什么是管道线?
管螺纹是螺丝线程 专为连接管道和配件而设计。它们允许将管道拧紧在一起,形成一个紧密的压力密封,用于流体或气体。管道线程有两种基本类型:
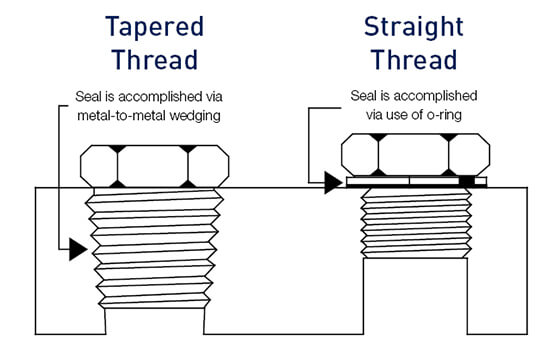
锥形线 直径逐渐减小,形成锥状形状。平行(直)线 沿其长度保持恒定直径。
锥形管螺纹对于实现泄漏密接头尤为重要。当雄性和雌性锥形线被拧紧时,它们会互相楔入并形成压缩拟合度。这种锥形楔子会产生密封和强大的机械固定。但是,即使是经济良好的金属线的间隙也很小,因此通常将密封剂(例如水管工的PTFE胶带或管道涂料)应用于螺纹上,以填充任何空隙并确保完全无泄漏的连接。
另一方面,平行(直(直)管道线不提供密封;他们拧在一起而无需楔入。直线螺纹通常用扁平的洗衣机,O形环或垫圈密封,以防止泄漏。两种类型的线程都是常见的,但是选择取决于应用程序的密封需求。例如,花园软管使用带有橡胶洗衣机的直线来密封,而钢制管道则使用带胶带的锥形线。
什么是Tap Drill图表?
Tap Drill图表是一张表格,可以告诉您在敲击线程之前要使用哪个钻头。钻得太大的孔,螺纹将很浅,容易泄漏。钻得太小,在切割过深的螺纹时,水龙头可能会结合甚至破裂。遵循图表可为您提供最佳的线程参与度,通常约为75%,这可以使强度与轻松敲击。换句话说,大约四分之三的全螺纹高度形成,在敲击过程中产生强烈的固定,没有过多的扭矩。在下一部分中,我们将重点介绍北美最常见的管道螺纹标准:NPT:NPT,并为NPT管道TAPS提供全面的Tap Drill图表。
了解NPT(国家管道锥度)线程
NPT代表国家管道锥线。它是美国和加拿大用于管道,空气软管,燃油管线和许多其他应用的标准锥形管线。如果您曾经将PTFE(Teflon)胶带包裹在管道或安装中,那么您很可能已经使用了NPT线。这些线的比例为1:16,这意味着每16英寸长的直径增加1英寸(每英尺约0.75英寸)。相对于管道的中心线,这对应于1.79°半角度。这似乎似乎很小,但是足以确保雄性NPT拟合被拧入女性端口,它们越远,螺纹楔子更紧密,从而产生了自封的干扰。
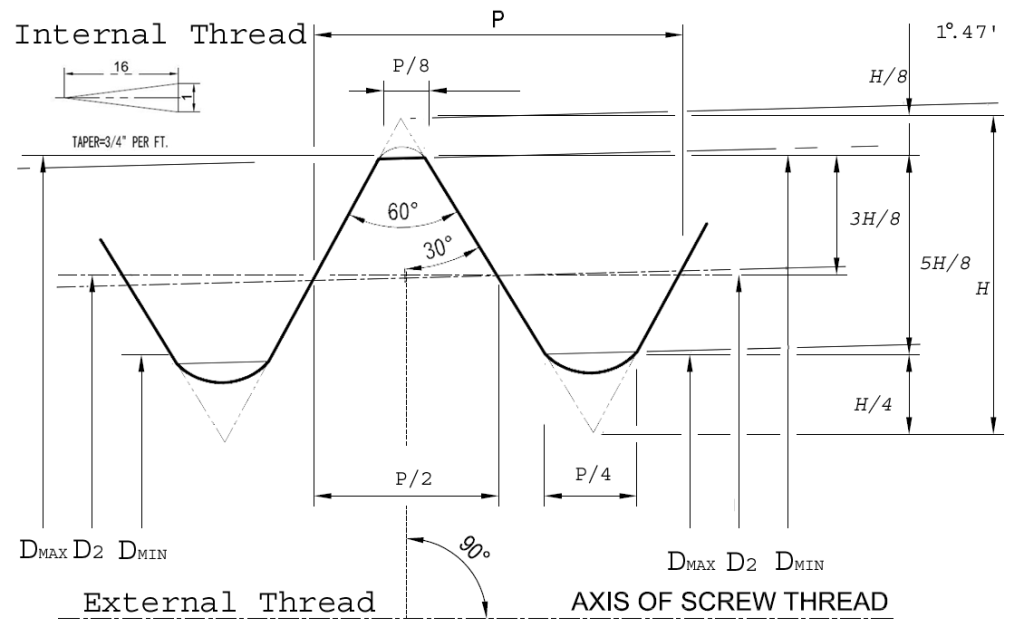
NPT使用与标准的美国螺纹相同的60°螺纹轮廓,但具有扁平的波峰和根源,以增加强度。在ANSI/ASME B1.20.1中定义了所有临界维度和公差,包括每英寸线(TPI),音高直径限制和线程接合长度。管道尺寸由名义内径(例如½“或¾”)命名,但该数字不能反映实际的外径。例如,¾“ NPT管道的测量约为1.050”。此外,由于诸如BSPT和NP之类的标准共享标称大小,但使用不同的音高或线程表单,因此您必须指定名义大小(以匹配OD)和TPI(以匹配线程螺距)以选择正确的点击或拟合。
为了给出正式的NPT几何感,以½英寸的NPT线程为例:它具有14个TPI和16个锥度的1个。螺纹形式是扁平的60°“ V”,其半角度的圆锥形为1°47'24''(1.7899°),与中心线同样应用于男性和女性线。当您手动安装配件时,大约3-4个线(“ L1尺度长度”)的尺寸很小;然后,使用扳手添加另外1.5-3个“扳手化妆”线以完成密封。
