随着我们迎接工业 4.0 时代,CNC(计算机数控)加工已成为现代制造业的基石。这项利用计算机控制机床的技术以其高精度、高效率和一致性彻底改变了传统机械加工。然而,随着对更复杂和更精密部件的需求不断增长,传统的 3 轴或 4 轴 CNC 加工往往无法满足要求。
这就是 5 轴 CNC 加工发挥作用的地方。通过在传统的三个线性轴上添加两个旋转轴,5 轴数控机床允许刀具从几乎任何方向接近工件。此功能显着消除了额外设置的需要,提高了生产效率,并生产美观且复杂的零件,为任何车间释放了令人难以置信的潜力。
本文将重点阐明什么是 5 轴 CNC 加工,解释其工作原理,详细研究其五轴的操作,并分享其优点和局限性。
什么是五轴数控加工?
为了更好地理解 5 轴 CNC 加工,我们首先解释一下 CNC 加工中轴数的含义。轴数是指切削刀具(或工作台)可以移动以创建所需产品的方向数。从本质上讲,机器拥有的轴越多,工具和工作台的运动和旋转范围就越大,最终能够生产更复杂和更精确的部件。
5 轴 CNC 加工涉及切削刀具或零件沿五个不同轴同时移动。与沿 X、Y 和 Z 线性轴移动的传统 3 轴加工不同,5 轴 CNC 机床包含两个额外的旋转轴。这允许在单个设置中处理多个表面。它可以轻松处理复杂的曲线和轮廓,非常适合加工复杂和不规则形状的零件。
现在,我们先来了解一下五轴数控加工中的轴的知识:

线性轴:
标准 3 轴加工沿 X、Y 和 Z 轴进行。这三个线性轴代表主轴或工件可以移动的方向。
- X 轴: Move left and right (parallel to the worktable)
- Y 轴:Move forward and backward(parallel to the worktable)
- Z轴: Move up and down(parallel to the spindle axis)
旋转轴:
使用旋转轴意味着机器可以围绕先前建立的线性轴之一旋转零件或切削刀具(主轴头)。在 5 轴 CNC 加工中,不同的机器将使用以下旋转轴的不同组合(A & B、B & C 或 A & C)。
- A轴(rotation around the X-axis): Typically can rotate ±120° to ±150°, with some high-end models reaching up to ±180°.
- B轴(rotation around the Y-axis): Typically can rotate ±120° to ±150°, with some models reaching up to ±180°.
- C轴(rotation around the Z-axis): Generally can achieve continuous 360° rotation, depending on the specific design.
5 轴 CNC 加工如何工作?
5 轴 CNC 加工通过同时沿五个不同的轴移动切削刀具或工件进行操作。三个线性轴和两个旋转轴一起移动以实现所需的加工。
以下是 5 轴 CNC 加工工作原理的分步说明:
第 1 步:设计和准备
第一步涉及使用 CAD(计算机辅助设计)软件设计要加工的零件。设计师创建零件的 3D 模型,指定所有必要的尺寸、形状和特征。
零件设计完成后,将使用 CAM(计算机辅助制造)软件将 3D 模型转换为机器可读的指令。这包括定义刀具路径、选择适当的切削刀具以及确定切削速度和进给等加工参数。
第 2 步:设置和对齐
根据零件的要求选择 5 轴 CNC 机床。设计并安装在工作台上的夹具,用于牢固地固定和对准工件。根据材料、所需的表面光洁度和零件复杂性选择切削刀具,然后将其安装在换刀装置中。
第三步:机加工过程
将 CAM 生成的程序加载到 CNC 机床的控制系统中。该程序包含机器执行加工操作所需的所有指令。
当机器通电时,程序启动。 CNC 系统控制刀具沿着预定义的刀具路径移动。三个直线运动与传统三轴加工相同:左右(X轴)、前后(Y轴)、上下(Z轴)。至于同时旋转和倾斜运动,如前所述,有以下三种组合:
1. A和B2的旋转运动。 A 和 C3 的旋转运动。 B & C 的旋转运动
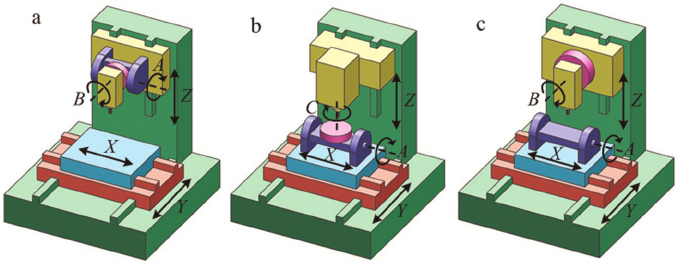
这些轴的具体配置根据 5 轴 CNC 机床的类型而有所不同。下图为A&B、A&C、B&C的旋转运动:
操作员监控加工过程,确保一切顺利运行。如有必要,可以调整切削参数或刀具路径以优化加工过程。
五轴数控机床的类型
随着需求的不断增长,现在有很多类型的五轴机器。根据两个旋转轴的配置,任何 5 轴铣削中心都可以分为三种主要类型之一:工作台/工作台、头/工作台或头/头。
三种类型的五轴机床:(a) 主轴倾斜式、(b) 工作台倾斜式和 (c) 工作台/主轴倾斜式。
桌子/桌子
