Electroless nickel plating originated in the mid-20th century. In 1944, Dr. Abner Brenner and Grace E. Riddell, while researching traditional electroplating, accidentally discovered a method to deposit nickel onto metal surfaces without the use of electric current. This breakthrough led to the development of electroless nickel plating. Since then, the technology has continuously evolved, and its applications have expanded—from electronics and aerospace to oil and gas, automotive, and defense industries. In this article, we'll explore how electroless nickel plating works, its advantages, properties, applications, and more.
What Is Electroless Nickel Plating?
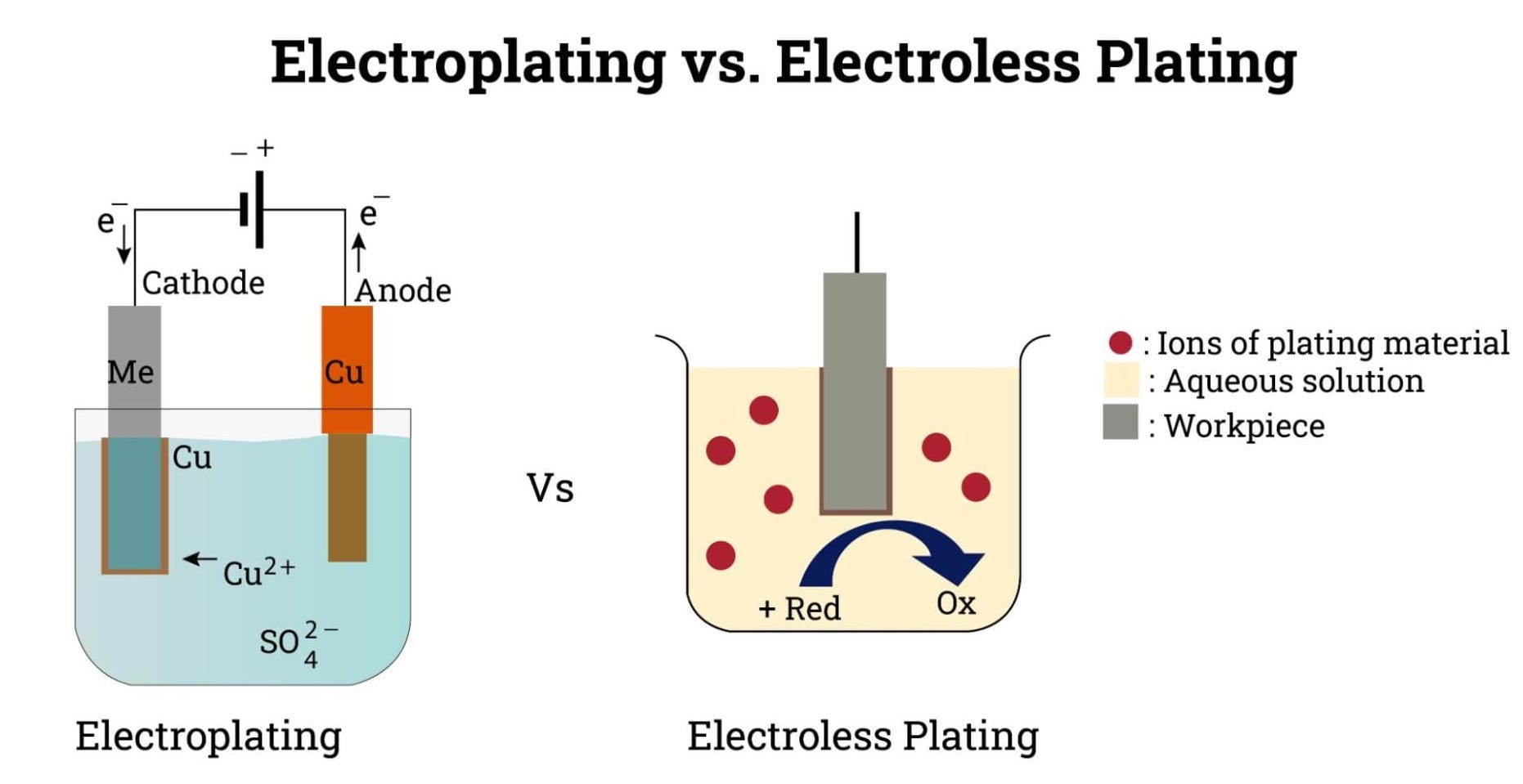
Electroless nickel plating (ENP) is a autocatalytic chemical process that deposits a uniform layer of nickel alloy onto a solid substrate, such as metal or plastic, without the need for an external electrical current. Unlike traditional electroplating, which requires electricity to reduce metal ions onto a substrate, electroless plating relies on a chemical reducing agent— sodium hypophosphite —to facilitate the deposition of nickel.