您经常会看到商店的速记,例如“ MIP/FIP”或“ MNPT/FNPT”(雄性/雌性铁管或NPT),以区分外部线和内部线,而ANSI则将其称为外部或内部NPT,但昵称使其很快识别出哪个在商店地面上。
NPT线程如何工作
因为雄性和女性线都是锥形的,因此拧紧它们会产生楔子效果。螺纹侧面互相挤压,形成一个机械强度且非常紧密的关节。您会注意到,只需几回合后,正确收紧的NPT关节就会感到贴合 - 这是锥度完成工作的锥度。不过,NPT线程并不是完全防漏的。螺纹之间存在很小的螺旋间隙,如果您不使用密封剂,则可能会泄漏。这就是为什么安装程序在组装前将雄性螺纹包裹在液体/粘贴密封剂上的雄性线:它可以润滑螺纹并填充微间隙,从而确保气体或水密密封。在燃油气或液压系统中,切碎的胶带可以堵塞阀,技术人员通常更喜欢糊密封剂。
NPT线程的应用
NPT线程在日常和工业环境中无处不在。住宅水和天然气管道依赖于NPT配件来可靠泄漏。气动工具和空气压缩机在软管,阀门和快速连接耦合器上使用NPT连接器。在汽车和重型机械中,NPT配件可为传感器(例如油压发件人)和流体线(制动或冷却液系统)提供,并为其简单起见以及广泛的现成零件而珍贵。由于符合ANSI的水龙头,死亡和配件都遵循相同的规格,因此您可以不用担心混合品牌。这种通用的兼容性使NPT成为北美的首选管道。
NPT Tap Drill图表
当在孔中创建内部NPT螺纹(例如,敲击管道装件或储罐中的一个孔中的孔)时,您必须首先钻一个适当的尺寸孔。由于NPT螺纹是锥形的,因此钻孔通常比水龙头的最大直径小一点,以使水龙头随着锥度的前进而切割锥度。下面是通用管道尺寸的全面NPT Tap钻图:
名义管尺寸(英寸) 每英寸线(TPI) 点击钻(英寸) 抽气钻(mm) 线程参与(%) 1/16 27 0.242 6.15 〜75% 1/8 27 0.332 8.43 〜75% 1/4 18 0.4375(7/16英寸) 11.11 〜75% 3/8 18 0.5625(9/16英寸) 14.29 〜75% 1/2 14 0.7031(45/64英寸) 17.86 〜75% 3/4 14 0.9063(29/32“) 23.02 〜75% 1 11½ 1.1406(1-9/64英寸) 28.97 〜75% 1¼ 11½ 1.4844(1-31/64英寸) 37.70 〜75% 1½ 11½ 1.7188(1-23/32英寸) 43.66 〜75% 2 11½ 2.2188(2-7/32英寸) 56.36 〜75% 2½ 8 2.6250(2-5/8“) 66.67 〜75% 3 8 3.2500(3-1/4英寸) 82.55 〜75% 3½ 8 3.7500(3-3/4英寸) 95.25 〜75% 4 8 4.2500(4-1/4英寸) 107.95 〜75%
笔记:
