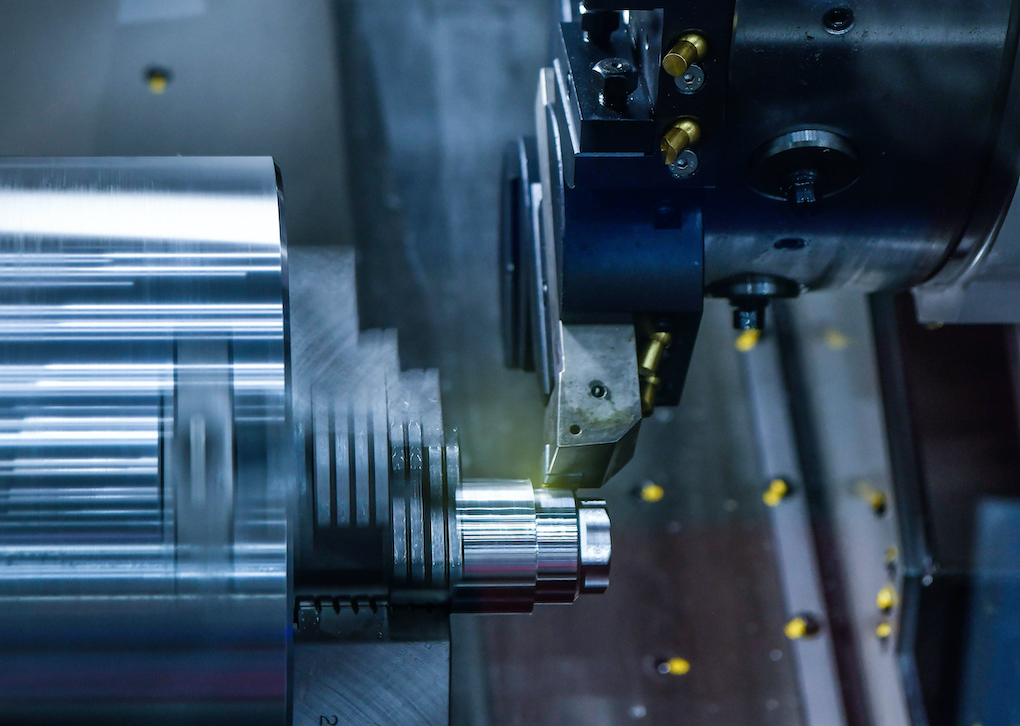
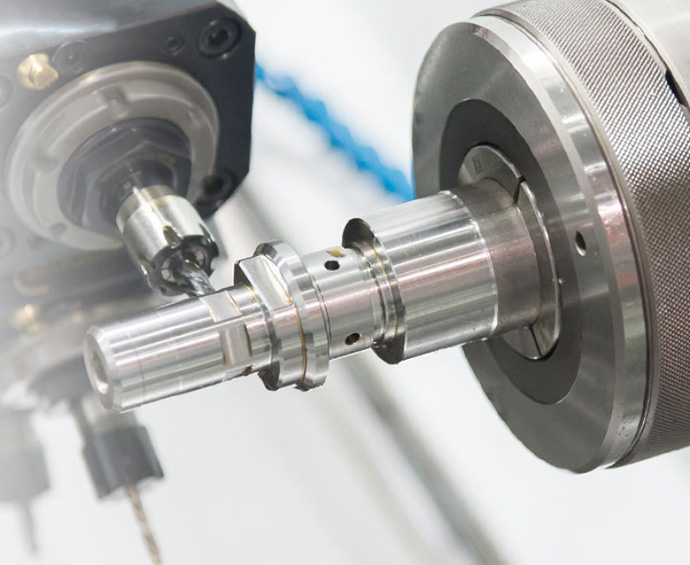
数控车削是应用最广泛的数控加工工艺之一,因其精度和多功能性而在制造业中备受推崇。它涉及一种固定切削刀具,用于从车床或车削中心上的旋转工件上去除材料。该工艺主要用于生产具有圆形或轴对称特征的零件。根据切割操作的类型,它可以创建圆柱形、圆锥形、螺纹、凹槽或孔部件,以及具有特定表面纹理的零件。
无论您是在业内考虑数控车削是否适合您的项目,还是只是对制造技术感到好奇,您都来对地方了!本文将回答您有关数控车削的所有问题。
什么是数控车削?

