Type I: Chromic Acid Anodizing forms a thin oxide film (0.5~ 2.5 microns) using chromic acid. This process offers excellent corrosion resistance without significantly altering part dimensions or introducing surface stress. It also helps prevent crack propagation in sensitive applications, which suits it well for delicate parts. However, it has limited dye absorption and requires strict environmental controls.
Type II: Sulfuric Acid Anodizing is the most commonly used method, relying on sulfuric acid instead of chromic acid. This change creates thicker oxide layers (2.5~ 25 microns) with deeper pores, giving Type II excellent paint retention for color absorption and making it easier to apply other finishes.
Type III: Hard Anodizing (Hardcoat) also uses sulfuric acid-based electrolytes but operates at higher voltages and lower temperatures (typically 0~5°C). This process produces a very thick (25~ 150 microns), dense, and hard coating. It provides superior wear resistance, excellent corrosion resistance, and electrical insulation. As a result, it is especially suitable for use under extreme conditions.
How Much Does It Cost to Anodize Aluminum?
Different anodizing types have a direct influence on the cost of anodized aluminum. Typically, the minimum charge for anodizing ranges from $65 to $125, which applies to Type II anodizing and only for colors that your anodizer is already running, like clear or black.
Type I anodizing uses expensive and toxic chromic acid, leading to higher costs for waste disposal and employee safety measures. Additionally, the extremely thin oxide layer increases the complexity of the process. It is typically used in high-precision fields like aerospace, where order quantities are small, making it difficult to reduce costs through mass production.
Type III hard-coat anodizing is the most expensive, requiring longer machine run times, higher electricity consumption, and more complex process controls.
In addition to the anodizing types, factors such as the dimension and shape of the parts, surface finish requirements, batch size, and the need for special treatments (e.g., masking or sealing) also impact the cost. We will continue discussing these aspects in the following passage.
Other Factors That Affect Anodized Aluminum Cost
Dimension and Quantity of Components
Achieving a uniform oxide layer on larger components is more challenging due to their greater surface areas, which requires additional materials, processing resources, and precise process control—all contributing to higher expenses.
Additionally, an increase in the number of components can initially raises the overall labor and time required. However, larger quantities typically benefit from economies of scale, as fixed setup costs are distributed across more parts, and batch processing improves efficiency. This leads to a lower cost per unit for bulk orders。For example, items like camera adapters or small electronic mounts can cost as little as $2 per part when quantities exceed 200.
Coating Thickness
Selecting a basic thickness (typically Type II, with a thickness of 10~25 microns) is the most cost-effective choice, which is completely understandable and works well in most cases.
Generally, a thinner or thicker coating results in an higher price. For instance, a thickness of .001″ is less costly than .0001″, because it is easier to control a thicker oxide layer. Achieving this level of control demands experience and professionalism, directly leading to higher anodizing costs.
On the other hand, thicker coatings, like those required for Type III hard anodizing, require longer processing times, higher energy consumption, and specialized equipment, all of which collectively drive up costs.
Custom Anodized Aluminum Color
Similar to thickness, choosing standardized colors is typically more cost-effective. These colors are readily available and align with most anodizers' established workflows, requiring minimal specialized materials or adjustments.
In contrast, custom colors require special dyes, which may involve additional R&D or small-batch dye procurement, adding material costs. Additionally, process parameters often need to be adjusted (e.g., dye adsorption time, temperature control), increasing process complexity and time-related expenses.
Possibilities for Racking
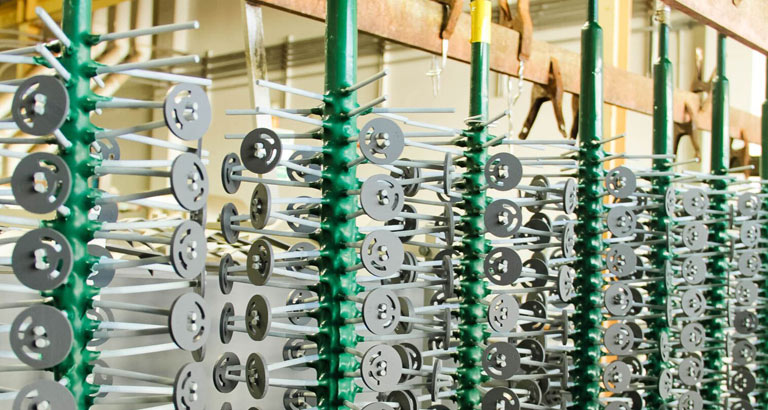
Racking is a crucial process in aluminum anodizing that stabilizes parts, ensures a secure electrical connection, and directly impacts coating quality and overall cost.