上面列出的Tap Drill尺寸假定直接敲击而无需转换。线程参与度(%)表示已达到的全线深度的百分比 - 典型的管道螺纹典型,平衡关节强度和敲击扭矩。括号中的钻头大小是标准字母或折射尺寸的标准尺寸(例如1/8-27 NPT使用字母Q钻,0.332“)。
管道水龙头是锥形的,因此您必须深入到足够深的深处以形成正确的螺纹锥度。制造商通常会指定所需的卷入线数,也可以使用NPT插头量表进行验证。定期退缩以清除芯片并在挖掘金属时使用切割液 - 水管水龙头由于直径较大和锥度而去除大量材料。
如果有锥形介孔器,您可以先用1:16锥形铰刀在攻击之前将钻孔钻孔。这会减少敲击扭矩,并可以在孔的末端稍微增加螺纹互动。但是,大多数字段和DIY应用都使用上面显示的直钻和tap方法,该方法提供了足够紧密的接头。
将NPT与其他线程类型进行比较
NPTF(国家管道锥度燃料)
这是一个干密封的锥形管螺纹,通常称为dryseal NPT或管道螺纹燃料。它具有与标准NPT相同的锥度(1:16)和线螺距,也具有60°螺纹角度。关键区别在于螺纹的顶峰和根设计:NPTF线在波峰和根上的间隙为零,从而形成了一种干扰拟合,可将金属对金属固定而无需任何密封剂。这使得NPTF非常适合对超透露率敏感的应用,即使是微小的泄漏或密封剂污染也是不可接受的。尽管NPTF和NPT具有尺寸并将其物理贴合,但仅交配NPTF雄性和女性会产生干密封。 NPTF由ANSI/ASME B1.20.3定义,而标准NPT则使用B1.20.1。
典型用途: 高压液压系统;燃料系统;和其他流体功率应用(例如,制动系统组件或燃油轨配件)。
NPS(国家管道直线)
该螺纹标准具有与相应的NPT大小相同的螺纹角,形状和音高,但它是直(平行)而不是锥形的。虽然NPS线将拧到相同尺寸和TPI的NPT拟合上,但其缺乏锥度会阻止楔形密封件,并且可能会泄漏。 NPS线用于机械连接或由O形圈或垫圈等单独元素提供密封的地方。
典型用途: 电导管螺纹(通常称为NPSM),消防软管耦合或大型直径水管工会以及燃气灯笼或老式的管道工会,密封垫圈或垫圈会产生密封。
BSP线程(BSPT&BSPP - 英国标准管)
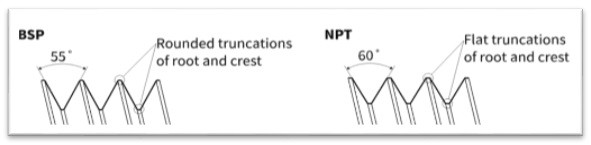
该管道线系统通常在英国,欧洲,亚洲和北美以外的许多地区使用。它有两个标准:BSPT(英国标准管锥)和BSPP(英国标准管平行)。 BSPT是一个锥形线,旨在通过楔入形成压力电离接头,概念与NPT相似,但它使用55°螺纹角(Whitworth形式),带有圆形的波峰和根,而不是NPT的60°扁平轮廓。每个名义尺寸的线程螺距也不同于NPT,因此BSPT和NPT配件是不相容的,不会正确密封或将其螺纹多于一两个转。 BSPP线是笔直的(平行),并且不会自行密封;他们依靠端口面上的粘合洗衣机或O形圈(例如,阀门上的“ G”线或圆柱体在肩膀下使用O形圈)。 BSP标准标准由ISO 7-1(锥形管螺纹)和ISO 228-1(平行管螺纹)定义。实际上,标记为“ BSP”或“ G线”的配件需要匹配的BSP螺纹零件或适配器与NPT交配。
