandstärken von mindestens 0,8 mm für Metalle und 1,5 mm für Kunststoffe bei, um eine Vibration und die Notwendigkeit mehrerer Lichtpässe zu vermeiden.
Beseitigen Sie unnötige abgewinkelte oder außerhalb der Achsenlöcher; Wenn eine abgewinkelte Funktion unerlässlich ist, sollten Sie den Teil in einfachere Unterkomponenten aufzeigen.
Bitten Sie Ihren Maschinisten nach vorzeitigem Feedback für das Design für Herstellbarkeitsfähigkeit, damit Sie vor dem Programmieren kostspielige Funktionen fangen und korrigieren können.
Materialauswahl
Die Auswahl des richtigen Materials beeinflusst die Kosten durch die Bestimmung der Schnittgeschwindigkeiten, der Werkzeugverschleiß und der Schrottraten. Weichere Legierungen wie 6061 Aluminium oder POM schnellen bei höheren Futtermitteln und erhalten die Werkzeugdauer schnell. Im Gegensatz dazu erfordern Edelstahl-, Titan- und Hochtemperaturlegierungen langsamere Geschwindigkeiten, häufigere Werkzeugwechsel und robustes Anlagen. Selbst innerhalb einer materiellen Familie können Noten mit besserer Bearbeitbarkeit die Zykluszeiten halbieren.
✅Tipps:
Wählen Sie nach Möglichkeit ein Material mit hoher Bearbeitbarkeit aus, das weiterhin Ihren Festigkeits- oder Korrosionsanforderungen entspricht
Fragen Sie Ihren Verkäufer nach alternativen Legierungen oder Kunststoffen, die weniger kosten und schneller abschneiden.
Reduzieren Sie die überschüssige Dicke in kostspieligen Metallen durch die rechten Größenwandabschnitte auf nur das, was strukturell notwendig ist.
Verwenden Sie in der Nähe von Nettoformblücken (geschmiedet oder gegossen) für teure Legierungen, damit Sie bei jedem Schnitt weniger Material entfernen.
Faktor bei Chip -Recyclingraten; Aluminiumchips haben oft einen Wiederverkaufswert, während härtere Legierungen möglicherweise nicht.
Bestellmenge
Bestellmenge Einflüsse pro Stückkosten, da feste Ausgaben - wie CAM -Programmierung, Fixture -Herstellung und Maschinenaufbau - über jeden Teil ausbreiten. Wenn Sie nur eine Handvoll Stücke betreiben, dominieren diese einmaligen Investitionen den Einheitspreis. Mit zunehmendem Volumen werden diese Kosten weniger signifikant, und die Zykluszeit werden zu den Haupttreibern.
✅ Tipps:
Kombinieren Sie ähnliche Teile zu einem einzigen Produktionslauf, damit Sie Setups, Null -Offsets und -vorrichtungen teilen.
Wenn Sie später mehr Teile benötigen, bestellen Sie nun eine größere Charge, um die Programmierung und das Gerät über weitere Einheiten zu erzielen.
Suchen Sie nach Möglichkeiten, Familienplatten oder Geartteile zu bestellen, und ordnen Sie mehrere Kopien von kleinen Teilen auf einem Leerzeichen an, um die Abfall- und Einrichtungszeit zu verkürzen.
Planen Sie im Zusammenhang mit dem Planen von Arbeitsplätzen, sodass dieselbe Toolierung und Arbeitsdauer wiederverwendet werden können.
Verhandeln Sie Volumenrabatte mit Ihrem Geschäft, wenn Sie im Voraus eine höhere Gesamtmenge festlegen können.
Programmier- und Einrichtungszeit
Die Programmierung und die Einrichtung sind erheblich, wenn Teile nicht standardmäßige Merkmale wie dekorative Chamfers, gravierte Logos oder ungewöhnliche Lochgrößen enthalten. Jedes zusätzliche Gesicht, das umdrehen muss, jeder benutzerdefinierte Fixturing -Bedarf, und jedes nicht Standard -Toolpath fügt stundenlange Nockenarbeit und Maschinenausfallzeiten hinzu. Eine längere Programmierung und häufige Trockenläufe führen direkt auf höhere Ladenraten.
✅ Tipps:
Vereinfachen Sie die Geometrie so, dass Sie Standardformen, geraden Merkmale und allgemeine Lochdurchmesser (0,1 mm oder 0,5 mm Inkremente) verwenden, um die Regalbohrer und Endmühlen abzuwenden.
Auf Designteile, sodass auf alle kritischen Funktionen in einer einzigen Ausrichtung (2,5D -Geometrie) zugegriffen werden können, wodurch die Notwendigkeit mehrerer Setups minimiert werden.
Teilen Sie saubere, gut exportierte Schritt- oder IGES -Dateien mit ordnungsgemäßem Gesichtsnamen und ohne überlappende Geometrie, um eine CAM -Reinigung zu vermeiden.
Entfernen Sie rein kosmetische Merkmale - wie ein gravierter Text oder Chamfers -, die unnötige Werkzeugwege hinzufügen.
Arbeiten Sie mit Ihrem Maschinisten zusammen, um festzustellen, welche Funktionen die zusätzliche Programmierzeit treiben, und erkunden Sie Designalternativen.
Nachbearbeitungsbedürfnisse
Nach der Verarbeitung wie Polieren, Anodieren, Plattieren oder Malerei können die Schritte zur Handhabung, Maskierung und Aushärtung hinzufügen. Jedes Finish erfordert ein separates Setup, eine Bewegung zwischen Abteilungen oder Anbietern sowie häufig Änderungen des Racks oder der Leuchte - Folgezeiten und Anstiegskosten.
✅ Tipps:
Frage, ob ein kosmetisches Finish erforderlich ist. Viele interne oder funktionelle Teile führen „wie bearbeitet“ oder mit einfachem Perlensprengen gut durch.
Wenn ein Finish erforderlich ist, konsolidieren Sie Behandlungen unter einem Anbieter, um den Versand, die Handhabung und die Planung von Overheads zu reduzieren.
Geben Sie die Anforderungen an die Oberflächenbearbeitung nur bei kritischer Paarung oder exponierten Oberflächen an; Akzeptieren Sie an anderer Stelle Standard -gemahlene Oberflächen (RA1,6 um 3,2 µm).
Wählen Sie Oberflächen, die in einem einzigen Schritt angewendet werden können - z. B. hart anodarisch anstelle von Anodize plus Farbe -, wenn möglich.
Erwägen Sie die Überlagerung oder Beschichtung, die direkt nach der Bearbeitung ohne umfangreiche Maskierung angewendet werden kann, wie z.
Arbeiten Sie mit Chiggo für Ihr CNC -Bearbeitungsprojekt
Chiggo ist ein führendes Präzisions -CNC -Bearbeitungsunternehmen in China mit über 10 Jahren Herstellungserfahrung. Wir betreiben hochmoderne CNC-Geräte und haben ein professionelles Team von Ingenieuren. Von einem robusten Versorgungskettennetzwerk unterstützt, bieten wir wettbewerbsfähige Preise und zuverlässige Lieferzeiten an.Kontaktieren Sie unsNun, um unsere zu erlebenCNC -Bearbeitungsdienste!