غالبًا ما تترك عمليات التصنيع قوامًا غير منتظم على أسطح المنتج. مع تزايد الطلب على التشطيبات عالية الجودة، أصبحت أهمية التشطيب السطحي ذات أهمية متزايدة. لا يقتصر تشطيب السطح على الجماليات أو تحقيق مظهر أكثر سلاسة فحسب؛ فهو يؤثر بشكل كبير على وظائف المنتج ومتانته وأدائه العام.
استكشف دليلنا لمعرفة كل شيء عن تشطيب الأسطح، والحصول على نصائح حول تحقيق التشطيب المطلوب واختيار خشونة السطح المناسبة التصنيع باستخدام الحاسب الآلي.
ما هو الانتهاء من السطح؟
تشطيب السطح، والمعروف أيضًا باسم نسيج السطح أو تضاريس السطح، يشير إلى النعومة الشاملة والملمس وجودة سطح الجزء. إنه عامل مهم في التصنيع والهندسة، لأنه لا يؤثر فقط على المظهر ولكن أيضًا على أداء المنتج ووظيفته.
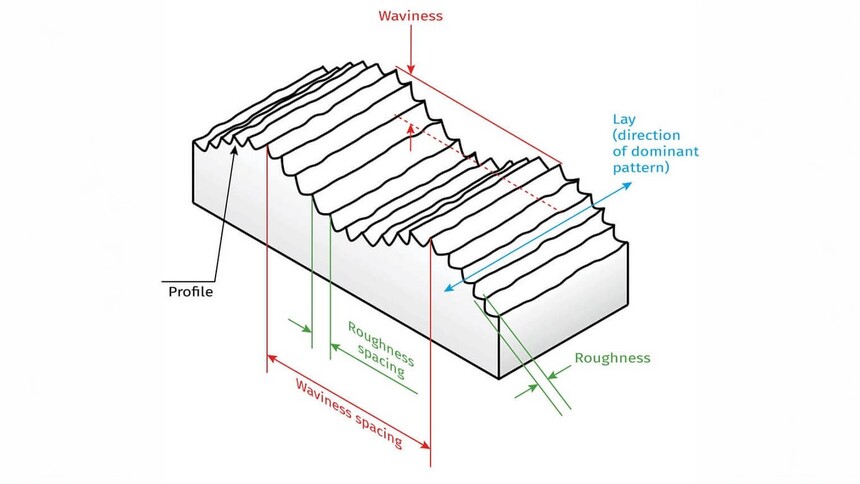
تشمل الخصائص الرئيسية للتشطيب السطحي بشكل أساسي الجوانب الثلاثة التالية:
خشونة السطح
تشير خشونة السطح إلى المخالفات الصغيرة والمتباعدة بدقة على السطح والتي قد لا تكون مرئية بالعين المجردة ولكن يمكن الشعور بها إذا قمت بتمرير إصبعك على السطح.
غالبًا ما يتم قياس الخشونة باستخدام معلمات مثل Ra (متوسط الخشونة). تشير قيمة Ra المنخفضة إلى وجود مخالفات أقل وأصغر، مما يؤدي إلى سطح أكثر نعومة يقلل من الاحتكاك والتآكل. عندما يشير المحترفون إلى تشطيب السطح، فإنهم غالبًا ما يقصدون على وجه التحديد خشونة السطح.
التموج
يختلف التموج عن خشونة السطح لأنه يشمل مخالفات أكبر وأكثر تباعدًا على السطح. يمكن أن يكون سبب ذلك عوامل مثل اهتزازات الماكينة أو الانحرافات أو التزييف أثناء عملية التصنيع. يمكن أن يؤثر التموج السطحي بشكل كبير على كيفية توافق الأجزاء معًا وقدرتها على الختم.
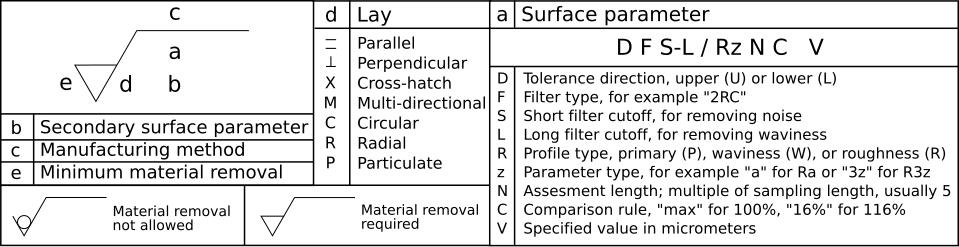
وضع (اتجاه نمط السطح)
Lay هو الاتجاه السائد لنمط السطح، وينتج عادةً عن عملية التصنيع المستخدمة ويمكن أن يكون متوازيًا أو متعامدًا أو دائريًا أو متقاطعًا أو شعاعيًا أو متعدد الاتجاهات أو متناحيًا (غير اتجاهي).
