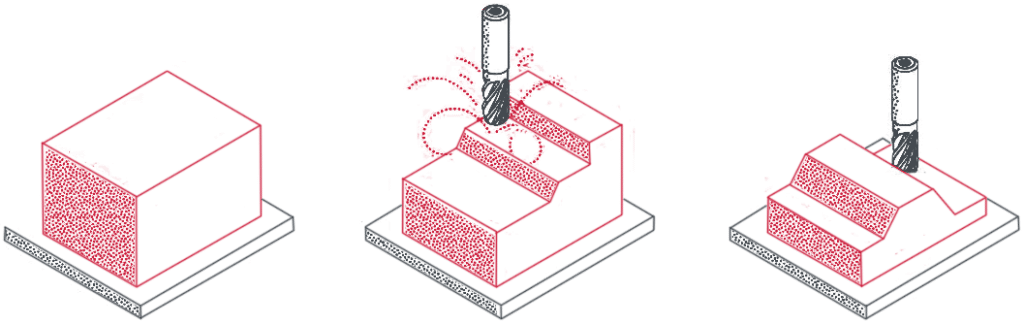
CNC Machining هي طريقة تصنيع طحولية ، مما يعني أنه يزيل المواد من كتلة صلبة (تُعرف باسم قطعة فارغة أو عمالة) باستخدام أدوات القطع المختلفة. هذه طريقة مختلفة اختلافًا جذريًا للتصنيع مقارنة بتقنيات الإضافات (الطباعة ثلاثية الأبعاد) أو التكوينية (صب الحقن). لها آليات إزالة المواد آثار كبيرة على فوائد CNC ، والقيود ، وقيود التصميم. المزيد عن هذا في دليلنا.
ما هو تصنيع CNC?
CNC (التحكم العددي للكمبيوتر) Machining هو عملية تصنيع يتحكم فيها الكمبيوتر في أدوات الآلة وفقًا للتعليمات المبرمجة مسبقًا لقطع قطعة العمل وتشكيلها في الجزء المطلوب.
نظرًا لمستوى الأتمتة العالي ، يمكن أن تنتج CNC أجزاء بدقة استثنائية وتنوع وكفاءة بتكلفة تنافسية. هذا يجعله خيارًا شائعًا في قطاع التصنيع اليوم ، حيث تتزايد تكاليف العمالة ومتطلبات الدقة أيضًا.
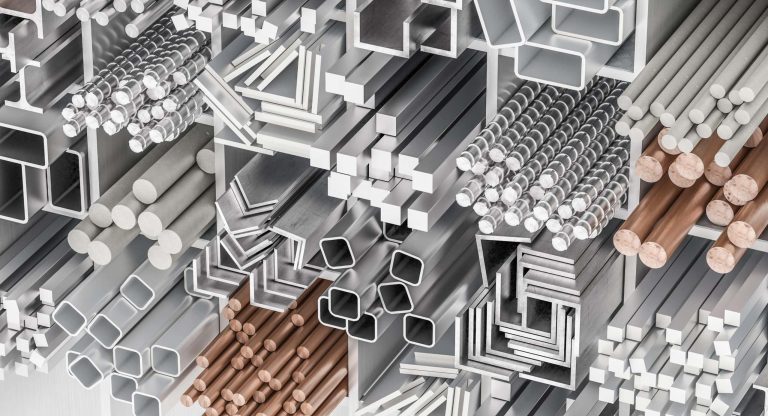
ميزة رئيسية أخرى لآلات CNC هي قدرتها على العمل مع أي مادة تقريبًا. الأكثر شيوعامواد تصنيع CNCتشمل المعادن (سبائك الألومنيوم والصلب ، والنحاس ، وما إلى ذلك) والبلاستيك(ABS ، Delrin ، النايلون ، إلخ). يمكن لآلات CNC أيضًا التعامل مع الرغوة والمركبات والخشب.
ومع ذلك ، فإن تصنيع CNC لديه بعض القيود المرتبطة بطبيعتها الطرفية. على سبيل المثال ، قد يكون من الصعب تحقيق بعض الهياكل الداخلية أو الهندسة المعقدة للغاية. لهذا السبب غالبًا ما تتم مقارنة CNC مع التصنيع الإضافي (الطباعة ثلاثية الأبعاد) وتقنيات تشكيل (صب الحقن) عند اختيار طريقة الإنتاج الأنسب. (سنناقش ذلك لاحقًا في الدليل.)
تاريخ تصنيع CNC
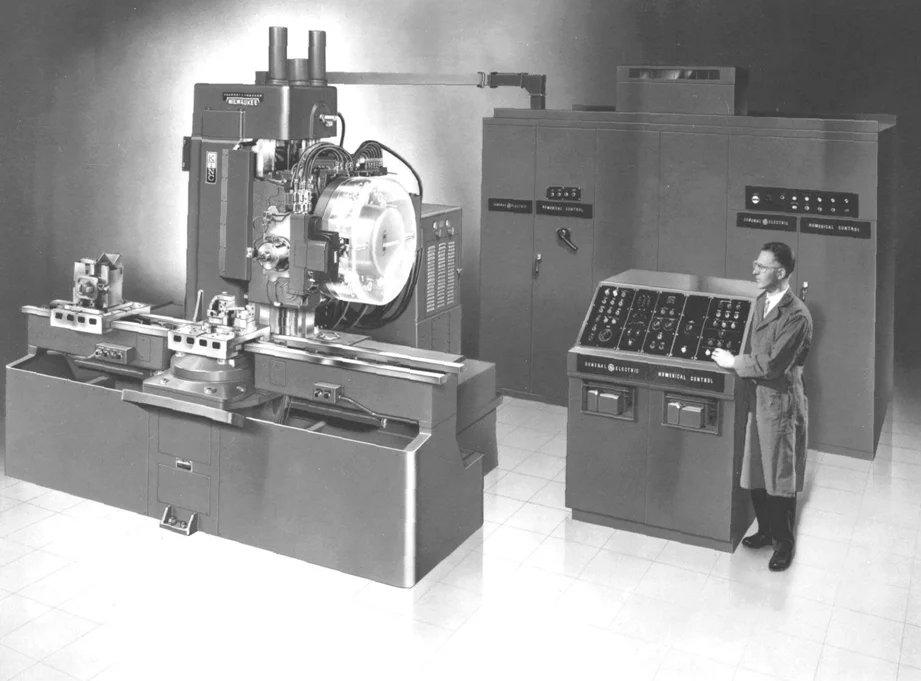
تعود أصول تصنيع CNC إلى أواخر الأربعينيات من القرن الماضي ، مدفوعة بالحاجة الملحة لصناعة الفضاء الجوي إلى أجزاء عالية الدقة ومعقدة. عندما أصبحت تصميمات الطائرات أكثر تطوراً ، لم تعد الآلات اليدوية تفي بالدقة أو متطلبات الكفاءة. لمعالجة ذلك ، تعاون المهندس الأمريكي جون ت. بارسونز مع معهد ماساتشوستس للتكنولوجيا في عام 1949 لتطوير أول نظام تحكم رقمي في العالم (NC) ، باستخدام شريط مثقب لتوجيه حركات الماكينة - مع بداية أتمتة التصنيع.