从字面上解释,“数控车削”可以分为两部分:
CNC(计算机数控):这是指使用计算机程序精确控制机器的移动和操作。
车削:在机械加工中,车削是通过切削刀具(通常是单点切削刀具)从旋转工件上去除材料的过程,该刀具要么保持静止,要么沿着预定路径移动。
因此,数控车削将计算机控制操作的精度与传统车削工艺相结合,以高精度和可重复性有效地将工件成形为所需的形状。数控车床和数控车削中心是行业中用于这些操作的标准机床。
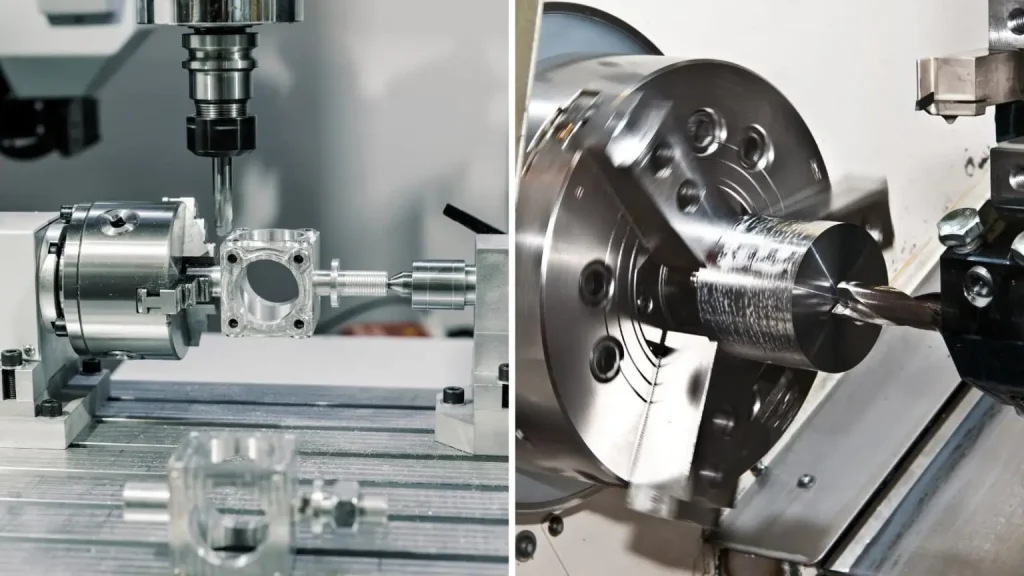
数控车削中心和数控车床有什么区别?
数控车床主要是专为标准车削操作而设计的 2 轴机床,专注于加工圆柱形或圆锥形零件。它们提供更简单的设置、更低的成本,并且通常在机器周围没有防护罩。
相比之下,数控车削中心是配备动力刀具的先进多轴系统,允许它们在单个设置中执行车削、铣削、钻孔和攻丝等多种操作。这会带来更高的生产率、更大的灵活性以及生产复杂零件的能力。然而,这也意味着更高的初始投资和增加的操作复杂性。
CNC 车削如何工作?
数控车削是一个复杂的过程,但我们将其简化为三个主要步骤,并强调每个阶段的关键注意事项,以帮助您获得更好的结果。让我们开始吧!
