碳钢:A type of steel containing carbon as the main alloying element, which can be further divided into low carbon steel, medium carbon steel and high carbon steel.
合金钢:Besides iron and carbon, it also contains other alloying elements, such as chromium, nickel, molybdenum, vanadium. Common alloy steels are stainless steel, tool steel, etc.
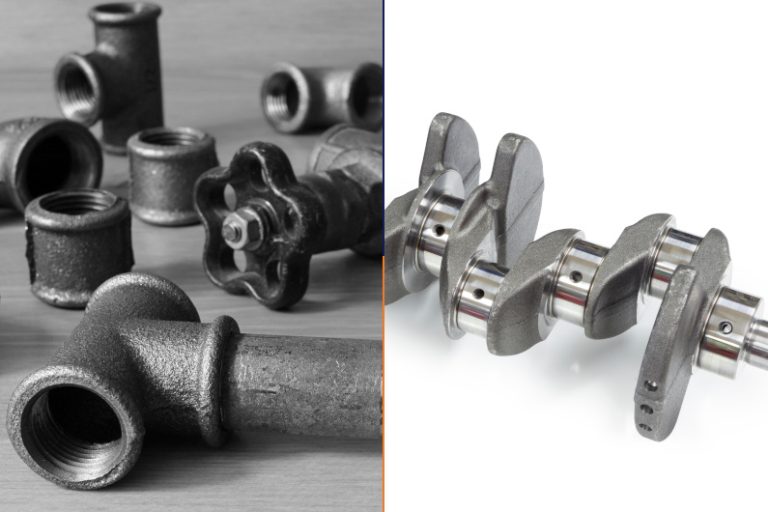
▪ Cheaper and easier to cast than steel ▪ High compressive strength ▪ Excellent wear resistance ▪ Good machinability, especially softer cast irons like gray iron ▪ Offers high hardness ▪ Good properties for a low cost ▪ Good anti-vibration property
▪ Low tensile strength ▪ High brittleness
▪ Pipes and fittings in water and sewage systems ▪ Automotive components like engine blocks, cylinder heads, brake discs, etc ▪ Manhole covers, street furniture, residential fence gates, decorative light posts, fireplace elements, and other furnishings in construction ▪ Cast iron frying pans and other cookware ▪ Bases and frames for heavy machinery
▪ More expensive ▪ Prone to corrosion and rust, especially low carbon steel
▪ Structural beams, rebar, and building frameworks ▪ Automotive body panels, chassis components, and safety components ▪ Rail car wheels, frames, and bolsters ▪ Mining machinery, construction equipment, and heavy trucks ▪ Heavy duty pumps, valves, and fittings ▪ Turbines and other components in power station assemblies