خلال الخمسينيات والستينيات من القرن الماضي ، تم دمج تقنية التحكم العددي حيث تم دمج أجهزة الكمبيوتر المبكرة لتعزيز دقة التحكم ومرونة البرمجة. في أوائل سبعينيات القرن الماضي ، استبدل ظهور المعالجات الدقيقة الرقمية وحدات التحكم التناظرية ، مما أدى إلى CNC الحديثة. توسعت CNC إلى ما وراء الطحن والتحول لتشمل طحن وتصنيع التصريف الكهربائي (EDM) ، مما يتيح تصنيع أكثر تنوعًا وأعلى دقة.
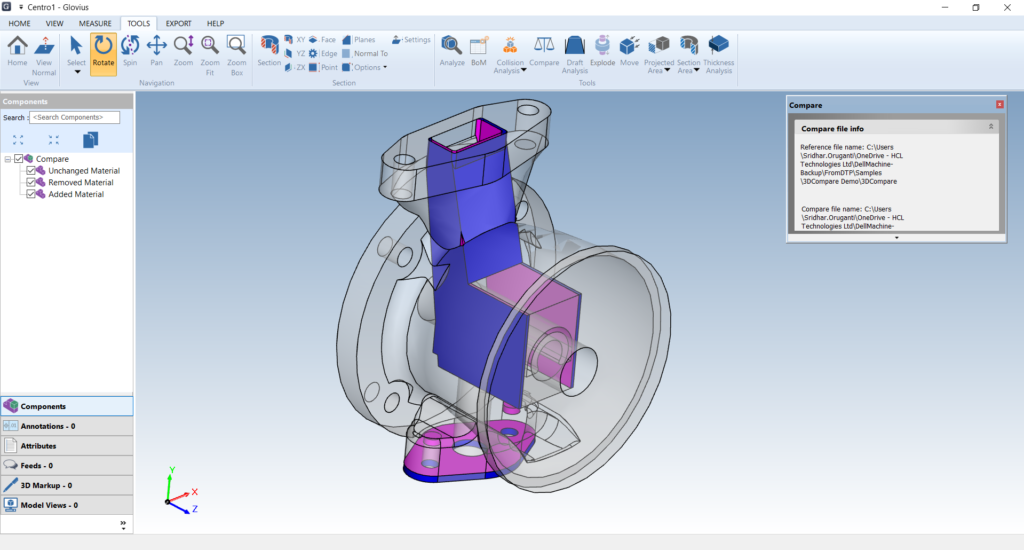
ظهور CAD/CAM في برمجة الأجزاء المحولة في الثمانينيات: يمكن للمصممين رسم نموذج في برنامج CAD وإنشاء ممرات أدوات CNC تلقائيًا. في التسعينيات ، أصبحت عناصر التحكم أكثر إحكاما ، وركضت المغزل بشكل أسرع ، ونمت واجهات المستخدم أكثر سهولة. نظرًا لأن المصممين طالبوا بالتخفيف من التحمل والتعقيد ، فإن الأنظمة متعددة المحاور-وخاصة الآلات ذات 5 محاور-تهدف إلى البروز ، مما يتيح لتشكيل أجزاء بأكملها في إعداد واحد. في أوائل العقد الأول من القرن العشرين ، أدى ظهور المواد عالية الأداء والطلب على الإنتاج المخصص إلى زيادة اعتماد مراكز متعددة المحاور المتقدمة.
اليوم ، تتطور تصنيع CNC بسرعة من خلال تكاملها مع منظمة العفو الدولية وأنظمة الإنترنت الأشياء وأنظمة المراقبة في الوقت الفعلي. من أصول الطيران إلى دورها كزاوية في الصناعة 4.0 ، خضعت CNC Machining لرحلة رائعة وتستمر في التقدم.
كيف تعمل تصنيع CNC؟
على الرغم من أنك ستجد أن كل جهاز CNC يعمل ويتم برمجته بشكل مختلف قليلاً ، إلا أنها تتبع جميع هذه الخطوات الأربع الأساسية:
الخطوة 1: إعداد نموذج CAD
يتضمن ذلك إنشاء نموذج CAD ثلاثي الأبعاد مفصل بالكامل (تصميم بمساعدة الكمبيوتر) من دورك في البرامج مثل SolidWorks أو Fusion 360 أو ما شابه. تأكد من أن النموذج يتضمن جميع الهندسة الحرجة - عمليات التحمل ، والتحمل ، وأنماط الثقب ، والموضوعات ، والشرائح - وأي ملاحظات تصنيع.