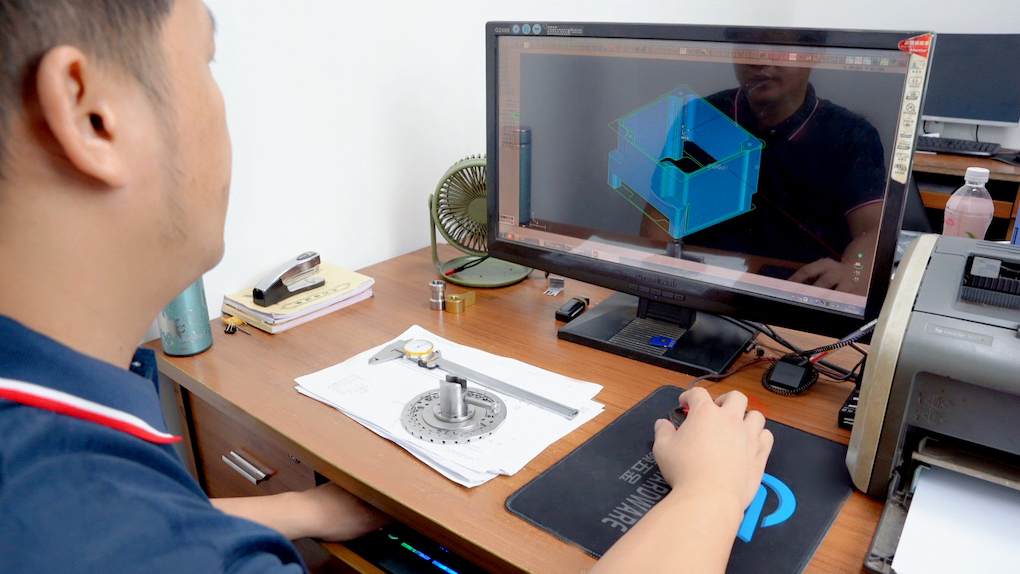
步骤#1:设计和编程
第一步是设计您的零件。使用 AutoCAD 或 SolidWorks 等 CAD 软件,您可以将您的概念(通常从一个或多个 2D 草图开始)转换为详细的数字 3D 模型。该模型将包括零件的所有基本细节,例如尺寸、形状和特征。
CAD 文件准备好后,将其导入 CAM 软件。在此阶段,制造工程师会审查设计以确保其可制造。然后,他们确定必要的加工操作,选择合适的刀具,并设置加工参数,例如切削速度和深度。最后,这些决策被编译成一组指令,称为 G 代码,数控机床可以理解和执行。
在此阶段您需要记住两个参数:转速和进给率。车削速度(通常与切削速度互换使用)是旋转工件表面移动经过切削刀具的速率,通常以米每分钟 (m/min) 或英尺每分钟 (ft/min) 为单位进行测量。进给速率是切削刀具沿着旋转工件前进的速度,定义为刀具在零件旋转一圈期间行进的距离。
这些参数必须由专家仔细确定,因为它们会显着影响刀具寿命、加工时间和项目的整体质量。通常,在初始粗加工阶段采用较低的车削速度和较高的进给率,以快速去除材料。对于精加工阶段,优选较高的车削速度和较低的进给率,以获得光滑的表面和具有精确公差的零件。
步骤#2:准备数控车床
接下来,操作者主要按照以下步骤来有效地准备数控车床:
材料准备:选择您想要用于零件的材料并将其装入车床的卡盘中。卡盘是一种夹紧装置,负责在车削过程中夹持和旋转材料。刀具安装:将作业所需的切削刀具安装到机床的转塔中。刀塔可以容纳多个刀具,并在加工过程中旋转以在它们之间切换。机器编程:将 CNC 代码(在步骤 1 中生成)输入到机器的控制系统中。该程序指导机器的操作。
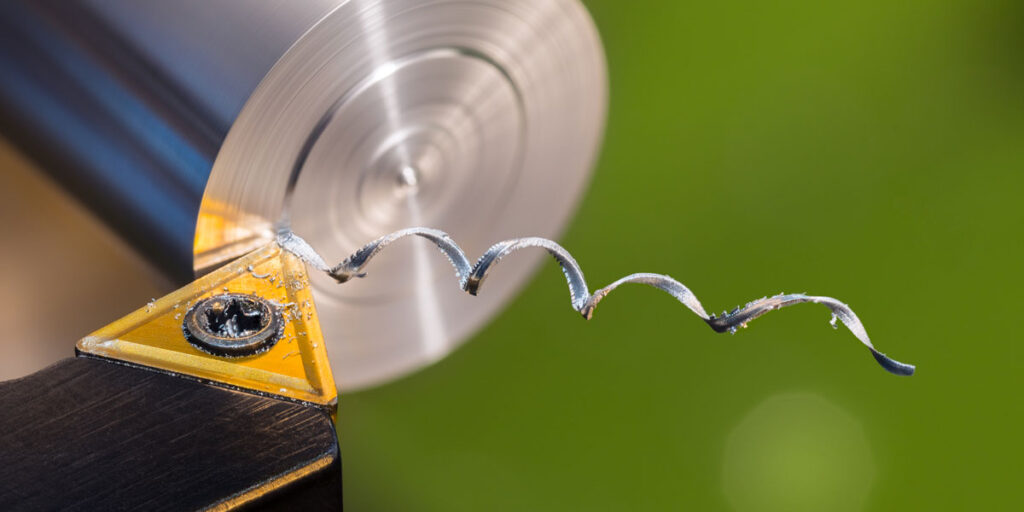
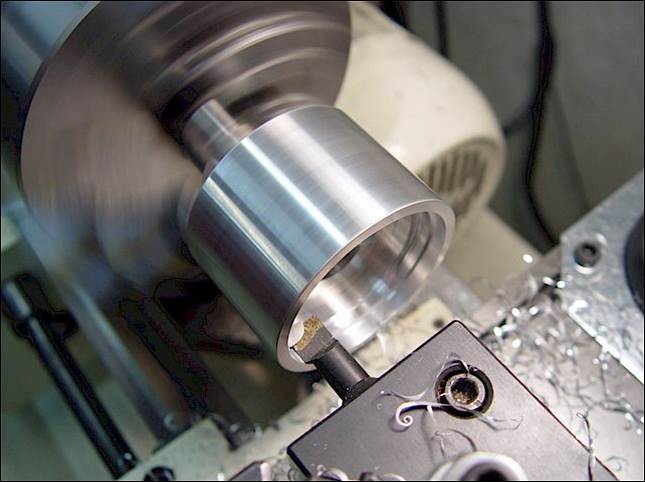
步骤#3:开始车削操作
最后,数控机床开始快速旋转工件。然后切削刀具按照数控程序对其进行车削、钻孔、端面等一系列操作。零件的复杂性和所需的公差等因素将决定零件将经历多少个加工周期。计算每个周期的时间将帮助您了解组件上花费的最终时间,这对于成本计算和生产计划至关重要。此外,这还有助于优化加工过程并提高生产效率。
