想象一下,将您最喜欢的咖啡杯放在厨房的地板上 - 它变成锋利的碎片。现在,秋天后,想象一下智能手机屏幕蜘蛛网,或地震期间未增强的混凝土墙破裂。这些日常示例突出了脆性,这是一种物质属性,可以导致突然破裂而不会警告。 Brittlenes对安全性和可靠性至关重要:建筑物,桥梁或产品中的脆性组件如果不考虑灾难性的情况。历史提供了鲜明的提醒 - 最著名的是RMS泰坦尼克号,其钢铁在冰冷的大西洋水域变得脆弱,并在撞击而不是弯曲方面破裂,导致了灾难。工程师和设计师密切关注Brittleness,因为与弯曲或伸展的延性材料不同,脆性易碎的材料往往会在压力下折断。
这篇文章探讨了什么是脆性以及它与硬度和韧性的不同。它还解释了为什么玻璃或铸铁等材料是脆性的,以及我们如何测试和减轻工程设计中的脆性。
什么是脆性?

材料科学中的脆弱性是指材料事先几乎没有塑性变形的材料倾向的趋势。简而言之,脆性材料不会弯曲或伸展太多 - 它会破裂。如果您尝试弯曲脆性物体,它几乎会立即破裂或捕捉,而不是经历塑性变形。这是相反的延性,在失败之前,材料维持明显的塑性变形(例如,将其吸引到电线或弯曲中)的能力。高度延展的金属(例如铜或金)可以大量弯曲,拉伸或抽出,而在仅弹性菌株后,脆性材料(例如玻璃或陶瓷)骨折。
脆性,韧性,韧性和硬度
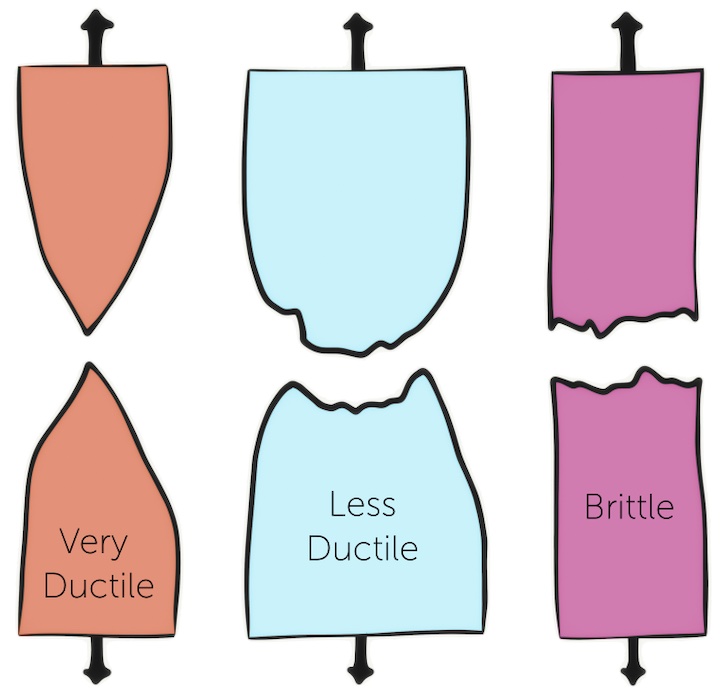
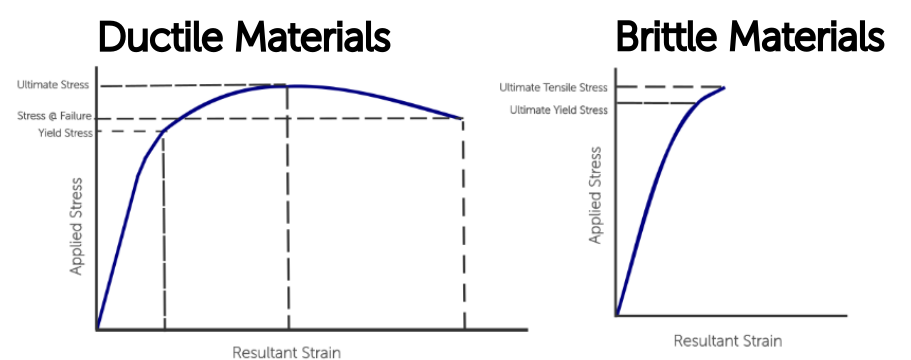
比较脆性和延展性归结于材料在骨折前可以变形的材料多少。脆性材料的延展性很低,并在小应变下达到其断裂点。延性的一个可以维持明显的塑性变形。在金属中,一个共同的经验法则是,休息时的伸长率通常称为脆,而考虑〜5%延性(材料和测试依赖性;陶瓷和玻璃通常远低于1%)。实际上,脆性材料几乎没有发出警告 - 在折断之前,它们不会明显弯曲或脖子。在应力 - 应变曲线,延性材料显示出屈服和较长的塑料区域,而脆性材料几乎是线性弹性的,直到突然裂缝具有最小的可塑性。
韧性描述材料在破裂前吸收的能量(思考:应力 - 应变曲线下的区域)。当材料结合高强度和良好的延展性时,通常会增加。这不是严厉的“相反”。橡胶轮胎很艰难,因为它会变形并吸收影响。退火玻璃很脆,因为它不能塑料变形,因此急剧的打击会使它破裂。