الخطوة 2 : تحويل طراز CAD إلى رمز جاهز CNC
لا يمكن لآلات CNC قراءة نموذج CAD مباشرة. لذلك ، يجب عليك تحويل النموذج إلى ملف قابل للقراءة CNC يسمى G-Code. يمكنك القيام بذلك في برنامج CAD/CAM مثل Fusion 360 ، الذي يحتوي على أدوات مدمجة (تصنيع بمساعدة الكمبيوتر) لتصدير G-Code بنقرة واحدة ، أو في حزم كاميرات مخصصة مثل MasterCam أو Edgecam لتوليد ممر أكثر تقدماً. يحتوي رمز G الناتج على كل ما تحتاجه وحدة تحكم CNC-بما في ذلك مسارات الأدوات وسرعات المغزل ومعدلات التغذية وحركات المحور-لتشكيل الجزء الخاص بك بدقة.
الخطوة 3: إعداد آلة CNC
بعد ذلك ، يقوم المشغل بإعداد الجهاز عن طريق التحقق من حالته الإجمالية ، حيث يتم تشحيم جميع المحاور بشكل صحيح وتفتيش مسامير الرصاص وأرشديات التآكل أو الضرر. ثم يقومون بتحميل الأدوات المطلوبة (إما يدويًا أو عن طريق تغيير الأدوات التلقائي) ، وامسخ قطعة العمل بشكل آمن في مكانها ، وإذا لزم الأمر ، قم بتشغيل دورة جافة للتحقق من مسارات الأدوات قبل القطع.
الخطوة 4: تنفيذ عملية الآلات
يبدأ المشغل دورة الآلات عن طريق تحديد برنامج G-Code على لوحة التحكم CNC والضغط على "Start Cycle". يتبع الجهاز تلك الإرشادات - مما يجعل الأداة (أو الشغل) ، وتنشيط سائل التبريد ، وتغيير الأدوات تلقائيًا حسب الحاجة - حتى تكمل الدورة أو توقفت. بمجرد انتهائه ، يزيل المشغل الجزء النهائي للتفتيش.
الأنواع الشائعة من عمليات تصنيع CNC والآلات المستخدمة
يشير Machining CNC إلى عائلة من عمليات القطع التي تسيطر عليها الكمبيوتر التي يتم إجراؤها على أدوات الآلات المختلفة. كل عملية تناسب هندسة جزئية محددة ، مواد ، التحمل ، والمتطلبات الوظيفية. غالبًا ما يمكن إنتاج الأجزاء البسيطة باستخدام عملية واحدة ، بينما تتطلب الأجزاء المعقدة عادةً مزيجًا من العمليات المتعددة.
طحن CNC
طحن CNCهي عملية تصنيع CNC الأكثر شيوعًا ، وفي العديد من المتاجر ، يتم استخدام "Machining Machining" و "CNC Milling" بالتبادل. في طحن CNC ، أداة قطع متعددة النقاط تسمى أقاطع الطحنيتحرك بالنسبة إلى قطعة العمل لإزالة المواد. تعتمد سهولة القطع على تطور مطحنة CNC.
الأنواع الأكثر شيوعًا هي آلات الطحن 3 و 4 و 5 محاور.
آلات الطحن 3 محاور
تحرك مصانع المحور 3 أداة القطع على طول ثلاثة محاور خطية نسبة إلى قطعة العمل (X: اليسار-اليسار ، Y: Front-Back ، Z: Up-Down). إنها أكثر آلات CNC شيوعًا لأنها يمكن أن تنتج جميع الأشكال الهندسية الأساسية تقريبًا. إنها سهلة البرمجة والتشغيل ، مع تكاليف بدء منخفض نسبيا. ومع ذلك ، يكون الوصول إلى الأدوات محدودًا : قد يكون من المستحيل الوصول إلى مناطق معينة أو تتطلب فهرسة يدوي للجزء ، مما قد يقلل من الدقة الكلية.
4 محاور الآلات الطحن
يضيف مطحنة ذات 4 محاور محورًا رابعًا دوارًا-يسمى عادةً المحور A-الذي يدور على قطعة العمل حول أحد المحاور الخطية (في معظم الأحيان المحور X). يتيح ذلك الآلات حول الأجزاء الأسطوانية (مثل الأعمدة ، والمزامير ، والأخاديد الحلزونية) في إعداد واحد ، مما يقلل من وقت إعادة التثبيت وتركيبه. ومع ذلك ، في معظم آلات 4 محاور (3+1) ، فهرسة المحور A فقط إلى زوايا ثابتة بدلاً من الدوران بشكل مستمر أثناء القطع.
5 محاور آلات الطحن
أكامل 5 المحاور مطحنةيضيف اثنين من المحاور الدوارة الإضافية (عادةً A و B ، أو A و C) ، مما يسمح للجدول أو رأس القطع بالتدوير والإمالة حتى يتمكن القاطع من الاقتراب من الشغل من أي زاوية تقريبًا. على عكس3+2 آلات المحور، تقوم آلة كاملة بحجم 5 محاور بتحريك جميع المحاور الخمسة في وقت واحد طوال كل عملية قطع ، مما يتيح إنتاج الأشكال الهندسية المعقدة ، الحرة ذات الدقة والتشطيب السطحي الذي لا يمكن أن تتطابق مع تقنية أخرى. وبطبيعة الحال ، تأتي هذه القدرات المتقدمة مع تكاليف أعلى - سواء للآلية نفسها وللمشغلين المدربين تدريباً عالياً.