This process results in a consistent and uniform coating thickness, even on complex geometries and internal surfaces that are hard to reach, like slots, holes, and tubing interiors. The deposited nickel layer enhances the substrate's surface properties by providing improved corrosion resistance, hardness, wear resistance, and sometimes lubricity or magnetic properties. Typically, it does not require further surface finishing, machining, or grinding after plating.
Electroless Nickel Plating vs. Nickel Electroplating: Key Advantages
While electroplated nickel is commonly used for its cost-effectiveness and suitability in high-volume production, electroless nickel plating is often favored in certain applications for its unique advantages.
Uniform Coating Thickness
A feature of great importance in all applications for ENP is the ability to produce a coating with highly uniform thickness, even on complex parts with critical dimensions, such as ball valves and threaded components. Because of the autocatalytic nature of the process, there are no high-current or low-current areas that could cause over-plating or under-plating in critical regions. Thickness can be tightly controlled to ensure equal deposition rates across the entire surface of the component. Additionally, the smooth and consistent surface of ENP coatings reduces friction.
Superior Corrosion Resistance
Electroless nickel plating is less porous than electroplated nickel. High-phosphorus ENP coatings, in particular, exhibit an amorphous structure that reduces pathways for corrosive substances to penetrate. This creates a uniform and dense barrier, significantly enhancing corrosion resistance, making it a go to choice for harsh chemical and marine environments.
No Need for Electrical Conductivity and Extra Equipment
This plating method doesn't require the substrate to be electrically conductive or treated to be conductive. It also eliminates the need for power supplies, anodes, and complex fixtures. With minimal equipment requirements, electroless plating significantly lowers setup costs and reduces safety risks.
Additional Hardness and Wear Resistance
ENP deposits can be treated with heat to reach approximately 90% of the same hardness as chromium. Low-phosphorus EN coatings measure up to 63 on the Rockwell scale (Rc) as-plated. By comparison, type II bright nickel deposits created with electrolytic plating have an as-plated hardness of 50+ Rc.
How Does the Electroless Nickel Plating Work?
Step 1: Surface Preparation
a. Cleaning and Degreasing
First, the part’s surface is thoroughly inspected and cleaned to remove contaminants such as oils, greases, or oxides, to ensure good adhesion of the nickel layer.
b. Activation (for Non-Metallic Substrates or Passive Metals)
Non-metallic materials (such as plastics and ceramics) inherently lack catalytic activity, while passive metals (such as stainless steel and aluminum) tend to form dense oxide or passive layers on their surfaces, which hinder coating adhesion and nickel ion reduction. Parts made from these materials are typically need to be immersed in a chemical bath to activate the surface, improving adhesion and uniformity of the electroless nickel plating.
It is worth noting that for active metals, such as carbon steel and copper, a dedicated activation step is usually unnecessary. After standard pretreatment steps like cleaning and acid etching, the substrate surface is sufficiently active to proceed directly with electroless nickel plating.