通常,车削周期时间包括:
准备时间:车削开始前的准备工作,如工件装载、刀具安装和 CNC 程序设置。切削时间:当刀具主动去除材料时,受工件转速影响、进给速度和切削深度。换刀时间:需要更换切削刀具以进行不同的操作,例如车削、钻孔和端面。空闲时间:机器未进行加工,例如调整切割之间的位置或移动到下一次切割操作的新起点。
CNC 车削加工的类型
为了满足不同的制造需求,现在各种车削工艺在数控车床和车床上采用了各种类型的车床刀具。这使得加工不仅可以生产简单的轴对称零件(例如圆柱形和圆锥形零件),还可以包括多边形等复杂的几何形状以及具有特殊曲线的复杂零件。以下是一些较常见的车削加工类型:
1.直转弯
直车削涉及从工件外部去除材料,以将其直径减小到指定尺寸。这通常是加工过程的初始步骤,重点是快速将工件减小到接近所需尺寸。由于它主要涉及快速去除材料,因此此操作可能不会产生最高精度的最终尺寸。因此,有时也称为粗车削。直线车削后,通常需要额外的精加工操作来细化表面并达到零件所需的精确尺寸和公差。
2.锥度车削
锥度车削是以一定角度执行的加工操作,不平行于零件的旋转轴线。它涉及沿着工件的长度逐渐减小切削深度以形成圆锥形。
3.面向
端面加工是一种用于在工件端部形成平坦表面的工艺。目标是使表面垂直于工件的旋转轴。在端面加工过程中,端面刀具垂直穿过零件的旋转轴进给。该工艺可以作为粗加工切削或最终切削来执行。
4.钻孔
钻孔是指使用称为钻头的旋转切削工具在工件中心打孔。虽然不是传统的车削操作,但它通常被纳入具有动力刀具功能的 CNC 车削中心。在更先进的车削中心中,几乎可以在任何方向上钻孔,并且不限于中心轴。
5.无聊
镗孔用于扩大现有孔或提高其圆柱精度。它通常用于仅钻孔可能无法提供必要的精度或表面光洁度的应用。
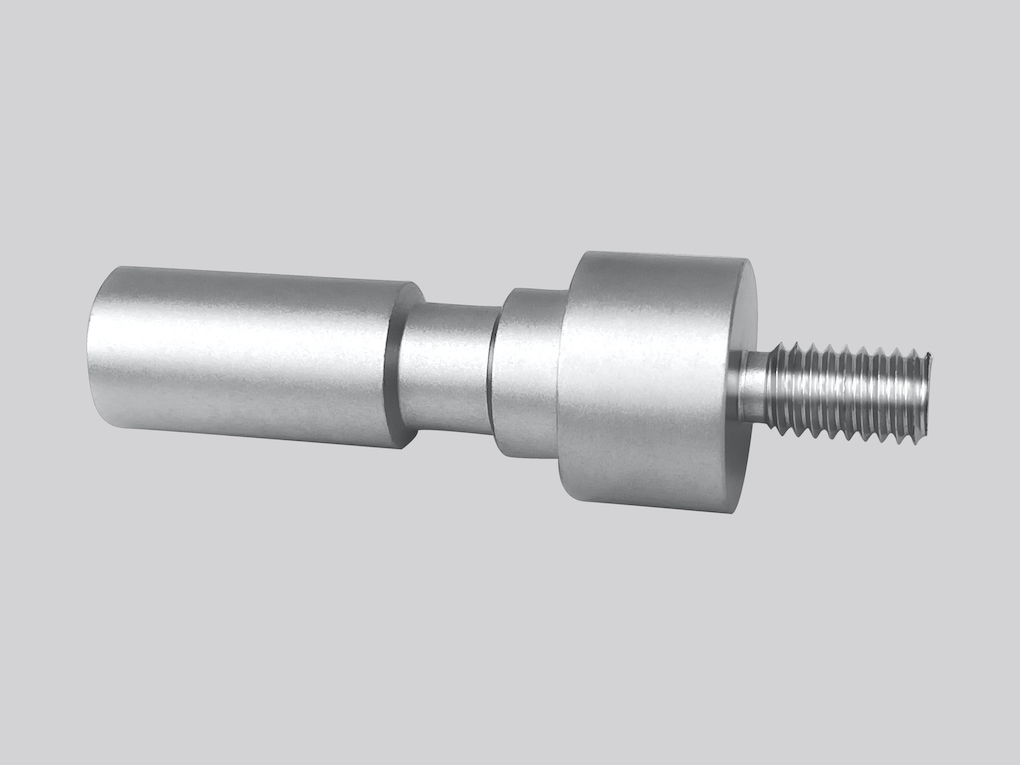
6.螺纹加工
螺纹加工是在工件的内表面或外表面上切削螺旋槽以形成螺纹的过程,用于将部件紧固在一起。这可以在内部(在孔内,例如螺纹)或外部(在外表面上,例如螺栓螺纹)完成。在此过程中使用专用切削工具,例如内螺纹丝锥和外螺纹板牙。
7.滚花