تحول CNC
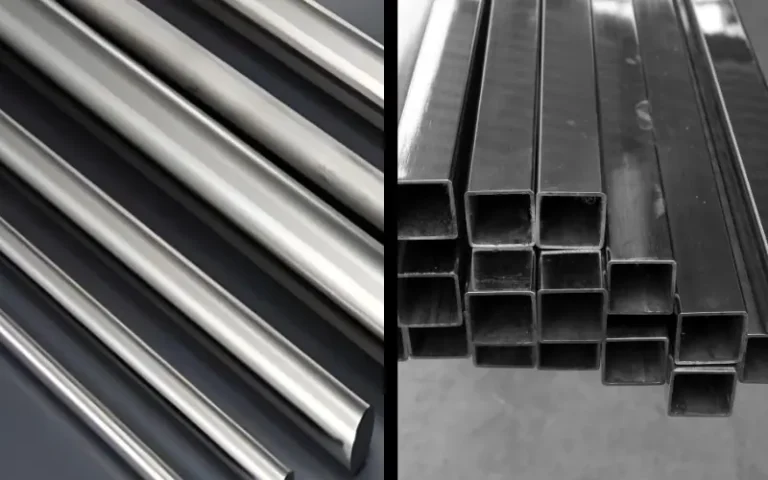
في الدوران ، يتم عقد الشغل على مغزل دوار عالي السرعة. لا تدور أداة القطع وتتحرك في الاتجاهات الشعاعية (X) والمحورية (Z) لتشكيل الجزء.تحول CNCيستخدم عادة لأجزاء أسطوانية ويقدم إنتاجية أعلى وتكلفة أقل لكل وحدة من طحن CNC.
هناك نوعان رئيسيان من آلات تحول CNC:
مخارط CNC
عادة ما تشير مخارط CNC إلى 2 آلات تحول المحور. تعمل على محور Z (على طول طول المغزل) ومحور X (شعاعيًا نحو أو بعيدًا عن مركز العمل). باعتبارها أبسط نوع من آلة تحول CNC ، يمكنهم أداء العمليات الأساسية - الأقطار التي تحلق ، ومواجهة الأسطح النهائية ، والمملة أو الحفر على طول خط الوسط - بدقة عالية. ومع ذلك ، لا يمكنهم مصنع أو حفر ميزات التعويض عن المحور المركزي.
مراكز الدوران CNC
يعد مركز تحول CNC مخرطة معززة بمحاور إضافية (غالبًا ما تكون من 3 إلى 5 في المجموع) وقدرات الأدوات الحية. وبعبارة أخرى ، فإن أي آلة تحول CNC مع أكثر من محورين أو مع قدرة الطحن تسمى "مركز تحول".
يمكن لمراكز الدوران أن أجزاء الدوران المعقدة في إعداد واحد: الأجزاء التي تكون في الغالب متماثلة بالتناوب ولكن لديها ميزات مثل الثقوب خارج المركز ، أو الشقق المليئة ، أو الثقوب المتقاطعة ، أو الخيوط النابضة ، أو الجوانب المتعددة المعنية. Track Off هي تكلفة المعدات المرتفعة وأكثر برمجة CAM متورطة.
حفر CNC والتنصت
يقوم حفر CNC تلقائيًا بتغذية جزء تدريبات دوارة في الشغل في المواقف المبرمجة وسرعات المغزل ومعدلات التغذية. رأس التنصت ثم يقطع الخيوط الداخلية في نفس الإعداد. غالبًا ما يتم دمج وظائف صنع الثقب هذه في مصانع CNC أو مراكز الدوران.
طحن CNC
عادة ما يكون الطحن عملية ثانوية بعد الطحن أو الدوران. تزيل عجلة الكشطية الدوارة كميات دقيقة من المواد لتحقيق التحملات الفائقة (وصولاً إلى المليون من بوصة) وتشطيبات تشبه المرآة. مطاحن السطح تتسطح الأجزاء ، في حين تنتهي المطاحن الأسطوانية أو الأعمدة المستديرة.
توجيه CNC
تعمل أجهزة التوجيه CNC مثل آلات الطحن ، وتحريك أداة قطع على طول محاور X- و Y- و Z لإزالة المواد. يستخدمون مغزل أخف وعالي السرعة وأسرّة عمل كبيرة محسّنة للمواد الناعمة (الخشب ، والبلاستيك ، والمركبات) ، مما يتيح تخفيضات أسرع على حساب الصلابة والدقة.
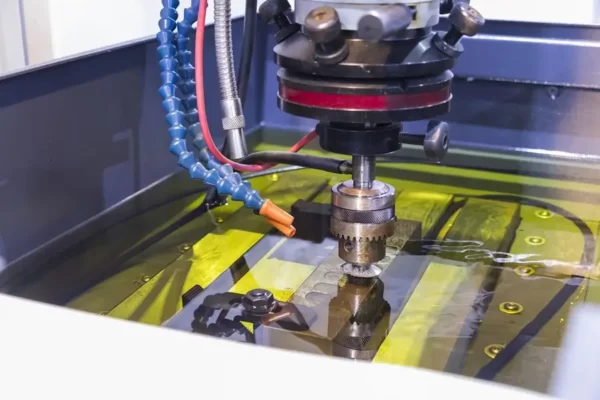
تصنيع التفريغ الكهربائي (EDM)
EDM لا "قطع" بالمعنى التقليدي ؛ بدلاً من ذلك ، تآكل التصريفات الكهربائية التي يتم التحكم فيها عن المواد من المعادن التي يصعب معها الآلة. هناك نوعان رئيسيان من آلات EDM:
سلك EDM:يستخدم سلكًا رفيعًا يتغذى باستمرار لتآكل الأشكال الدقيقة والمعقدة.
Sinker (Die-sinker) EDM:يستخدم قطبًا على شكل لتشكيل تجاويف وتفاصيل عميقة.
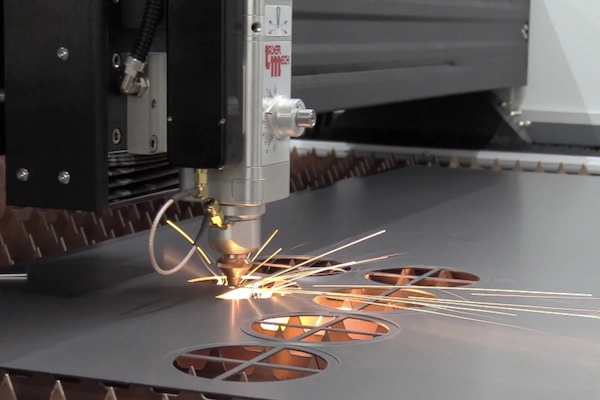
CNC ليزر/البلازما/القطع المائية
هذه هي عمليات القطع غير المتواصل التي تستخدم مصادر طاقة مختلفة لتقطيع مواد الصفيحة أو اللوحة: توجه قواطع الليزر شعاعًا مركّزًا للضوء للتخفيضات الفائقة في المعادن الرقيقة وغير المعادن ؛ تولد جداول البلازما قوس غاز مؤين لخفض المعادن الموصلة السميكة بسرعة وفعالية من حيث التكلفة ؛ وتفجر قواطع WaterJet تيارًا عالي الضغط من الماء ممزوج بجزيئات جلخ لقطع أي مادة تقريبًا بدون منطقة متأثرة بالحرارة ، على الرغم من أن لديها تكاليف تشغيل أعلى.