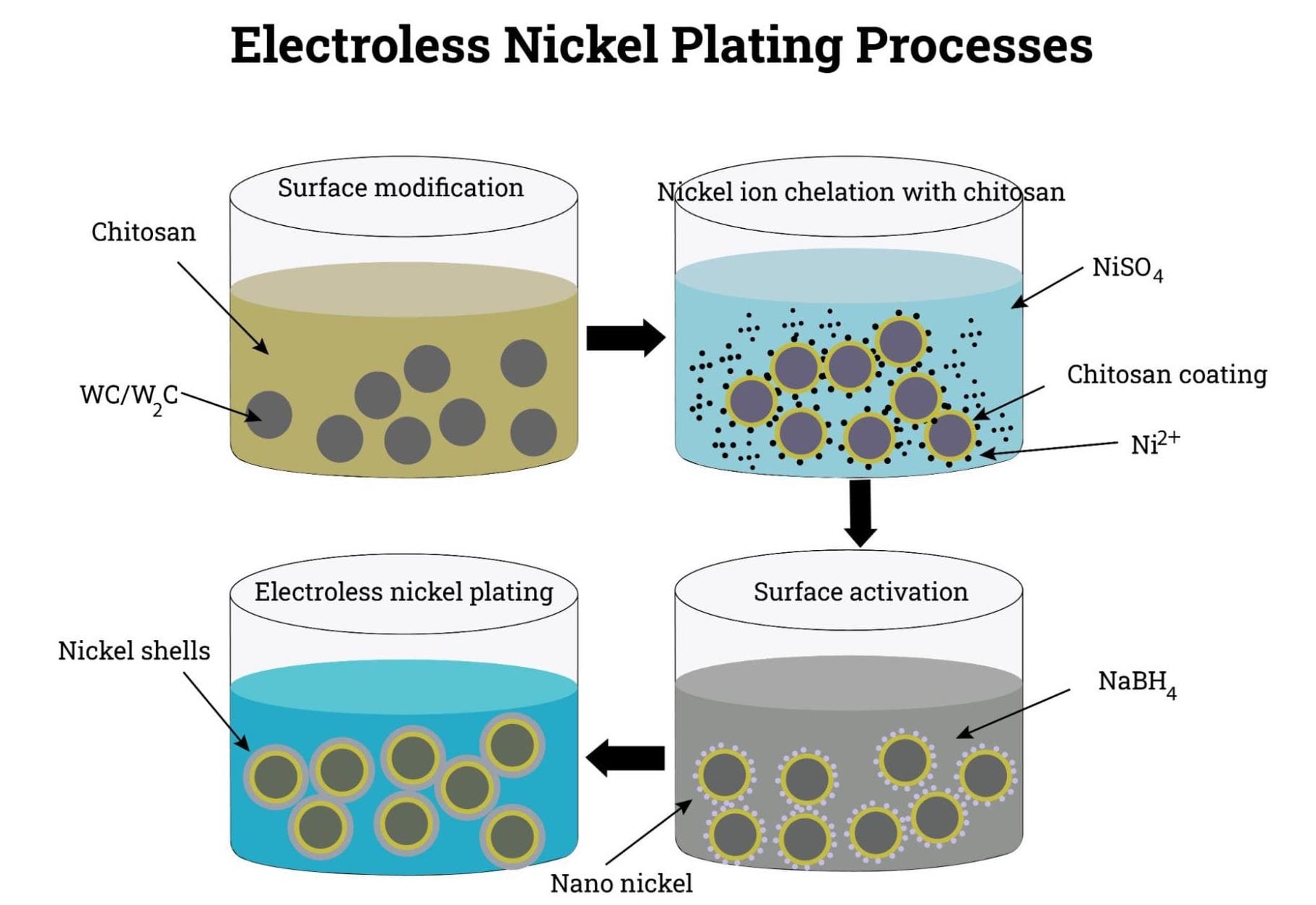
Step 2: Autocatalytic Reaction Process
The core component of this process is the plating solution. The plating bath contains several key elements:
Nickel Source: Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
Reducing Agent: Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
Complexing Agents: Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
Buffers: Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
Stabilizers: Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
To better illustrate this process, we use sodium hypophosphite (NaH2PO2) as the reducing agent and examine the main chemical reactions that occur within the solution.