يؤثر اتجاه الوضع على الاحتكاك والتشحيم والجماليات. في المكونات البصرية، يمكن أن يؤدي اتجاه وضع محدد إلى تقليل تشتت الضوء وتحسين الوضوح.
لماذا يعد تشطيب السطح مهمًا في عمليات التصنيع؟
كما ذكرنا سابقًا، يؤثر تشطيب السطح بشكل كبير على المظهر والأداء والمتانة والجودة الشاملة للمنتج. ولهذا السبب بالتحديد يلعب تشطيب السطح دورًا مهمًا في عمليات التصنيع. دعونا هنا نحلل الأسباب التي تجعل تشطيب السطح يلعب مثل هذا الدور المحوري.
الجماليات: غالبًا ما يعتمد الانطباع الأول عن المنتج على مظهره وملمسه. تعمل اللمسات النهائية عالية الجودة للسطح على تحسين المظهر البصري ويمكن أن تؤثر بشكل كبير على إدراكك ورضاك، خاصة فيما يتعلق بالسلع الاستهلاكية.
الاحتكاك والتآكل: في التطبيقات الميكانيكية بشكل خاص، تعمل اللمسات النهائية للسطح الأكثر سلاسة على تقليل الاحتكاك والتآكل بين الأجزاء المتحركة، وبالتالي تقليل إنتاج الحرارة وتعزيز كفاءة المكونات وعمرها.
الختم والتركيب: يضمن تشطيب السطح المناسب إغلاق الأجزاء وتركيبها بشكل أفضل، مما يمنع التسربات ويضمن التجميعات الدقيقة.
قوة الكلال: يعمل السطح الأكثر نعومة على تحسين قوة الكلال عن طريق تقليل تركيزات الضغط واحتمالية ظهور التشققات.
مقاومة التآكل: تعمل اللمسات النهائية الأفضل للسطح على تعزيز مقاومة التآكل عن طريق تقليل الشقوق التي يمكن أن تتراكم فيها العوامل المسببة للتآكل.
التصاق الطلاءات: يمكن أن يؤثر نسيج السطح على مدى جودة التصاق الطلاء أو الطلاء بالمنتج.
تحسين الموصلية وتبديد الحرارة: في التطبيقات الإلكترونية والحرارية، يعمل تشطيب السطح عالي الجودة على تحسين الموصلية ويساعد في تبديد الحرارة.
التحكم في انعكاس الضوء وتناثره: في التطبيقات البصرية، يؤثر تشطيب السطح على كيفية انعكاس الضوء وتناثره.
كيفية قياس خشونة السطح؟
نظرًا للتأثير الحاسم لتشطيب السطح على التصنيع، يعد قياس خشونة السطح أمرًا ضروريًا في عمليات الإنتاج. يتيح لنا ذلك أن نفهم بدقة خصائص السطح الفعلية للمنتجات، مما يضمن أنها تلبي متطلبات التصميم والمتطلبات الوظيفية.
يتضمن قياس خشونة السطح استخدام تقنيات قياس مختلفة وتحليل البيانات لتقييم النعومة النسبية لشكل سطح المنتج. المعلمة الرقمية الأكثر استخدامًا لقياس هذه الخشونة هي Ra.