硬度是一个不同的概念 - 它抵抗刮擦和局部凹痕。材料可能非常困难但脆弱。例如,钻石抵制刮擦,但缺乏可塑性,可以在急剧的打击下切碎或劈开。相反,相对柔软的东西(例如橡胶)可以抵抗撞击的破裂,因为它会变形。简而言之,硬度涉及对局部变形的抵抗力,而残酷的性质描述了断裂行为。
易碎材料的示例及其失败
许多日常和工业材料表现出脆弱的行为。以下是一些例子,以及它们如何在压力下失败:
玻璃:普通玻璃(例如窗玻璃或水杯)是一种经典的脆性材料。它在压缩方面非常坚固且强烈,但是在拉伸应力或影响下,它不能塑性变形。将玻璃杯放在坚硬的地板上,通常会碎裂大而尖锐的碎片。故障是通过裂纹传播的:一旦一个微小的缺陷或冲击点会引发裂缝,它就会穿过玻璃,几乎没有塑性变形。这种脆性来自其结构:二氧化硅网络是刚性和无定形的,与金属不同,没有移动位错来缓解压力。有趣的是,特殊治疗可以改变玻璃断裂的方式,例如,通过热处理以引入表面压力应力而产生的钢化玻璃,仍然很脆,但往往会分解成小钝骰子样的碎片(因此“安全玻璃”)。层压玻璃,用于挡风玻璃,将两个玻璃杯粘合到塑料层中(通常是PVB),因此,当裂缝形成裂缝时,层中层将碎片将碎片固定在一起。这些治疗方法可以减轻故障模式,但从根本上讲,玻璃通过破裂而不是弯曲而失败。
陶瓷:陶瓷同样脆弱。从架子上敲出陶瓷花瓶,它会碎片或破碎而不是凹痕。从结构上讲,陶瓷是离子和/或共价键合的,通常是多晶(瓷器也包含玻璃相)。例如,在瓷板中,原子晶格是刚性的。当压力时,原子飞机无法轻易滑落。在离子固体中,一个小移位带来了同样的带电离子并排,它们强烈排斥,裂纹引发。由于位错运动是有限的,键是定向的,因此陶瓷具有高硬度和抗压强度,但倾向于在张力或弯曲下折断。当它们失败时,裂缝表面通常会清洁并沿晶体平面(裂解)。陶瓷瓷砖超出其容量超出其容量的裂纹,可以通过身体传播,并用干净的玻璃状断裂破裂,几乎没有可见的屈服。