Oxidation of Sodium Hypophosphite
H2PO2− + H2O → H2PO3− + 2H+ +2e−
Reduction of Nickel Ions
Ni2++2e−→Ni
Overall Reaction
Ni2++ 2H2PO2− + 2H2O → Ni + 2H2PO3− + 2H+
Main chemical reactions during electroless nickel plating.
Key Points:
Once an initial nickel layer is deposited, it acts as a catalyst for the reaction, enabling continuous deposition without the need for external electricity.
Some phosphorus from the hypophosphite ions co-deposits with nickel, resulting in a nickel-phosphorus alloy. The phosphorus content affects the coating's properties, such as hardness and corrosion resistance.
Electroless nickel coatings are typically classified based on phosphorus content as low phosphorus (2~5% P), medium phosphorus (6~9% P), and high phosphorus (10~13% P). In the next section, we’ll explore how varying phosphorus levels affect the properties of the electroless nickel layer in detail.
Step3: Post-Plating Processes
Once the desired thickness of the deposited nickel is achieved, the parts are thoroughly rinsed and dried. They are usually heat-treated to further improve hardness, strengthen the bond between the coating and substrate, and reduce internal stresses within the coating.
Deposit Properties of Electroless Nickel Plating
In previous sections, we learned that phosphorus content and heat treatment both influence the properties of electroless nickel coatings, with the underlying logic being that they impact the structure of the coating. Next, we’ll explore how these factors affect specific properties, which is essential for selecting the right type of electroless nickel plating for specific applications and performance requirements.
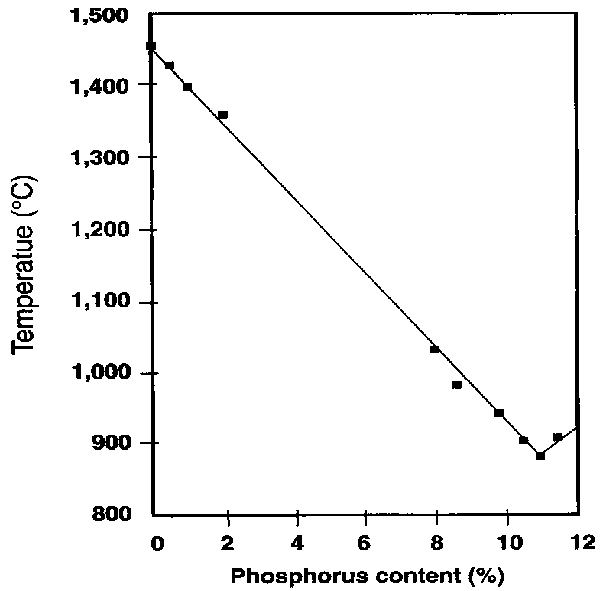
Melting Point
Electroless nickel does not possess the high-temperature resistance of pure nickel. Adding phosphorus to nickel lowers the alloy’s melting point almost linearly. For example, pure nickel has a melting point of approximately 1455°C, and adding around 11% phosphorus reduces it to about 880°C, which is the eutectic point of the nickel-phosphorus system. This significant reduction in melting point limits the use of electroless nickel in high-temperature environments.