تتوفر عدة طرق لقياس خشونة السطح. تشمل الأنواع الرئيسية لتقنيات القياس ما يلي:
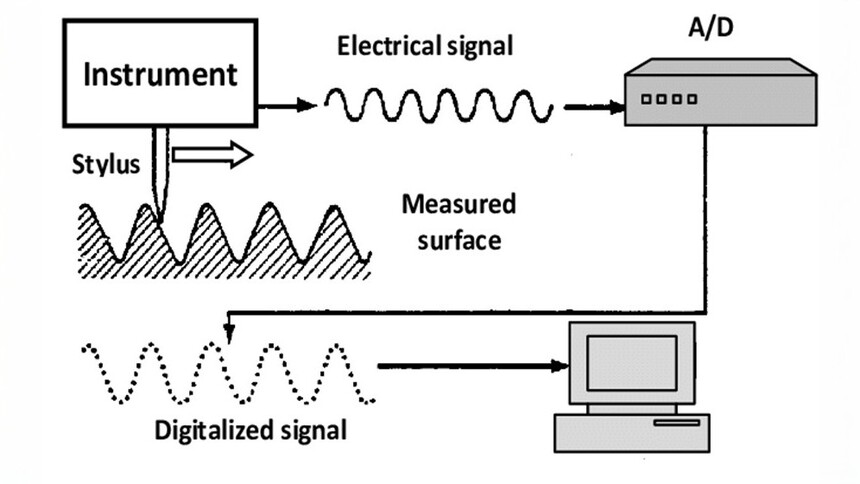
طرق الاتصال (أداة مسبار القلم)
تتضمن طرق الاتصال لمس السطح فعليًا باستخدام أداة، مثل أداة مسبار القلم. يتحرك هذا الجهاز عموديًا بالنسبة لاتجاه وضع السطح لتتبع المظهر الجانبي للسطح. تولد حركة المسبار خريطة كفافية تفصيلية للسطح، مما يوفر بيانات دقيقة عن خشونة السطح.
تُستخدم هذه الطرق بشكل أساسي في إعدادات التصنيع حيث لن يتسبب الاتصال المباشر بالسطح في حدوث ضرر. ومع ذلك، فإنها قد لا تكون مناسبة للأسطح الحساسة أو الناعمة التي قد تتعرض للتشوه نتيجة إجراء المسبار.
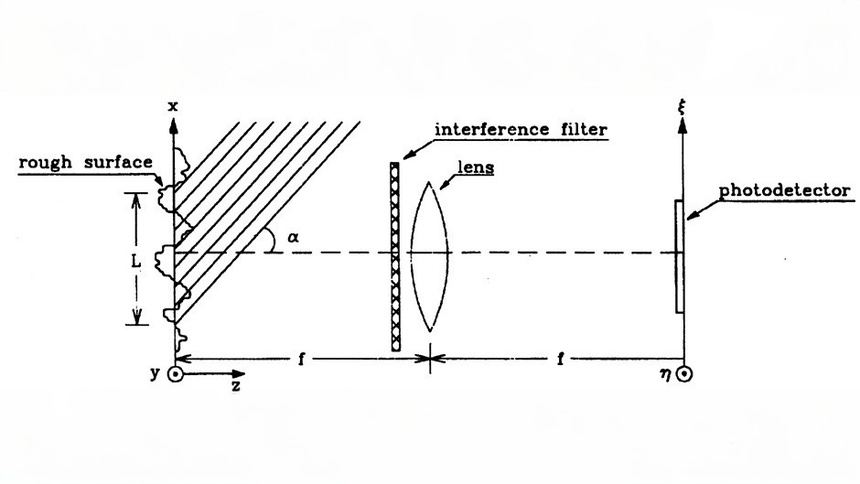
طرق عدم الاتصال (الضوء البصري، الليزر)
مقياس التشكيل البصري/مقياس تداخل الضوء الأبيض: تتضمن هذه التقنية إسقاط شعاع ضوئي على السطح وقياس نمط الضوء المنعكس لتحديد اختلافات ارتفاع السطح بدقة، وبالتالي إنشاء ملف تعريف سطحي ثلاثي الأبعاد مفصل. وهو مناسب لـ الأسطح الحساسة أو الناعمة في الهندسة الدقيقة وأشباه الموصلات والصناعات البصرية. ومع ذلك، فهي تتطلب أسطحًا ذات خصائص عاكسة جيدة، وقد تكون المعدات باهظة الثمن.
المجهر متحد البؤر للمسح بالليزر:تستخدم هذه الطريقة الليزر المركز شعاع لمسح السطح، وتوليد صور ثلاثية الأبعاد عالية الدقة للتضاريس. إنه مثالي لتحليل الأسطح ثلاثية الأبعاد المعقدة في الأبحاث الطبية الحيوية وعلوم المواد والهندسة الدقيقة. ومع ذلك، فهي مكلفة ومعقدة للعمل.