铸铁(尤其是灰色铸铁):铸铁是一种金属,但某些成绩却是脆弱的。如果您曾经看过旧的铸铁发动机块或铸铁管道裂缝,则目睹了易碎的断裂。灰色铸铁(以其断裂表面的灰色命名)具有相对较高的碳含量。碳形成石墨片,分布在整个铁基质中。这些薄片的行为就像内部裂缝和强烈的压力集中器,因此金属在破裂之前不会伸展太多。结果,铸铁在压缩方面非常强(均匀支撑时),但在张力或影响不足可能会突然失败。相比之下,延性(结节性)铁是一种改良的铸铁,在该铸铁中诱导石墨形成球形结节(通常是通过镁处理)。它的脆性要小得多,并且会在影响下变形,而不是破碎。我们将在“设计”部分中进一步讨论。
具体的:混凝土看起来像是坚固且岩石状的(而且是),但这是脆弱材料的另一个例子。在压缩下,混凝土非常强大,可以承受很大的负载。但是,在张力(拉或弯曲)下,纯混凝土裂缝很容易。水泥糊和硬矿物聚集体的混合物形成了具有非常有限的塑料流能力的刚性基质,因此很小的拉伸菌株开放的微裂纹可以迅速合并。这就是为什么钢筋混凝土如此普遍的原因:钢钢筋嵌入以携带张力并增加延展性(和韧性)。钢可以屈服和伸展,将截面保持在一起并提供警告(裂缝形成并逐渐扩大),而不是突然的脆性崩溃。
其他脆性材料:还有许多其他例子。如果不调和,高碳或高度硬化的工具钢可能会变脆。文件或非常坚硬的刀片可能会在弯曲时捕捉,因为更高的碳和硬度可减少延展性。石墨,就像铅笔“铅”一样脆弱:其分层结构使飞机滑动留下标记,但在适度的力下,棍子很容易折断。有些聚合物也很脆。聚苯乙烯(用于一次性餐具和旧CD案例中的刚性塑料)倾向于捕捉而不是弯曲。
为什么有些材料脆弱?
要了解脆性,它有助于查看微观和原子尺度上的材料内发生的情况。材料的原子键和微观结构有所不同,这些差异决定了它们对压力的反应。
在结晶金属中,定位的金属键合和移动位错通常会造型流动。当滑动很容易时,应力再分配和裂纹尖端会钝化。如果粘结是高度定向的,或者晶体几乎没有可操作的滑动系统,则可塑性受到限制;应力集中到裂纹成核并繁殖。
然后,微观结构决定裂纹的生长是如何生长的。尖锐的夹杂物,硬第二阶段,毛孔或弱接口充当裂纹的发射地点和途径。温度和应变速率也很重要:较低的温度或更高的应变速率降低了可塑性,将行为推向脆性断裂。环境可以使平衡 - 原子氢加速裂纹,而晶粒结合的降解(例如晶间腐蚀或杂质隔离)可降低沿边界的凝聚力。
简而言之,当塑料适应不足并占主导地位时,勃彩会出现。如果材料无法自由移动脱位或在裂纹尖端下消散能量,则失败是突然的,几乎没有警告。
如何测量或测试脆性?