فوائد وقيود تصنيع CNC
فيما يلي المزايا الرئيسية والقيود على تصنيع CNC. استخدم هذه لتحديد ما إذا كانت هذه هي التكنولوجيا المناسبة لتطبيقك.
فوائد تصنيع CNC
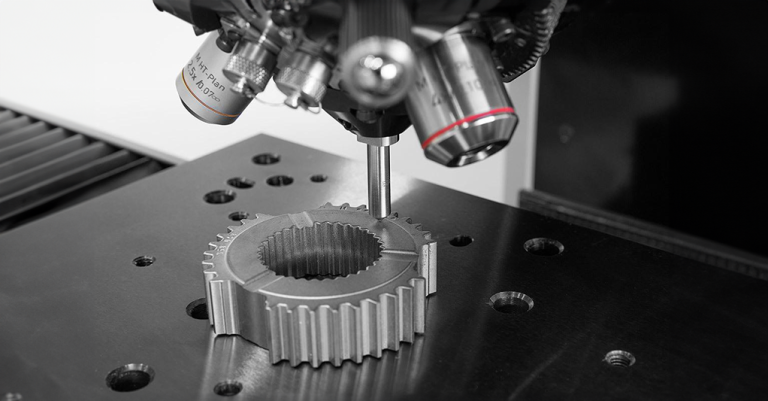
الدقة والدقة
آلات CNC تتبع مسارات الأدوات الدقيقة بناءً على الإرشادات المبرمجة ، مما يتيح إزالة المواد الدقيقة للغاية. تبلغ التحمل المعياري حوالي 0.125 مم (± 0.005 بوصة) ، في حين أن التحمل ضيقة مثل ± 0.050 مم (± 0.002 في) وحتى 0.025 مم (± 0.001 في) يمكن تحقيقها. علاوة على ذلك ، يظل هذا المستوى من الدقة متسقًا عبر دفعات الإنتاج.
مجموعة واسعة من المواد المتوافقة تعمل Machining CNC مع أي مادة تقريبًا من الصلابة الكافية - يمكن أن يتم تشكيل جميع المواد البلاستيكية والمركبات ، وحتى الخشب والرغوة. هذا يمنح المهندسين المرونة لاختيار المواد المثلى لكل تطبيق. علاوة على ذلك ، لأنه تتم إزالة المواد بدلاً من تغييرها ،أجزاء من CNC الآلياحتفظ بالخصائص الفيزيائية الأصلية للمواد الأساسية.
سريع وفعال
التقدم في أنظمة CNC الحديثة ، وبرامج CAM ، وسلاسل التوريد الرقمية قد قللت بشكل كبير من أوقات الإنتاج. بمجرد البرمجة ، يمكن أن تعمل آلة CNC على مدار الساعة مع الحد الأدنى من التدخل البشري. يمكنك في كثير من الأحيان الحصول على جزء من CNC المهيكل في غضون أيام قليلة ، وهو ما يشبه تحول عمليات الطباعة ثلاثية الأبعاد الصناعية مثل SLS. ومع ذلك ، لا تزال السرعة الكلية والكفاءة تعتمد على آلة CNC المحددة وتعقيد الجزء.
إنتاج قابل للتطوير
على عكس الأساليب التكوينية (صب الحقن) ، لا تتطلب تصنيع CNC أي أدوات متخصصة ، مما يجعلها ذات صلة بشكل خاص بقطع الأجزاء والنماذج المخصصة حيث تكون التكاليف المقدمة مهمة. CNC هي أيضًا خيار تنافسي للغاية للأسعار للدُفعات الصغيرة إلى المتوسطة (عشرات إلى مئات الوحدات). على النقيض من ذلك ، فإن التقنيات المضافة (الطباعة ثلاثية الأبعاد) لا تتوسع أيضًا - تظل الأسعار غير مستقرة نسبيًا بغض النظر عن الكمية - في حين أن الأساليب التكوينية (صب الحقن أو صب الاستثمار) تصبح اقتصادية فقط بأحجام كبيرة (عادة الآلاف من الأجزاء) بسبب نفقات الأدوات العالية.
قيود تصنيع CNC
نفايات المواد
نظرًا لأن Machining CNC عبارة عن عملية طحولية ، فإنها عادة ما تولد خردة 30 ٪ إلى 60 ٪ من المخزون الأصلي. في الممارسة العملية ، تقلل المتاجر من النفايات عن طريق تحسين اتجاه الجزء في الأسهم ، وذلك باستخدام الفراغات القريبة من الشبكة أو المزورة عند توفرها ، والتخطيط لأعشال متعددة الأجزاء ، ورقائق إعادة التدوير. مع هذه الاستراتيجيات ، يمكن للوظائف المخططة جيدًا خفض معدلات الخردة إلى حوالي 20 ٪ إلى 30 ٪. ومع ذلك ، بالمقارنة مع العمليات التكوينية أو المضافة ، لا يزال تصنيع CNC ينتج المزيد من نفايات المواد.
قيود الوصول إلى الأدوات وقيود العمل
نظرًا لأن Machining CNC يزيل المواد من كتلة صلبة ، يجب الوصول إلى كل سطح بواسطة أداة ذات الشكل والتصلب المناسبين. غالبًا ما تكون التجويفات العميقة ، والزوايا الداخلية الضيقة ، وخطوات الحادة ، من المستحيل مصنع بدون قطع خاصة طويلة ، عازمة ، أو 5 محاور-وحتى ذلك الحين ، يمكن أن تزيد مخاطر التصادم ويمكن أن تعاني الانتهاء من السطح.