المسح بالليزر ثلاثي الأبعاد: تستخدم هذه التقنية الليزر لالتقاط تضاريس السطح وإنشاء نموذج ثلاثي الأبعاد. يتم استخدامه عادةً للأسطح الكبيرة ويمكنه إنشاء ملف تعريف سطحي شامل بسرعة. إنها مناسبة للأسطح الكبيرة أو المعقدة في تطبيقات السيارات والفضاء والمعمارية. على الرغم من أنه يمكنه التعامل مع مساحات كبيرة بكفاءة، إلا أنه يتميز بدقة أقل مقارنة بالطرق الأخرى وغير مناسب للقياسات عالية الدقة أو الميزات السطحية الصغيرة جدًا.
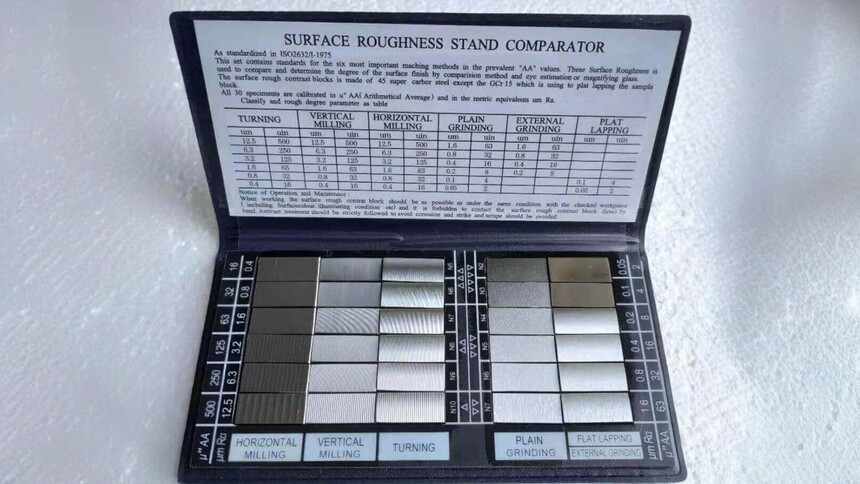
طرق المقارنة
تتضمن طرق المقارنة مقارنة السطح المعني بمجموعة قياسية من العينات التي عرفت خشونة.
تتميز هذه الطرق بالسرعة والفعالية من حيث التكلفة، ومناسبة للفحوصات الروتينية في بيئات الإنتاج. ومع ذلك، فهي أكثر ذاتية وأقل ملاءمة للتطبيقات التي تتطلب دقة عالية.
أساليب في العملية
تدمج الطرق أثناء العملية قياس خشونة السطح مباشرة في عملية التصنيع. يتم استخدام أدوات مثل ملفات التعريف المضمنة أو أجهزة الاستشعار المدمجة في آلات CNC. توفر هذه الأدوات بيانات في الوقت الفعلي عن تشطيب السطح، مما يسمح بإجراء تعديلات فورية.
يعد هذا النهج مفيدًا بشكل خاص للمراقبة في الوقت الفعلي ومراقبة الجودة في خطوط الإنتاج المستمرة وأنظمة التصنيع الآلية. ومع ذلك، قد يكون محدودًا في المواقف التي يكون فيها دمج أنظمة القياس في العملية غير ممكن بسبب قيود المساحة أو التكلفة أو التعقيد.