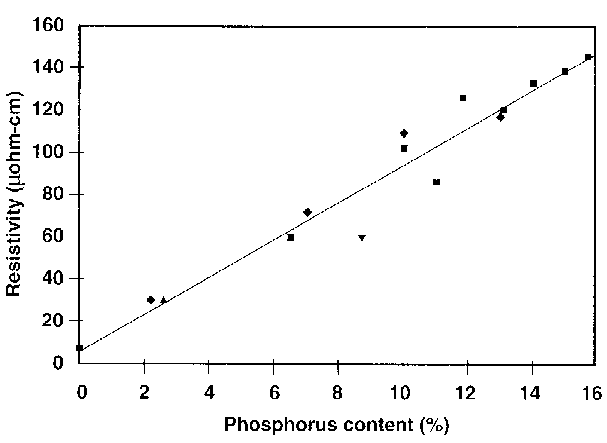
Electrical Properties
EN deposits are moderately conductive, but their conductivity decreases as phosphorus content increases. The co-deposition of phosphorus disrupts the nickel crystal lattice, leading to the formation of an amorphous or fine crystalline structure. This structural change increases electron scattering and raises resistivity.
High-phosphorus coatings typically exhibit resistivity between 50 and 200 micro ohms/cm, offering a balance of insulation and conductivity that is beneficial for applications such as contacts, switchgear, and heat exchanger tubing. Heat treatment can further modify these properties. Resistivity begins to decrease around 150°C, with the most significant reduction occurring between 260°C and 280°C due to structural changes from nickel phosphide precipitation.
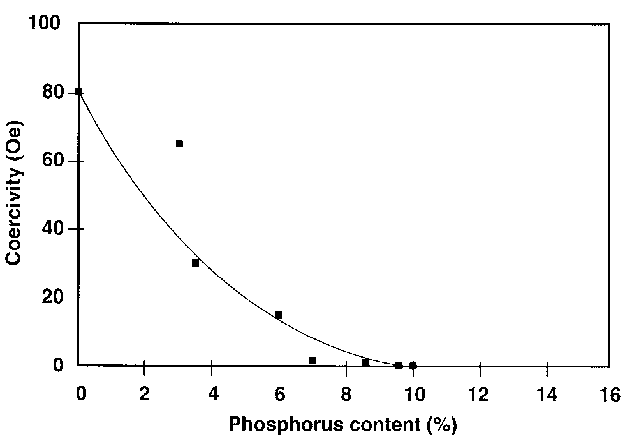
Magnetic Properties
The ferromagnetism of pure nickel decreases significantly with increasing phosphorus content. ENP deposits with over 10.5% phosphorus are typically non-magnetic, a property that enables one of the primary uses for high-phosphorus electroless nickel coatings: as an underlayer for magnetic coatings in memory disk production. This non-magnetic state is retained even after short-term heat treatment at 260°C. However, extended or higher-temperature heat treatments can cause nickel phosphide precipitation, increasing ferromagnetic properties.
Thermal Properties (Coefficient of Thermal Expansion, CTE)
The coefficient of thermal expansion (CTE) for ENP coatings generally ranges between 11.1 and 22.3 µm/m°C. Low-phosphorus coatings have a higher CTE, close to or even exceeding that of pure nickel, while high-phosphorus coatings exhibit a significantly lower CTE. Selecting the proper CTE to match the substrate is essential to ensure structural integrity, prolong component lifespan, and reduce the risk of cracking or peeling due to temperature fluctuations.
Corrosion Resistance
Corrosion resistance is one of the main reasons electroless nickel plating is widely used. However, the performance of different types of electroless nickel coatings varies depending on environmental conditions. In high-temperature and strongly alkaline environments, low-phosphorus coatings offer better corrosion resistance than high-phosphorus coatings. In contrast, high-phosphorus coatings provide superior corrosion resistance in neutral or acidic environments.
Since electroless nickel plating acts as a barrier rather than a sacrificial coating, the coating’s thickness and low porosity are crucial for its corrosion resistance. Thicker coatings with lower porosity tend to have better corrosion resistance. Additionally, high-phosphorus coatings (over 10% phosphorus), due to their amorphous structure, are less likely to develop pores and therefore exhibit enhanced corrosion resistance.
It’s important to note that heat treatment can lead to microcrack formation, particularly in high-phosphorus coatings. These cracks can allow corrosive media to penetrate the coating, reducing its corrosion resistance.