وفي الوقت نفسه ، يجب تثبيت قطعة العمل بحزم. قد تتطلب الجدران الرقيقة أو الخطوط المعقدة تركيبات أو دعامات مخصصة لمنع الاهتزاز والانحراف.
التعقيد الهندسي بتكلفة عالية
عندما تصبح هندسة جزء معقدة للغاية - الأسطح المجانية ، أو تقويضات شديدة الانحدار ، أو وجوه متعددة مائلة - ترتفع تكاليف الآلات بشكل حاد. تتطلب الأشكال المعقدة المزيد من برمجة CAM معقدة ، ومسارات الأدوات الطويلة ، والخطوة الدقيقة ، والتي تمتد أوقات الدورة. غالبًا ما تكون هناك حاجة إلى إعدادات متعددة أو تركيبات مخصصة حتى تتمكن القواطع أدوات متخصصة تزيد من النفقات.
استثمار أولي مرتفع
يتضمن Machining CNC استثمارًا أوليًا مرتفعًا ، يتم إصلاح العديد من تكاليفها مقدمًا ويجب أن تنتشر على أجزاء أقل. تشمل هذه التكاليف البرمجة والإعداد ومعايرة الماكينة وإعداد الأدوات ، وكلها تتطلب وقتًا كبيرًا وعملًا ماهرًا بغض النظر عن الكمية المنتجة.
لا يوجد تدرج ممتلكات مادية
يبدأ تشغيل Machining CNC دائمًا من مخزون متجانس واحد - كل نقطة في الجزء النهائي تشارك نفس خصائص المواد (الكثافة ، الصلابة ، إلخ). على عكس بعض طرق الطباعة ثلاثية الأبعاد التي تختلف من التكوين أو الطبقة المسامية حسب الطبقة ، لا يمكنك إنشاء مناطق ذات مرونة أو صلابة أو كثافة على مصنع CNC أو مخرطة. هذا يحد من تصنيع CNC عندما يتطلب التصميم انتقالات تدريجية في سلوك المواد (على سبيل المثال ، مزج خارجي جامد في قلب مرن).
عمليات التصنيع البديلة لآلات CNC
CNC Machinining هي عملية متعددة الاستخدامات تستخدم على نطاق واسع في جزء وتصنيع المنتجات. ومع ذلك ، فهي ليست دائما الطريقة المثلى. الطباعة ثلاثية الأبعاد وقولبة الحقن هما البديلان الأكثر شيوعًا.
يوفر الجدول 1 مقارنة موجزة مع جميع العمليات الثلاث لمساعدتك في فهم مزاياها وقيودها بسرعة.
عامل رئيسي
تصنيع CNC
طباعة ثلاثية الأبعاد
صب الحقن
حجم الدُفعة
1-5000 PCS
1–500 PCS
≥1000pcs
تعقيد الهندسة
متوسطة-عالية (يتولى المحور 3 أشكالًا خارجية أساسية ؛ 4/5 محور يضيف عمليات التقويض ؛ تجاويف عميقة أو قنوات متقاطعة تحتاج إلى تركيبات/EDM)
عالية جدا (القنوات الداخلية والشاشات والأسطح الحرة)
متوسطة إلى عالية (يدعم ميزات جزء مثل الأسف السفلية المعتدلة ، والثقوب الجانبية ، والإدراج المقولبة ؛ ميزات داخلية معقدة للغاية تتطلب مكونات العفن باهظة الثمن)
تكلفة initialsetup
متوسطة إلى عالية (برمجة CAM ، المباريات ، الأدوات)
المنخفضة المنخفضة (المواد البلاستيكية الأساسية/الراتنجات تحتاج فقط إلى بناء ؛ راتنجات معدنية أو راتفية وتكاليف المعالجة أكثر)
عالية (تبدأ قوالب الأدوات الصلبة في أرقام منخفضة من الدولار الأمريكي ، التعقيد ، النوى الجانبية ، المتسابقين الساخن يرفع التكلفة ؛ قوالب ناعمة ~ 1 000-2 000)
خيارات المواد
المعادن ، البلاستيك ، الخشب ، المركبات ، الرغوة
البلاستيك ، بعض المعادن ، السيراميك ، المركبات
اللدائن الحرارية ، بعض الحراري
سرعة الإنتاج
البرمجة/التثبيت: من 1 إلى 3 أيام ؛ وقت التصنيع: دقائق - ساعات لكل جزء ؛ دفعة من المئات: 3-7 أيام
وقت الطباعة لكل جزء: دقائق-ساعات ؛ الوقت الكلي للوقت: 1-3 أيام (حجم الدُفعة ، تختلف بعد المعالجة) ؛ راتنجات معدنية/عالية الدقة: ~ 1 أسبوع
بناء القالب: 2-6 أسابيع ؛ ضبط العفن: أيام - 1 أسبوع ؛ وقت الدورة: 10-60 ثانية ؛ معدل الإنتاج: 500-2000 pcs/day
تكلفة الوحدة
جزء واحد: بضعة دولارات-20-200 دولار ؛ الحجم المتوسط (المئات): 10-30 ٪ تخفيض التكاليف
البلاستيك: 5 دولارات لكل منها ؛ المعادن: ≥ 100 دولار لكل منها
بعد الإطفاء: 0.20 - 5 دولارات لكل منها ؛ أحجام عالية (ملايين): انخفاض إلى 0.05 دولار لكل منهما
الأفضل ل
الأجزاء الدقيقة ، المواد عالية القوة أو المقاومة للحرارة ، نماذج معدنية
أجزاء مخصصة مخصصة لمرة واحدة ودائم صغيرة ؛ نماذج أولية سريعة
الأجزاء البلاستيكية ذات الحجم العالي
CNC مقابل الطباعة ثلاثية الأبعاد مقابل صب الحقن
الجدول 2 ثم يعرض أمثلة التطبيق توضح كيفية تحديد العملية الأنسب.