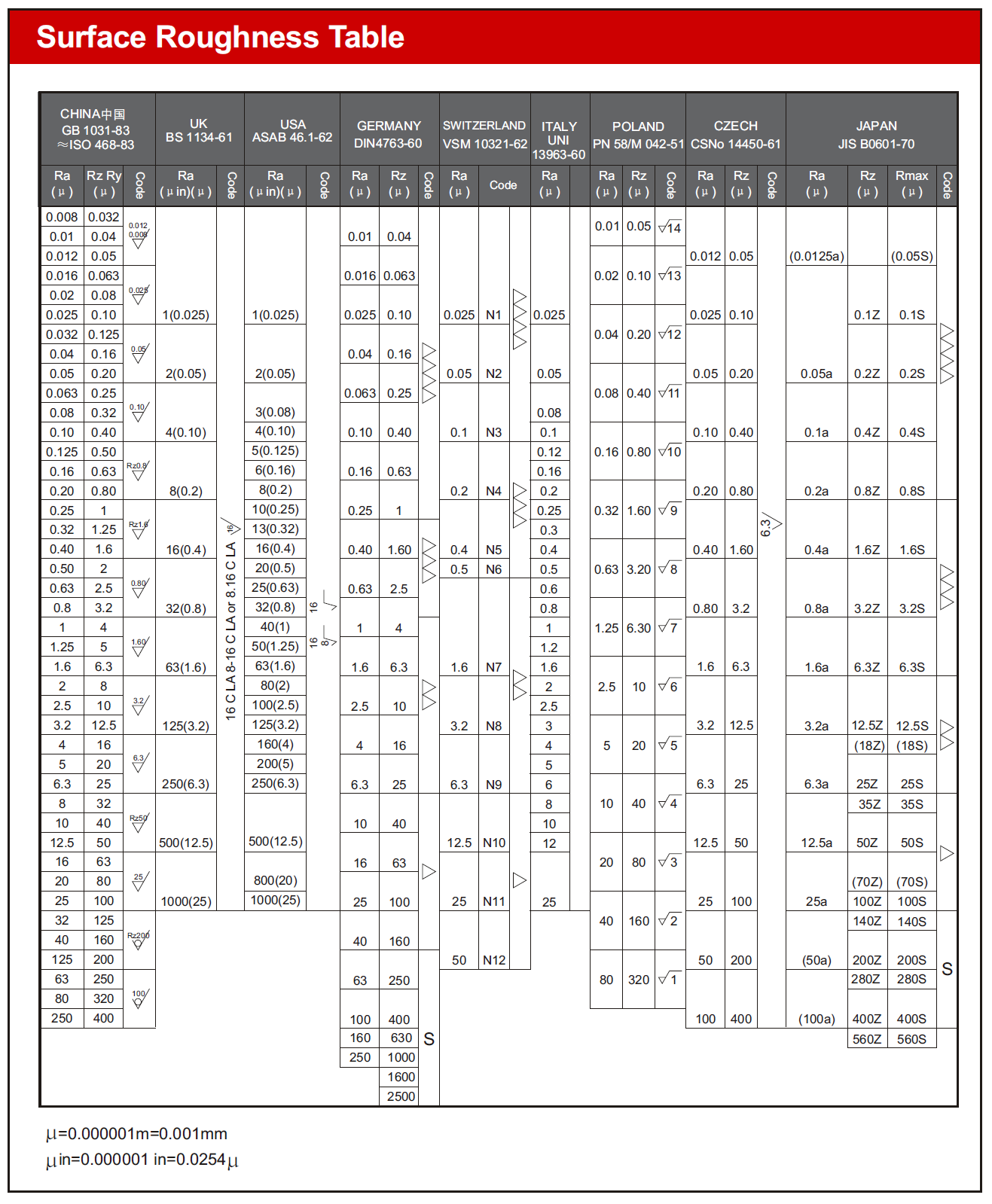
بالنسبة لجميع طرق القياس المذكورة أعلاه، يرجى ملاحظة وحدة القياس عند إجراء التسجيل. تُستخدم البوصات الدقيقة لقياس الخشونة في الولايات المتحدة، وتُكتب عادةً بـ μin، بينما تُستخدم الميكرومترات عالميًا (SI)، وتُكتب بـ μm أو um. هنا تحويل مختصر:
إذا لم نفهم الرموز والمعلمات الواردة في جدول خشونة السطح كما هو مذكور أعلاه، فسنكون في حيرة من أمرنا في مجال التصنيع المعقد. تشبه هذه المؤشرات علامات على الخريطة، ترشدنا للتأكد من أن جودة الأسطح ووظيفتها وملاءمتها تلبي التوقعات.
معلمات الخشونة
Ra: متوسط الخشونة
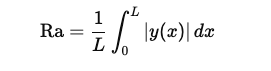
يتم تعريف Ra على أنه متوسط التباين في ملف تعريف الخشونة من الخط المتوسط. ومن الناحية الرياضية، هو المتوسط الحسابي للقيم المطلقة لانحرافات ارتفاع السطح المقاسة من خط الوسط على طول التقييم.