滚花用于在工件表面创建纹理图案。这种图案通常由一系列直线、角度或交叉线组成,使用专门的滚花工具将其压入或滚压到材料中。滚花的主要目的是更好地抓握零件,例如工具手柄、旋钮或紧固件。
8.切槽
开槽涉及在工件上创建一个或多个特定宽度和深度的凹槽。此操作通常用于创建密封环槽、键槽、油槽等。它可以在工件的内径或外径以及端面上执行。
9.分离(切断)
这是从母材上切割工件或将长材料分割成较短材料的过程。该操作通常围绕工件径向执行,直到材料被完全切断。
CNC 车削是您零件的正确选择吗?
到目前为止,我们已经了解了数控车削的一些关键优势。其中包括由于系统的自动化特性而带来的准确性、由于执行各种类型操作的能力而带来的灵活性以及更快的结果。此外,它与金属、塑料、木材、玻璃和蜡等多种材料的兼容性使得数控车削能够广泛应用于众多行业,包括但不限于汽车、电气和工业领域。
但这是否意味着数控车削适用于所有零件?当然不是。必须考虑几个关键因素来确定 CNC 车削是否是您项目的有效选择。
零件几何形状
CNC 车削对于具有旋转对称性的零件(例如圆柱体、圆锥体或圆盘)最为有效。对于具有复杂或非旋转特征的零件,数控铣削、3D 打印或注塑成型等替代制造方法可能更合适。
材料特性
数控车削适用于多种材料,但每种材料的特性都会显着影响其对车削过程的响应。切削加工性、刀具磨损、可实现的光洁度以及加工应力下的行为等因素是至关重要的考虑因素。
以铝为例,由于其强度、重量和易于加工的理想平衡,因此受到 CNC 车削的青睐。相比之下,不锈钢和钛等较硬的材料可提供更高的耐用性,但需要专门的切削工具和加工参数来避免加工硬化并确保高质量的表面处理。此外,虽然金属可以加工成高光泽度,但塑料可能需要特殊处理以防止熔化或变形。
因此,对产品的材料特性进行全面评估对于确定数控车削是否是满足您需求的最高效、最具成本效益的制造方法至关重要。
公差和尺寸要求
CNC 车削可实现高精度和严格的公差,低至 ±0.02 毫米(±0.0008 英寸)。然而,由于机床设计及其工件处理能力的物理限制,数控车床存在尺寸限制。因此,对于需要更严格公差或非常大的零件,可能需要替代的加工工艺。
产量