Caustic Solution
N02200 (Nickel 200)
EN Coatings
Mild Steel
S31600 (316 SS)
LP
MP
HP
45% NaOH + 5% NaCl @ 40°C
2.5
0.3
0.3
0.8
35.6
6.4
45% NaOH + 5% NaCl @ 140°C
80.0
5.3
11.9
Failed
No data
27.9
35% NaOH @ 93°C
5.1
5.3
17.8
13.2
94
52.0
50% NaOH @ 93°C
5.1
6.1
4.8
9.4
533.4
83.8
73%NaOH @ 120°C
5.1
2.3
7.4
Failed
1448
332.7
Comparison of the corrosion rates of electroless nickel coatings in caustic solutions with other commonly used materials. All corrosion rates in microns/year, 100 days exposure.
Hardness
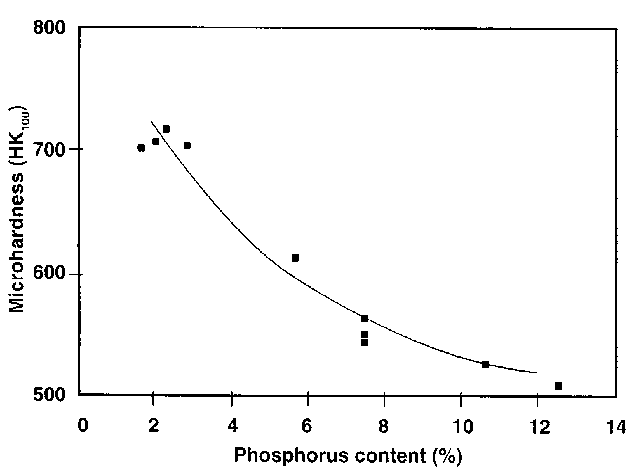
In the as-deposited state, the hardness of electroless nickel coatings decreases as the phosphorus content increases. Low-phosphorus electroless nickel coatings exhibit higher hardness in the as-deposited state. However, all electroless nickel coatings are harder than electroplated nickel. For example, the Vickers hardness (HK100) of electroless nickel coatings typically ranges from 500 to 720, while electroplated nickel hardness is only between 150 and 400 HK100.
Moreover, regardless of the phosphorus content, the hardness of all types of coatings significantly increases after heat treatment, reaching approximately 850 to 950 HK100. This hardness level approaches or even matches that of chromium plating, which is one reason why electroless nickel plating is gradually replacing chromium plating in applications requiring high hardness and wear resistance.
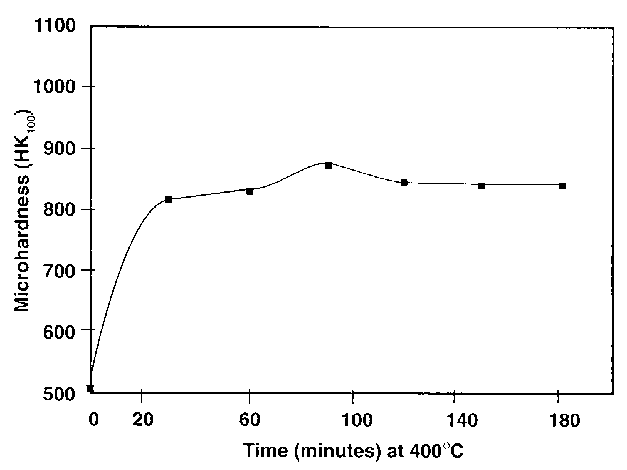
Heat treatment behavior of high phosphorus deposits.