Ra هي المعلمة الأكثر استخدامًا لخشونة السطح لأنها توفر إشارة عامة بسيطة لنسيج السطح، مما يوفر رؤية متوازنة للخشونة الشاملة دون التأثر بشكل مفرط بالقمم أو الوديان الشديدة.
حيث:L هو طول القياس.y(x) هي المسافة العمودية من نقطة معينة على ملف تعريف السطح إلى الخط المتوسط.
وبسبب هذا المتوسط، تكون قيمة Ra أقل من الارتفاع الفعلي لتغيرات الخشونة.
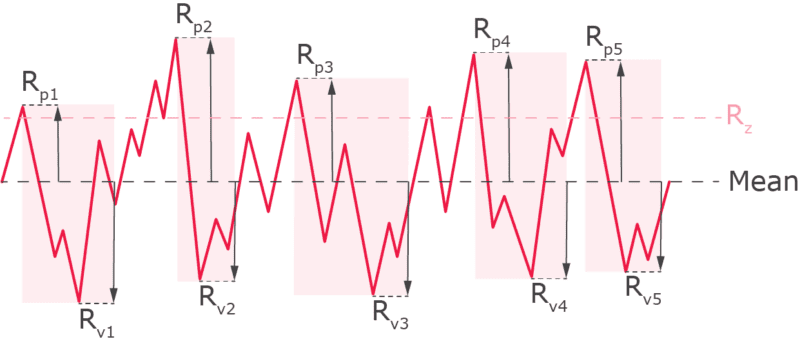
Rz: متوسط الحد الأقصى للارتفاع
لحساب Rz، يتم تقسيم طول التقييم إلى خمسة أطوال متساوية. Rz هو متوسط الارتفاعات القصوى من القمة إلى الوادي ضمن كل من أطوال العينات الخمسة المتساوية هذه.
يوفر Rz تمثيلاً أكثر تفصيلاً لخشونة السطح مقارنةً بـ Ra وهو أكثر حساسية للقمم والوديان في المظهر الجانبي للسطح. غالبًا ما يتم استخدامه في الصناعات التي يكون فيها نسيج السطح المتطرف أمرًا بالغ الأهمية، كما هو الحال في أسطح منع التسرب، حيث يمكن أن تؤثر أعلى القمم والوديان العميقة على أداء الأختام والحشيات.
ومن الناحية العملية، وللتسهيل، يتم أحيانًا استخدام صيغة تقريبية "7.2 x Ra = Rz". ومع ذلك، هذا تقدير تقريبي وليس دقيقًا دائمًا.
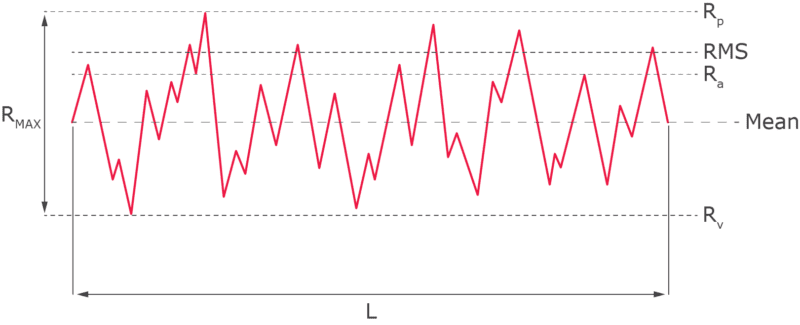
Rp: أقصى ارتفاع لذروة الملف الشخصي
Rp هو ارتفاع أعلى قمة فردية في المظهر الجانبي للسطح مقاسًا من الخط المتوسط ضمن طول التقييم.
Rv: أقصى عمق لوادي الملف الشخصي
Rv هو عمق أعمق وادي منفرد في المظهر الجانبي للسطح مقاسًا من الخط المتوسط ضمن طول التقييم.
Rt : الخشونة الكاملة
Rt هي المسافة العمودية الإجمالية بين أعلى قمة وأدنى وادي خلال طول التقييم بأكمله.
إنه مفيد لمراقبة الجودة الشاملة والتأكد من أن السطح لا يحتوي على انحرافات شديدة.
Rmax: الحد الأقصى لعمق الخشونة
Rmax هو أكبر ارتفاع من القمة إلى الوادي ضمن طول التقييم. وهو ينظر إلى أكبر اختلاف من القمة إلى الوادي ضمن المقاطع الفردية، ثم يتم اختيار الحد الأقصى لهذه المقاطع.