Common types of racking include clamp, weld, and bolt racking. In most cases, manufacturers opt for cost-effective racking methods to maximize efficiency and minimize expenses, especially when no specific racking method is required. However, specific racking needs, such as custom fixtures or limitations on the number of parts per batch, can significantly influence costs. Fewer parts per rack mean reduced yield, leading to a higher cost per part.
The choice of rack material also influences costs. Titanium racks, though durable, are more expensive, while aluminum racks are affordable but have a shorter lifespan. Additionally, proper spacing of parts on the rack is essential for consistent coating quality. Overcrowding can lead to uneven coatings due to poor current distribution, potentially requiring rework and increasing expenses.
Extra Services
Customers looking to enhance the functionality or appearance of their products should be aware that these additional processes can increase costs. Pre-processing steps like bead blasting, polishing, or cleaning, are often essential for achieving the desired finish but contribute to overall expenses. Likewise, post-processing requirements, including masking, sealing, or custom packaging, may further add to the final price.
Tips for High-Quality Anodized Aluminum Production
The ultimate goal of any anodizing project is to achieve cost efficiency while maintaining high-quality results. Here are some tips to help you make the most of the process.
1. Choose the Appropriate Anodizing Type
It’s an essential step by selecting the appropriate anodizing type for your specific application to balance cost and performance. Each type—whether it’s Type I for tight tolerances, Type II for versatile use, or Type III for maximum durability—has distinct characteristics. Through understanding these differences (as discussed earlier), you can make an informed choice that meets your needs without overpaying for unnecessary features.
2. Select the Right Aluminum Alloy
Different grades of aluminum respond differently to anodizing. High-purity aluminum, such as the 1100 series, is most suitable for anodizing, while aluminum-copper alloys, like the 2000 series, require additional surface pre-treatment steps to enhance the anodizing effect and are generally not recommended for decorative anodizing. Certain alloys, like 6061 and 6063, stand out for their ability to produce consistent finishes while also minimizing additional processing costs.
The oxide layer structure of various alloys also affects their dye absorption capabilities. For instance, pure aluminum and the 5000 series are excellent for dyeing, while alloys containing silicon or copper tend to produce less favorable results.
3. Ensure Proper Surface Treatment
To achieve consistent and high-quality results during anodizing, it's essential to properly treat and maintain aluminum components. Oils, debris, and fingerprints left on the surface can cause finishing defects. Thorough inspection and meticulous cleaning of materials are key steps to eliminate these contaminants and ensure a successful anodizing process.
4. Design for Anodizing Efficiency
For consistent anodizing results, focus on simple shapes with smooth transitions and rounded edges that promote even coating. Features like deep recesses, blind holes, and sharp edges can disrupt current flow, potentially causing localized thinning or discoloration.
5. Control the Anodizing Tank
Effective anodizing requires precise control of tank parameters, including temperature, time, stirring, and the quality of the cathode. Regular monitoring and adjustments to the rectifier (power supply) help achieve the correct current density, while maintaining electrolyte composition and tank cleanliness prevents defects, ensuring durable and consistent finishes.
6. Work with Experienced Professionals
Collaborating with skilled anodizing technicians is key to achieving high-quality results. But how? Here are some ideas to consider for a smooth and cost-effective cooperation:
Look for a partner with experience handling projects similar to yours. Their track record ensures reliable results and consistent quality.
Ensure they can meet your specific needs, from coating thickness and color options to custom finishes. Flexibility to deliver what your project requires is invaluable.
Check their typical lead times and ability to accommodate rush orders or schedule adjustments when necessary.
Confirm that their minimum order quantities fit your project, and negotiate terms that align with your scale and budget.
Choose a provider offering upfront pricing with no hidden fees. Discuss cost-saving options while maintaining your desired quality standards.
A reliable partner provides regular updates and addresses challenges promptly, keeping the process on track.
Why Choose Chiggo?
At Chiggo, we combine expertise, efficiency, and customer-focused service to deliver outstanding anodized aluminum solutions. Whether you need custom finishes, fast turnarounds, or cost-effective pricing, we are here to help. Let’s get started!