对于中小批量生产,数控车削通常是一种经济高效的选择,因为它提供高精度、快速迭代能力,并且无需昂贵的模具即可加工复杂形状。当进行大规模生产时,虽然可以采用数控车削,但考虑到单位成本(包括模具成本摊销和数控加工过程中的材料浪费),其他制造方法(例如注塑或压铸)可能更经济。车削工艺)和生产效率。
数控车床的类型
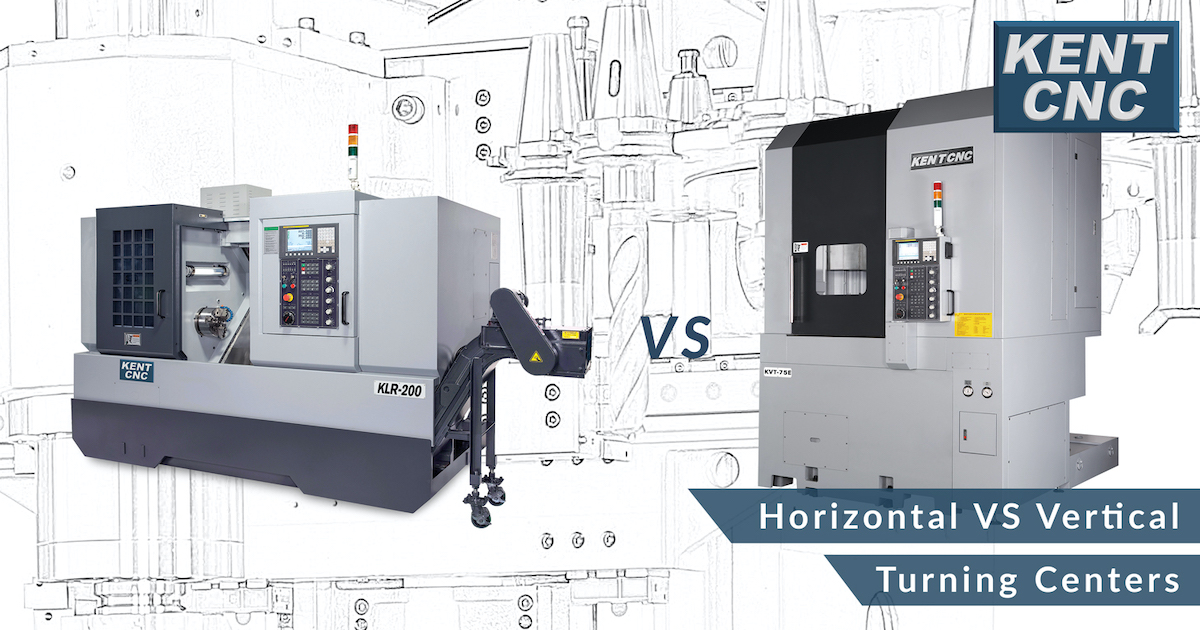
来自:肯特数控
如前所述,车床和车削中心是用于车削加工的典型机器。在实践中,这些机器根据特定的制造需求和应用进一步分类。以下是数控车床主要类型的概述。
卧式数控车床
卧式数控车床是典型且应用最广泛的数控车床类型。在这些机器中,工件水平安装并绕水平轴旋转。它们能够执行外部和内部切削、螺纹加工和镗孔操作。
立式数控车床
与卧式车床类似,主要区别在于工件的固定方式。立式数控车床将工件固定在垂直方向,这对于加工在卧式车床上安装或保持稳定性可能具有挑战性的重型和大型工件特别有用。这种配置在空间有限的环境中也可能是有利的。
卧式车削中心
卧式车削中心是卧式车床的高级版本,集成了钻孔和铣削等附加功能。这种多任务处理能力允许对零件进行完整加工,而无需将零件转移到不同的机器上进行额外的加工步骤。此外,水平方向通过重力自然地将切屑拉离切削区域,从而有助于排屑,从而提高加工过程的稳定性和清洁度。
立式车削中心
立式车削中心结合了立式数控车床和数控铣床的功能,提供了执行车削、铣削和钻孔操作的多功能性。通过旋转卡盘更靠近地面的设计,材料的重心与旋转轴对齐,这有助于避免悬臂效应。因此,立式车削中心非常适合加工大直径但短而重的工件。
此外,随着技术的进步,还有其他特定类型和变体的数控机床旨在满足更广泛的制造需求和应用。一个著名的例子是瑞士型数控车床,它特别适合小型复杂零件的精密加工。
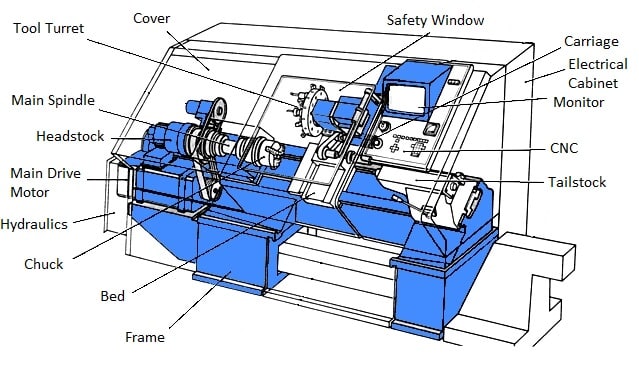
数控车床的组成部分
虽然车床有许多不同类型,但它们都有一些共同的关键部件。了解这些部件对于有效操作数控车床和进行维护至关重要。让我们简要了解一下这些基本要素。
控制面板
控制面板是 CNC 机床的用户界面,机械师和技术人员在其中输入 G 代码或 CAM 程序来控制机床的运动和操作。
主轴