يركز Rmax على الخشونة الموضعية الأكثر أهمية، وهو مفيد للتطبيقات التي تحتاج إلى التحكم في مناطق معينة من السطح بشكل أكثر إحكامًا، كما هو الحال في الختم الحرج أو الأسطح الملامسة.
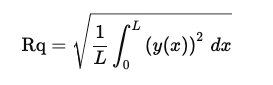
RMS: جذر متوسط خشونة المربع
RMS، المعروف أيضًا باسم Rq، هو متوسط الجذر التربيعي لمتوسط انحرافات ارتفاع السطح عن خط الوسط على طول التقييم. إنه يعطي وزنًا أكبر للانحرافات الأكبر من Ra وهو مفيد بشكل خاص للتطبيقات الحساسة للتغيرات السطحية الأكبر، مثل الهندسة الدقيقة والتطبيقات البصرية.
حيث:Rq هي قيمة خشونة RMS.L هو طول القياس.y(x) هو العمودي المسافة من نقطة على المظهر الجانبي للسطح إلى الخط المتوسط.
رموز الخشونة
يمكن أن تكون رموز الخشونة بمثابة علامات اختيار، مع نقطة علامة يستريح على السطح ليتم تحديدها. يرجى الرجوع إلى الجدول أدناه للحصول على تعليمات إضافية.
كيفية تحقيق الانتهاء من السطح المطلوب؟
من الناحية العملية، بدءًا من المواد الخام وحتى اختيار تقنيات المعالجة المحددة، وحتى ظروف التشغيل مثل حالة الأداة ومعلمات التشغيل، كل ذلك يمكن أن يؤثر بشكل كبير على جودة سطح الجزء. بشرط تحديد مادة المعالجة، من أجل الحصول على تشطيب مثالي للسطح، يمكننا مراعاة الجوانب التالية:
يعتمد تشطيب السطح بشكل كبير على العملية المستخدمة لتصنيع الجزء. يمكن لعمليات التصنيع المختلفة أن تنتج نتائج مختلفة لخشونة السطح، كما هو موضح في مخطط مقارنة خشونة السطح أدناه.
استخدم مواد أدوات عالية الجودة مثل الكربيد أو الماس للحفاظ على حدة أدوات القطع. استبدل الأدوات البالية بانتظام لمنع الأسطح الخشنة الناتجة عن الثرثرة وزيادة الاحتكاك.
Optimize cutting speeds to minimize the formation of built-up edges. Use lower feed rates and apply shallower cuts to achieve a finer surface finish.
Select appropriate coolants to reduce friction and heat at the cutting interface.
Choose us! شيغوcan provide various خدمات التشطيب السطحي, including polishing, bead blasting, and grinding, to enhance the smoothness of the surface.
ومن الجدير بالذكر أنه نظرًا لأن المعالجة الإضافية والسطح الأكثر سلاسة سيؤديان إلى تكاليف إضافية، فمن الأهمية بمكان ألا يفرض المهندس أو المصمم متطلبات خشونة صارمة دون داع. كلما كان ذلك ممكنًا، يجب تحديد مواصفات الخشونة ضمن حدود عملية التصنيع الأولية.
كيفية تحديد خشونة السطح المناسبة للتصنيع باستخدام الحاسب الآلي؟
كما هو موضح في مخطط مقارنة خشونة السطح المذكور سابقًا، يمكن للتصنيع باستخدام الحاسب الآلي أن يولد نطاقًا واسعًا جدًا من خشونة السطح. إذًا، ما هو نوع خشونة السطح الأكثر ملاءمة لمشروعك؟ دعونا معرفة ذلك.