由于Brittlense是关于材料在压力下的行为(几乎没有变形),因此没有一个“勃贴”数字,您可以像密度或熔点一样抬头。取而代之的是,工程师使用延展性,断裂韧性和影响能量的测试间接表征它。
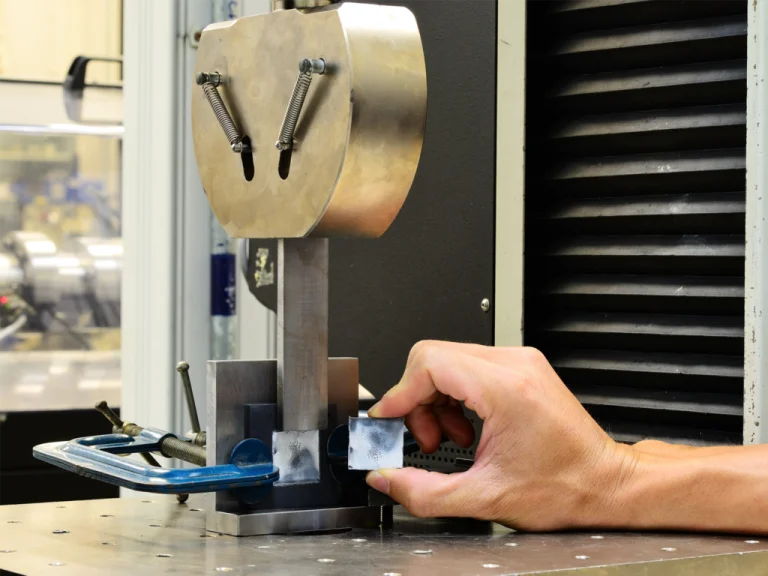
衡量脆性行为的标准方法之一是拉伸测试。在记录压力和应变时,拉动狗骨标本,以产生应力 - 应变曲线。脆性反应是几乎线性的突然断裂的弹性途径,几乎没有或没有产量区域。两个快速指示器(突破时的延长和降低面积)是延展性的度量(并成反比)。脆性的材料将显示出低伸长率和最小的面积减少(颈部很少或没有颈部)。对于金属,测试设置和报告遵循ASTM E8。
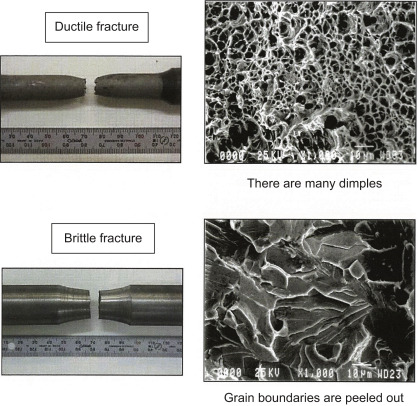
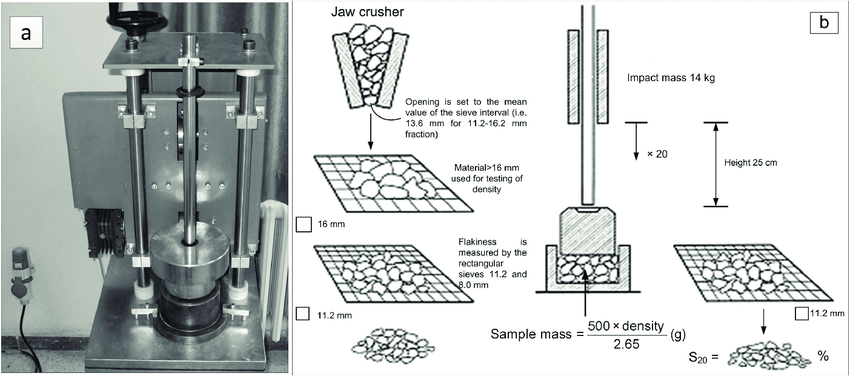
在Charpy V-Notch撞击测试中,摇摆的摆板击中了一个缺口的杆,并且在焦耳的能量中记录了摆能量的损失(来自秋千高度的变化)(j)。低吸收能表示脆弱的反应。高能量表示韧性。由于结果取决于标本的大小和缺口几何形状,因此最好将夏普能量用于比较和温度研究,而不是基本材料常数。在多个温度下进行测试映射延性到脆性的过渡。工程师还阅读了断裂表面:明亮,刻面/裂解特征表明脆性断裂,而暗淡,纤维状的外观表示延性断裂。
另一个关键措施是平面应变骨折韧性(K我知道了),一种骨折的机电参数,可量化材料对裂纹生长的抗性。它是根据预先裂纹标本的精确测试确定的,代表裂纹开始延伸的临界应力强度因子。脆性材料有低k我知道了因此,缺陷差 - 小裂纹会在相对较低的压力下导致失败,而坚韧的延性材料具有较高的k我知道了并且可以直言不讳或逮捕裂缝。工程师使用裂缝 - 阻力数据来设置允许的缺陷大小,并针对服务突然断裂进行设计。
如何防止设计中的脆弱失败
由于脆弱性会导致突然的灾难性失败,因此工程师已经制定了处理策略 - 通过选择不同的材料或修改材料和设计以使脆弱行为降低危险性。
避免易碎失败的最简单方法是为张力,弯曲或撞击的零件选择一种更延展的材料。结构设计人员通常会喜欢钢或铝合金,在破裂之前会产生和弯曲。当需要高硬度,高温能力或特定电气行为之类的属性(例如,固有的脆性选项(例如,技术陶瓷,展示玻璃)) - 工程师通过处理来改善韧性。在钢中,作为淬火的高碳微观结构非常坚硬,但脆弱。回火交易有点硬度,以使韧性大大提高。铸铁提供了另一种情况:灰铁由于石墨而变脆;添加少量的Mg或Ce会产生带球形石墨的延展性(结节性)铁,从而降低了应力浓度,并显着提高了延展性和抗冲击力。