主轴在旋转时将工件固定到位。主轴的功率和速度对于加工过程至关重要,因为它们决定了材料的去除率。
大多数基本数控车床都配备单主轴,足以满足绝大多数车削应用。然而,更先进的数控车削中心可能具有双轴或多轴配置,允许更复杂和更高效的切削操作。
琴头
主轴箱通常位于机床的左侧(从操作员的角度来看),用作车床主轴驱动机构的外壳。
主轴穿过主轴箱,用于固定工件或工件夹持装置,如卡盘。驱动机构包括电机、齿轮、皮带或滑轮,它们共同作用将动力从电机传递到主轴,使其能够以各种速度旋转。
尾座
尾座位于主轴箱的另一端,旨在在加工过程中为工件提供支撑和稳定性。它可以沿着床身移动,以适应不同长度的工件,并在其可调套筒中容纳中心或钻头等工具,以进行各种操作,例如钻出精确的中心孔。因此,它非常适合确保长或重型工件的加工精度并获得高质量的光洁度。
查克
卡盘是一种通常安装在主轴上并夹紧待切割工件的装置。它通常具有可互换的夹爪,以适应不同类型和尺寸的工件。虽然三个卡爪最常见,但有些卡盘有四个卡爪,这可用于夹紧方形棒材并实现偏心车削。
运输
滑架是沿着机床床身滑动的运动部件,它的作用是支撑、定位切削刀具并将其送入工件。刀架由几个部分组成,包括鞍座、十字滑座、复合刀架和刀架等。
炮塔
刀塔安装在刀架上,可容纳各种切削刀具。它可以旋转以快速将任何刀具置于切削位置,无需手动更换。刀塔可以有多种类型,包括静态(刀具在切削操作过程中不旋转)和动态(刀具可以旋转,从而实现钻孔或铣削等操作)。CNC 车削中心可以具有单个刀塔或多个刀塔,以提高效率以及加工的复杂性。
床
床身通常由铸铁材料制成,是车床的基础,支撑所有其他部件,包括主轴箱、卡盘、尾座等。它的设计目的是确保加工过程中的稳定性和刚性。
与 Chiggo 合作定制 CNC 车削零件
现在您已经获得了有关数控车削的详细信息,如果您正在为您的项目寻找合适的合作伙伴,Chiggo 就是您的最佳选择。作为拥有近二十年加工经验的 ISO 9001:2015 认证工厂,我们确保您的产品符合最高质量标准,并且价格具有竞争力。
我们提供根据您的特定需求量身定制的按需制造解决方案,并提供从设计到交付的 24/7 专家支持。立即上传您的 CAD 文件,以获得免费的 DFM 分析,并迈出实现项目的第一步!