قضية
نوع المنتج
المتطلبات الرئيسية
العملية الموصى بها
سبب الاختيار
1
النموذج الأولي الطبي مع الشبكة الداخلية
الهندسة الداخلية المعقدة ، والمواد البلاستيكية ، والتحول السريع
طباعة ثلاثية الأبعاد
يتطلب صب الحقن أدوات باهظة الثمن ولا يمكن أن تشكل شاشات داخلية ؛ CNC لا يمكن طحن هياكل الشبكة الداخلية.
2
إطار الألومنيوم بدون طيار
قوة عالية ، التحمل الضيق ، دفعة من 300-1000 وحدة
تصنيع CNC
الطباعة المعدنية ثلاثية الأبعاد باهظة التكلفة في هذا المجلد ؛ CNC توفر أفضل للاقتصاد وخصائص المواد لإطارات الألومنيوم.
3
قلب حقن الصلب قلب
دقة عالية ، كمية منخفضة
تصنيع CNC
صب الحقن ينتج أجزاء بلاستيكية ، وليس قوالب الصلب. في حين أن العديد من عمليات AM المعدنية (SLM/DMLs) يمكن أن تحقق بالقرب من القوة المزورة بعد المعالجة الحرارية ، فإن تصنيع CNC متبوعًا بالمعالجة الحرارية والطحن لا يزال أكثر موثوقية لنوى العفن الطويلة.
4
حالة فنية مخصصة
الشكل العضوي ، وحدة واحدة ، البلاستيك
طباعة ثلاثية الأبعاد
تكافح CNC مع منحنيات عضوية معقدة وتتطلب تركيبات مخصصة ؛ لا توجد أدوات مطلوبة للطباعة ثلاثية الأبعاد.
5
العلبة الإلكترونية البلاستيكية الصغيرة
الميزات الملائمة ، الدعم الداخلي ، حوالي 100 وحدة
طباعة ثلاثية الأبعاد
CNC بطيئة ومهدئة للميزات الداخلية المعقدة ؛ أدوات صب الحقن مكلفة للغاية بالنسبة إلى 100 وحدة فقط.
6
الإنتاج البلاستيكي الإنتاج الضخم
ABS/PC Plastic ، أكثر من 10000 وحدة
صب الحقن
يتم إطفاء تكلفة العفن المقدمة المرتفعة على حجم كبير
يمكن للطباعة ثلاثية الأبعاد فقط أن تنتج تصميمات شعرية معقدة من التيتانيوم في بناء واحد.
9
موصل البلاستيك في منتصف الحجم
هندسة بسيطة ، التحكم في التكاليف , 1000 وحدة
صب الحقن
يمكن أن تنتشر تكلفة العفن على أكثر من 1000 وحدة ، مما ينتج عنه سعر أقل لكل قطعة من الطباعة CNC أو ثلاثية الأبعاد.
أمثلة التطبيق: اختيار العملية الصحيحة
5 العوامل الرئيسية التي تؤثر على تكلفة تصنيع CNC ونصائح التخفيض
لا يتعلق التحكم في تكاليف تصنيع CNC فقط بالتفاوضتصميم الآلات CNCوخيارات المواد الفعالة والتخطيط الإستراتيجي للإنتاج. مع النهج الصحيح ، يمكنك تحقيق كل من الجودة العالية والفعالية من حيث التكلفة. في هذا القسم ، سنناقش بإيجاز التكاليف التي تؤدي إلى زيادة التكاليف في الآلات CNC وعرضهانصائح لتقليل تكلفة مشروع CNC الخاص بكر.
جزء تعقيد الهندسة
تكلفة تعقيد جزء هندسة التكلفة لأن الأشكال المعقدة تتطلب المزيد من وقت الماكينة ، وتغييرات الأدوات الإضافية ، وإعدادات متعددة. تتطلب الجيوب العميقة ، وقواعد الحادة ، والثقوب الزاوية ، والجدران الرقيقة أدوات أصغر أو ممتدة ، والتي تقطع ببطء أكبر وعرضة للانحراف. تزيد مسارات الأدوات الطويلة وزيادة التوسع المتكرر لوقت الدورة وزيادة خطر الأخطاء أو الخردة.
✅نصائح:
أضف شرائح إلى زوايا داخلية حادة حتى تتمكن من استخدام مصانع نهاية القطر الأكبر وتجنب الأدوات المخصصة.
حافظ على أعماق الجيب لا تزيد عن أربعة أضعاف عرضها (العمق ≤4 × العرض) حتى يمكن الوصول إلى قواطع الطول القياسية.
الحفاظ على سماكة الجدار لا تقل عن 0.8 ملم للمعادن و 1.5 ملم للمواد البلاستيكية لمنع الاهتزاز والحاجة إلى ممرات الضوء المتعددة.
القضاء على ثقوب المحور غير الضرورية أو خارج المحور ؛ إذا كانت ميزة الزاوية ضرورية ، ففكر في تقسيم الجزء إلى فرعي أبسط.
اطلب من الميكانيكي الخاص بك التصميم للحصول على ردود فعل التصنيع في وقت مبكر ، حتى تتمكن من التقاط الميزات المكلفة وتصحيحها قبل البرمجة.
اختيار المواد
يؤثر اختيار المادة الصحيحة على التكلفة عن طريق تحديد سرعات القطع وارتداء الأدوات ومعدلات الخردة. سبائك أكثر ليونة مثل 6061 الألومنيوم أو POM المقطوعة بسرعة في الأعلاف العليا والحفاظ على عمر الأداة. على النقيض من ذلك ، تتطلب الفولاذ المقاوم للصدأ والتيتانيوم وسبائك درجات الحرارة العالية سرعات أبطأ ، وتغييرات أكثر تواتراً ، وتثبيطًا قويًا. حتى داخل عائلة مادية ، يمكن للدرجات ذات القابلية للآلات أفضل إلى النصف أوقات الدورة.