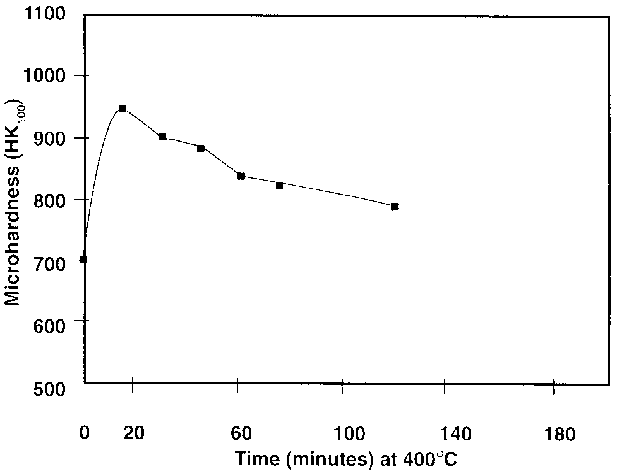
Heat treatment behavior of low phosphorus deposits.
However, the heat treatment behavior differs significantly between high-phosphorus and low-phosphorus coatings. As shown in the figure above, under 400°C heat treatment, low-phosphorus coatings experience a rapid increase in hardness in the initial short period. However, with prolonged heat treatment, recrystallization and grain growth occur, leading to a gradual decrease in hardness. Therefore, low-phosphorus coatings are better suited for short-duration high-temperature heat treatment. In contrast, high-phosphorus coatings maintain stable hardness even after extended heat treatment, making them ideal for long-duration heat treatment.
The table below shows the three recommended heat treatment methods for electroless nickel plating to achieve maximum hardness.
Phosphorus Content (%)
Heat Treatment
2 - 5
1 hour at 400° - 425°C
6 - 9
1 hour at 375° - 400°C
10 - 13
1 hour at 375° - 400°C
Heat treatment conditions to obtain maximum hardness.
Wear Resistance
Due to their higher hardness, low-phosphorus electroless nickel coatings exhibit better wear resistance in the as-deposited state. Medium-phosphorus coatings have slightly lower wear resistance than low-phosphorus coatings, falling into an intermediate range. High-phosphorus coatings, with their amorphous structure and lower hardness in the as-deposited state, generally exhibit weaker wear resistance.
While heat treatment enhances the wear resistance of all types of coatings, low-phosphorus coatings stand out particularly after heat treatment. Their wear resistance approaches that of electroplated chromium and is superior to that of high-phosphorus coatings.
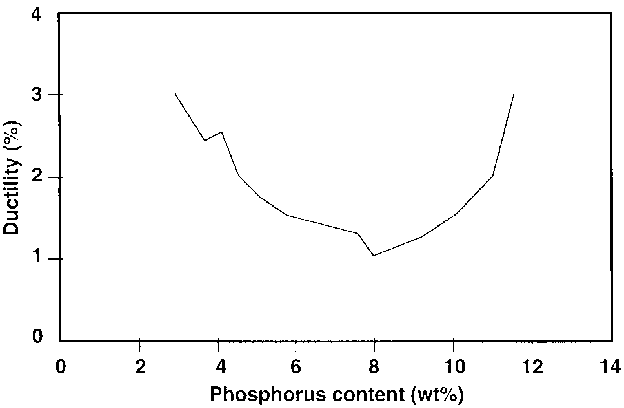
Ductility
Phosphorus content has a minimal impact on the ductility of electroless nickel coatings. Both low-phosphorus and high-phosphorus coatings have relatively low ductility, with only slight differences between them. The elongation at break is typically only 1% to 2.5%, and the ductility of electroless nickel coatings further decreases after heat treatment.