在此设置中,两个旋转轴均安装在工作台上。这意味着工件固定在工作台上,工作台通过旋转和倾斜实现 5 轴运动。与其他类型相比,表-表配置结构更简单,更易于维护,并且工作范围最小。这使得它对于加工中小型工件,特别是那些形状复杂但尺寸较小的工件非常有效。但其负载能力有限,不适合大型或重型工件。
头/头
头/头机床使用主轴头执行所有旋转和枢转运动,而工件本身保持静止。这种设置避免了主轴头与工件之间的干涉,减少了工件移动引起的误差。头/头型数控机床是生产大型零件的理想选择。然而,这种设计在旋转轴方向上的运动范围有限。虽然主轴头可以以各种角度旋转和倾斜,但旋转轴的运动范围相对较小,这可能是某些复杂加工场景的限制因素。
桌子/头
具有头/工作台配置的机器是工作台/工作台和头/头设置的混合。一根旋转轴位于主轴头上,另一根位于旋转工作台上。与头/头配置不同,主轴头上的旋转轴在某些情况下可能会受到物理结构或运动范围的限制,头/工作台配置中工作台上的旋转轴可以自由旋转,允许工件继续旋转。此设置可以更好地接近底切和复杂表面或多面工件。然而,由于工件固定在旋转轴上,旋转工作台的承载能力和旋转能力会限制工件的尺寸和重量。
5 轴 CNC 加工的优点
5 轴数控加工具有多项显着优势,使其成为现代制造中不可或缺的技术,特别是在加工复杂零件和高精度产品时。以下是一些主要优点:
1. 创建复杂几何形状的能力
同时移动所有五个轴的能力允许动态调整工具的角度和位置,从而更好地接近工件的难以到达的区域。这使得能够加工高度复杂的几何形状,例如深腔、底切、自由曲面和复杂的轮廓,而这对于传统的 3 轴或 4 轴加工来说是非常困难或不可能的。
2. 效率和精度
高效加工:5 轴加工可在一次设置中完成多面加工,从而最大限度地减少多次设置和重新定位的需要。这种不间断的过程减少了停机时间,提高了总体吞吐量,并加快了生产周期。
高精度:五轴机床可以通过五个自由度控制刀具来实现卓越的精度。这种精确的控制可确保复杂表面的加工达到严格的公差,通常低至微米级。所有五个轴的同时运动可确保切削刀具在整个加工过程中保持最佳定位和方向,从而减少误差并提高精度。
3. 出色的表面光洁度
5 轴加工的旋转轴在这方面发挥着至关重要的作用,它允许切削刀具相对于工件表面保持恒定且最佳的切削角度,从而降低刀具颤振的风险并确保更光滑、高质量的表面结束。此外,5 轴加工可以使用较短的切削刀具,从而减少振动和偏转,从而实现卓越的表面光洁度并最大限度地减少额外精加工工艺的需要。
4. 减少夹具和工具的更换
5 轴加工允许通过单次夹紧操作创建复杂的部件。这最大限度地减少了频繁更换夹具和刀具的需要,降低了未对准、错误和潜在工件损坏的风险。优化的刀具路径还旨在帮助减少切削刀具的应力和热量,延长其使用寿命。这可以减少刀具更换或维护的中断,从而实现更加连续和高效的加工过程。
5、应用领域广泛
5 轴 CNC 加工技术的多功能性已将其用途扩展到各个行业:
航空航天:广泛用于制造飞机部件、发动机零件和其他高精度、复杂的产品。
军事:对于生产精确武器和设备至关重要,其中准确性和可靠性至关重要。
精密仪器和医疗设备:非常适合制造具有严格精度和表面质量要求的设备和仪器,确保关键应用中的最佳性能和可靠性。
5 轴 CNC 加工的局限性
尽管有其优点,5 轴 CNC 加工也有一定的局限性:
1. 初始成本和维护成本高
5 轴数控机床比传统的 3 轴和 4 轴机床更昂贵,这主要是由于其先进的设计和功能。此外,这些机器的维护成本较高,因为复杂的机械结构和众多运动部件需要定期维修和校准。此外,复杂的控制系统需要专家的关注,进一步增加了运营费用。
2. 编程复杂性
它需要先进的 CAM(计算机辅助制造)软件和高技能的操作员来对 5 轴 CNC 加工进行编程。此外,该过程非常耗时,需要详细的规划和验证,以确保准确有效的刀具路径。这种复杂性可能会导致培训成本增加和设置时间更长。
3. 所需的专业操作技能
操作员需要接受专门培训才能了解机器及其控制系统的复杂性。对操作员的专门培训又增加了一层成本,因为他们需要熟练掌握这些机器的高级特性和功能。
4. 不适用于某些应用
在某些情况下,5 轴加工可能不可行。例如,当使用短刀具或宽手柄时,5 轴加工技术可能会因倾斜角度发生振动而出现问题。这些振动会对加工精度和表面光洁度产生不利影响,从而使 5 轴加工对于某些任务的效率降低。在这种情况下,3 轴加工可能是更实用的选择,可为 5 轴加工的优势不那么重要的特定应用提供稳定性和精度。
与 Chiggo 合作进行 5 轴 CNC 加工
通过本文,相信您对五轴数控加工有了一个全面的了解。这种先进的技术可以生产高度复杂的几何形状,并有助于创建具有卓越表面光洁度的复杂零件。虽然初始成本可能较高,但从长远来看,5 轴加工最终可以节省时间和金钱。为了使您的精密 5 轴加工项目更加高效且更具成本效益,您需要选择可靠的合作伙伴。 Chiggo就是你的最佳选择!
志高是中国领先的数控加工服务供应商之一。凭借高品质的 5 轴数控机床和经验丰富的专家,我们提供高品质的零件、有竞争力的价格和快速的交货时间。此外,我们还提供各种加工选项和按需制造解决方案。如果您对精密五轴加工有任何疑问或需求,请随时联系我们或索取报价。