✅نصائح:
كلما كان ذلك ممكنًا ، حدد مادة ذات قابلية عالية للآلات لا تزال تلبي متطلبات قوتك أو تآكلك
اسأل بائعك عن السبائك البديلة أو البلاستيك التي قد تكلف أقل وتخفيض أسرع.
تقليل سمك الزائد في المعادن المكلفة من خلال أقسام الجدار التحجيم اليمنى إلى ما هو ضروري هيكلياً فقط.
استخدم الفراغات القريبة من الشكل الصافي (مزورة أو يلقي) للسبائك باهظة الثمن حتى تقوم بإزالة مواد أقل أثناء كل قطع.
عامل في معدلات إعادة تدوير الرقائق ؛ غالبًا ما يكون لرقائق الألومنيوم قيمة إعادة بيع ، في حين أن السبائك الصعبة قد لا.
كمية الطلب
تؤثر كمية الطلب على تكلفة القطعة لأن النفقات الثابتة - مثل برمجة CAM ، وتصنيع التثبيت ، وإعداد الماكينة - تنتشر على كل جزء. عندما تقوم بتشغيل عدد قليل من القطع ، تهيمن تلك الاستثمارات لمرة واحدة على سعر الوحدة. مع زيادة حجم الحجم ، تصبح هذه التكاليف أقل أهمية ، والمواد ، وأصبح وقت الدورة هو المحركات الرئيسية.
نصائح:
يُمزج أجزاء مماثلة في تشغيل إنتاج واحد حتى تشارك الإعدادات ، وإزاحة الصفر ، والتركيبات.
إذا كنت تتوقع الحاجة إلى مزيد من الأجزاء لاحقًا ، اطلب مجموعة أكبر الآن لإطفاء البرمجة والتركيب عبر المزيد من الوحدات.
ابحث عن فرص لطلب الألواح العائلية أو الأجزاء المنجعة ، وترتيب نسخ متعددة من الأجزاء الصغيرة على فارغة واحدة لتقليل وقت الإعداد ووقت الإعداد.
جدولة الوظائف ذات الصلة بالعودة إلى الوراء حتى يمكن إعادة استخدام نفس الأدوات والعمل.
تفاوض على خصومات الحجم مع متجرك إذا كنت تستطيع الالتزام بكمية إجمالية أعلى مقدمًا.
وقت البرمجة ووقت الإعداد
تصبح وقت البرمجة ووقت الإعداد كبيرًا عندما تتضمن الأجزاء ميزات غير قياسية مثل الحرف الزخرفية أو الشعارات المحفورة أو أحجام الثقب غير العادية. كل وجه إضافي يتطلب التقليب ، كل حاجة مخصصات مخصصة ، ويضيف كل مسار أدوات غير قياسي ساعات من العمل في الكاميرا وتوقف الماكينة. تترجم البرمجة الطويلة والتشغيل الجاف المتكرر مباشرة إلى أسعار المتجر الأعلى.
نصائح:
تبسيط الهندسة لاستخدام الأشكال القياسية ، والميزات المستقيمة ، وأقطار الفتحة الشائعة (0.1 مم أو زيادات .5 مم) للاستفادة من تدريبات الرف ومطاحن النهاية.
تصميمات التصميم بحيث يمكن الوصول إلى جميع الميزات الهامة في اتجاه واحد (هندسة 2.5D) ، مما يقلل من الحاجة إلى إعدادات متعددة.
شارك ملفات نظيفة وتصدير جيدا أو ملفات IGES مع تسمية الوجه المناسبة وعدم وجود هندسة متداخلة لتجنب تنظيف الكاميرا.
قم بإزالة ميزات مستحضرات التجميل البحتة - مثل النص المحفور أو الحرف - التي تضيف مسارات الأدوات غير الضرورية.
اعمل مع الميكانيكي لتحديد الميزات التي تقود وقتًا إضافيًا للبرمجة واستكشاف بدائل التصميم.
احتياجات ما بعد المعالجة
يمكن أن تضيف احتياجات ما بعد المعالجة مثل التلميع أو الأنود أو الطلاء أو الرسم خطوات معالجة كبيرة وإخفاء ومعالجة. تتطلب كل النهاية إعدادًا منفصلاً ، أو حركة بين الإدارات أو البائعين ، وغالبًا ما تتغير أو التثبيت - تقوية أوقات الرصاص وتكلفة القيادة.
نصائح:
سؤال ما إذا كانت الانتهاء من مستحضرات التجميل مطلوبة ؛ تؤدي العديد من الأجزاء الداخلية أو الوظيفية جيدًا "كما هو مُشطب" أو مع تفجير حبة بسيطة.
إذا كانت هناك حاجة إلى النهاية ، فعليك دمج العلاجات تحت بائع واحد لتقليل الشحن والمناولة والجدولة.
حدد متطلبات الانتهاء من السطح فقط على التزاوج الحرجة أو الأسطح المكشوفة ؛ قبول التشطيبات الطحن القياسية (RA1.6µm - 3.2µm) في مكان آخر.
اختر التشطيبات التي يمكن تطبيقها في خطوة واحدة - e.g. ، أنودس صلبة بدلاً من أنوود زائد - كلما كان ذلك ممكنًا.
فكر في الطلاء أو الطلاء الذي يمكن تطبيقه مباشرة بعد التصنيع دون إخفاء واسع النطاق ، مثل طلاء النيكل الانتقائي.
اعمل مع Chiggo لمشروع تصنيع CNC الخاص بك
Chiggo هي شركة رائدة في مجال التصنيع CNC في الصين مع أكثر من 10 سنوات من الخبرة في التصنيع. نحن ندير أحدث معدات CNC في CNC ولدينا فريق محترف من المهندسين. بدعم من شبكة قوية سلسلة التوريد ، نحن نقدم أسعار تنافسية وأوقات توصيل موثوقة.اتصل بناالآن لتجربة لديناخدمات الآلات CNC!