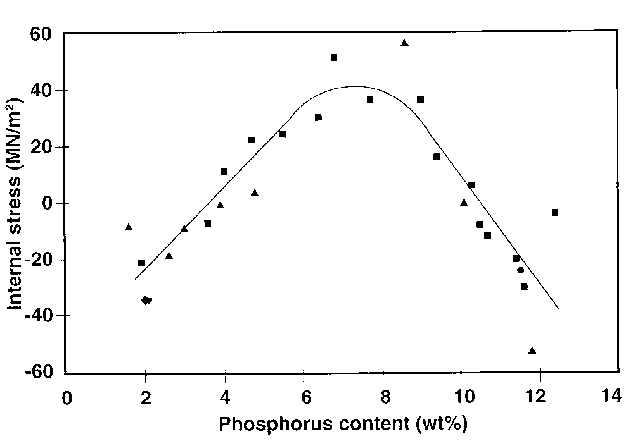
Internal Stress
Internal stress refers to the stress generated within the coating itself, which influences its dimensional stability. Tensile stress causes the deposit to contract, while compressive stress causes it to expand, potentially leading to cracking or delamination. The internal stress in ENP can be managed by adjusting the plating bath composition, temperature, and pH, as well as by optimizing the plating process parameters. High-phosphorus coatings typically exhibit compressive stress in fresh solutions, while low-phosphorus coatings remain under compressive stress in both new and aged baths. Medium-phosphorus coatings, however, tend to exhibit tensile stress.
Solderability, Weldbility
EN coatings bond well with solder, facilitating strong and reliable connections between electronic components and wires. Low-phosphorus EN coatings, in particular, provide better solder adhesion due to their smoother surface, which promotes stronger solder joints compared to high-phosphorus coatings.
However, EN coatings are not suitable for welding. The high temperatures involved in welding can cause oxidation or the formation of brittle phases within the nickel layer, which weakens the weld. High-phosphorus coatings are particularly prone to brittleness under these conditions, while low-phosphorus coatings may offer better resistance to heat, but they are still not suitable for welding due to the extreme temperatures involved.
Advantageous Applications of Electroless Nickel Plating
Electroless nickel plating is widely used across multiple industries for its exceptional properties, especially when traditional materials like stainless steel are not cost-effective or feasible. Manufacturers often choose this plating approach for alternative materials such as aluminum alloys, carbon steel, or lower-grade stainless steel, as these typically require protective coatings to meet performance standards. Below are key industries and parts where electroless nickel plating proves most beneficial:
Food Service Industry
Electroless nickel plating is extensively used in the food industry for components that, while not in direct contact with food, demand high corrosion resistance and ease of maintenance. Typical applications include bearings, rollers, conveyor systems, hydraulic systems, and gears in machinery for meat processing, grain handling, bakeries, fast-food equipment, breweries, and poultry processing.
Oil & Gas Industry
Parts in the oil and gas sector are frequently exposed to harsh, corrosive environments. Electroless nickel plating provides a durable protective layer on components like valves, ball and plug fittings, barrels, and pipe fittings, offering outstanding corrosion and wear resistance for this industry’s rigorous applications.
Automotive Industry
Electroless nickel plating improves the durability and performance of essential automotive parts such as shock absorbers, cylinders, brake pistons, and gears. The coating’s uniform thickness and friction resistance enhance component lifespan and overall vehicle performance.
Aerospace Industry
Precision and reliability are crucial in aerospace, where electroless nickel plating is applied to components like valves, pistons, pumps, and critical rocket parts. Its uniform deposition ensures consistent coating thickness on complex shapes, enhancing durability and reliability under extreme conditions.
Chemical Processing Industry
Constant exposure to aggressive chemicals in this industry necessitates durable protection for parts like pumps, mixing blades, heat exchangers, and filter units. Electroless nickel plating significantly improves corrosion resistance, maintaining equipment integrity and reducing maintenance downtime.
Plastics and Textiles Manufacturing
In the plastics and textiles sectors, components such as molds, dies, spinnerets, and extruders benefit from electroless nickel plating’s wear resistance and smooth finish. The coating reduces friction, extends part lifespan, ensures consistent product quality, and minimizes equipment downtime.
Order Parts with Electroless Nickel Plating
Electroless nickel plating stands out as a highly adaptable and reliable coating solution that brings protection, durability, and uniformity to a wide array of industrial applications. Its unique combination of corrosion resistance, wear protection, and consistent coating thickness on even the most complex surfaces positions it as an advanced alternative to traditional electroplating in certain applications.
If you’re unsure whether ENP is suitable for your custom part, contact Chiggo to discuss your requirements. You can also read more about surface finishes.