将脆性矩阵与更延性相结合,可以提高韧性。钢筋混凝土配对混凝土(脆性)与钢钢筋(延性),因此该截面可以带来张力并避免突然塌陷。同样,纤维增强的聚合物和陶瓷基质复合材料嵌入玻璃,碳或芳香纤维,它们桥接裂纹,偏转路径并拉出,增加裂纹生长所需的能量(较高的断裂韧性)。
通过避免尖角和凹口来减少应力集中器;使用宽敞的鱼片。在负载最高的地方添加厚度或肋骨 - 薄玻璃板比厚窗格更容易折断。对于陶瓷和玻璃,诱导表面压缩(例如,回火)通过需要更高的拉伸应力开始裂缝来增强明显的韧性。由于脆性零件几乎没有警告,因此设计人员还使用更高的安全因素并安排定期检查;例如,在航空航天中,可以用X射线或超声检查可以以脆性方式行为的组件以进行内部裂缝。
温度和环境会改变材料的变形和断裂。如果合金在低温下变得脆弱,请设置最低服务温度或在寒冷气候下选择具有较低延性延展至脆性过渡温度的等级。同样,如果氢拾音器是一种风险(高强度钢中的氢含氢),请使用预防性涂料和过程,以最大程度地减少充电,并执行烘烤(热脱发)来驱散吸收的氢。
在关键应用中,假设裂纹可以形成并设计冗余负载路径和故障安全功能。层压的挡风玻璃使用塑料夹层(例如PVB),因此,如果玻璃裂缝,碎片保持粘合而不是变成危险的碎片。压力容器和管道可能会结合裂纹引导者或分层/分段结构,因此快速运行的裂纹会损失驱动力和停车。目标很简单:防止单个易碎的裂缝层叠成灾难性的失败。
结论
我们已经看到,脆性本质上是缺乏延展性和韧性:诸如玻璃,陶瓷,混凝土和铸铁等材料可以承受一点点,然后突然失败。工程师和科学家不断提高易碎故障的阈值 - 开发更坚固的合金和复合材料,通过加工来改善延展性,并设计抵抗单裂失败的结构。
如果您正在从事使用脆性材料的设计,那么您来对地方了。在Chiggo,我们的制造专家在各种材料中工作,并提供CNC加工,3D打印,注入成型,并钣金制造。您将获得所需的高质量零件。今天上传您的设计呢
常问问题
Brittleness是物理特性吗?
是的。 Brittleness是一种机械性能(物理特性的子集):它描述了材料在压力下造成塑性变形很小而断裂的趋势。这不是一个固有的数字;它的表达取决于温度,应变速率,微结构和缺陷,并间接评估(例如,突破时伸长,冲击能量,骨折韧性)。
“脆弱”和“脆性”有什么区别?
脆弱是一种一般的,对象级的形容词:在处理或服务中很容易损坏或破坏某物,通常是因为它薄,支撑不良或退化。它独立于硬度和僵硬。