مخطط تحويل خشونة السطح التقريبي
أرقام الصف خشونة
النظام الأمريكي - Ra (μin)
النظام الأمريكي - RMS (μin)
النظام المتري - Ra (ميكرومتر)
النظام المتري - RMS (ميكرومتر)
ن12
2000
2200
50
55
رقم 11
1000
1100
25
27.5
ن10
500
550
12.5
13.75
ن9
250
275
8.3
9.13
ن8
125
137.5
3.2
3.52
ن7
63
69.3
1.6
1.76
ن6
32
35.2
0.8
0.88
ن5
16
17.6
0.4
0.44
ن4
8
8.8
0.2
0.22
ن3
4
4.4
0.1
0.11
ن2
2
2.2
0.05
0.055
ن1
1
1.1
0.025
0.035
في الرسم البياني أعلاه، غالبًا ما يتم استخدام أرقام درجات الخشونة (N12، N11، N10، وما إلى ذلك) في ISO 1302 للإشارة إلى مستويات مختلفة من خشونة السطح. فيما يلي بعض درجات الخشونة النموذجية للتصنيع باستخدام الحاسب الآلي:
رع 3.2 ميكرومتر (N8)
يُظهر تشطيب السطح Ra 3.2 ميكرومتر سطحًا أملسًا إلى حد ما، ويستخدم بشكل شائع كمعيار للآلات التجارية. تعتبر هذه اللمسة النهائية للسطح، على الرغم من ترك علامات قطع مرئية ولكن ليست مفرطة، مقبولة بالنسبة لمعظم الأجزاء الاستهلاكية وتوفر سطحًا ناعمًا بدرجة كافية للعديد من التطبيقات.
رع 1.6 ميكرومتر (N7)
يمثل تشطيب السطح Ra 1.6 ميكرومتر سطحًا أملسًا نسبيًا مع الحد الأدنى من علامات القطع التي بالكاد يمكن ملاحظتها. هذه اللمسة النهائية مناسبة للأسطح بطيئة الحركة والأسطح الحاملة بشكل معتدل وهي مثالية لأجزاء المضخة والمكونات الهيدروليكية.
رع 0.8 ميكرومتر (N6)
يشير تشطيب السطح Ra 0.8 ميكرومتر إلى سطح أملس ودقيق للغاية. وهو المعيار للعديد من التطبيقات الهندسية الدقيقة، مثل مكونات الطيران والسيارات.
رع 0.4 ميكرومتر (N5)
يوفر تشطيب السطح Ra 0.4 ميكرومتر لمسة نهائية تشبه المرآة تقريبًا. يتطلب هذا المستوى من السلاسة جهدًا كبيرًا لإنتاجه ويجب طلبه فقط عندما يكون أولوية قصوى. يتم استخدامه في المكونات البصرية، والأدوات العلمية، وغيرها من التطبيقات عالية الدقة.
خاتمة
يعد تشطيب السطح جزءًا لا يتجزأ من التصنيع، ويتأثر بشكل مباشر بالعمليات المستخدمة. إنه يؤثر بشكل كبير على وظائف المنتج النهائي وجمالياته ومتانته. ومع ذلك، من المهم ملاحظة أن خشونة السطح السفلي ليست دائمًا أفضل، ويجب مراعاة الاستخدام العملي والميزانية.
باعتبارها شركة تصنيع متكاملة للمعالجة، Chiggo لا تطبق مجموعة من عمليات التصنيع وخدمات تشطيب الأسطح لتحقيق معايير صارمة لتشطيب الأسطح فحسب، بل أيضًا تقدم حلولاً فعالة من حيث التكلفة مصممة خصيصًا لتلبية احتياجات مشروعك المحددة.
النصائح الأساسية:
Surface finish is defined by three key characteristics: lay, waviness, and roughness. And technical drawings often specify roughness alone, because roughness value is the most representative parameter characterizing surface features.
Ra (average roughness) and Rz (mean roughness depth) are the most frequently specified roughness parameters. In most cases, Ra is less than Rz. A rough estimation for conversion is Rz ≈ 7.2 x Ra.
Don’t forget to pay attention to whether roughness is specified in SI units (micrometers) or English units (micro-inches).
Smoother surfaces are more expensive due to the additional manufacturing processes required. Therefore, specify the roughest acceptable finish to minimize costs.
When selecting surface roughness for CNC machining, you may consider the balance between functionality and cost. Ra 3.2 µm is standard for most commercial parts, Ra 1.6 µm suits precise, slow-moving components, Ra 0.8 µm is ideal for high-precision applications, and Ra 0.4 µm, the smoothest, is used only when top-level smoothness is essential due to its high cost.
In practice, surface roughness values are predetermined, meaning we adhere to a set of standards. ISO standards are widely recognized and applied globally across various industries, while ASME standards are primarily used in the United States. ISO 4287 and ASME B46.1 focus on the measurement and evaluation of surface roughness, whereas ISO 1302 and ASME Y14.36M emphasize the graphical representation on technical drawings.