典型用途: 欧洲管道;带有BSPT螺纹的气动和液压系统(例如,空气压缩机耦合器);和带有BSPP螺纹的液压组件端口(例如,带有O形圈密封的G1/4和G1/2圆柱接头)。
以下是NPT,NPTF,NP,BSPT和BSPP的简明比较:
线程类型 锥度与平行 螺纹角度 密封法 标准 典型用途 npt 锥 60° 金属至金属楔形剂 +密封剂 ANSI/ASME B1.20.1 一般管道,气动,燃油管线,液压配件 NPTF 锥 60° 金属到金属干式(无密封剂) ANSI/ASME B1.20.3 高压液压系统,燃油系统,制动配件 NPS 平行线 60° 单独的垫圈/O形圈 ANSI/ASME B1.20.1 电导管(NPSM),消防耦合,工会 BSPT 锥 55°(惠特沃思) 金属至金属楔形剂 +密封剂 ISO 7-1 欧洲管道,气动,液压系统 BSPP 平行线 55°(惠特沃思) 单独的粘合洗衣机/O形圈 ISO 228-1 液压组件端口(G-Threads),通用配件
NPT&NPS Tap Drill图表
为了进行快速参考,下表列出了推荐的钻头大小,用于直接敲击锥形管螺纹(NPT&NPTF)和直管螺纹(NPS&NPSF),而无需转换:
管道水龙头尺寸 NPT&NPTF TPI 钻(英寸 / mm) NPS TPI 钻(英寸 / mm) 1/16英寸 27 0.242 / 6.15(c) 27 0.242 / 6.15(c) 1/8英寸 27 0.332 / 8.43(q) 27 0.332 / 8.43(q) 1/4英寸 18 0.4375 / 11.11(7/16) 18 0.4375 / 11.11(7/16) 3/8英寸 18 0.5625 / 14.29(9/16) 18 0.5625 / 14.29(9/16) 1/2英寸 14 0.7031 / 17.86(45/64) 14 0.7031 / 17.86(45/64) 3/4英寸 14 0.9063 / 23.02(29/32) 14 0.9063 / 23.02(29/32) 1英寸 11½ 1.1406 / 28.97(1-9 / 64) 11½ 1.1406 / 28.97(1-9 / 64) 1¼英寸 11½ 1.4844 / 37.70(1-31 / 64) 11½ 1.4844 / 37.70(1-31 / 64) 1½英寸 11½ 1.7188 / 43.66(1-23 / 32) 11½ 1.7188 / 43.66(1-23 / 32) 2英寸 11½ 2.2188 / 56.36(2-7 / 32) 11½ 2.2188 / 56.36(2-7 / 32) 2½英寸 8 2.6250 / 66.67(2-5 / 8) 8 2.6250 / 66.67(2-5 / 8) 3英寸 8 3.2500 / 82.55(3-1 / 4) 8 3.2500 / 82.55(3-1 / 4) 3½英寸 8 3.7500 / 95.25(3-3 / 4) 8 3.7500 / 95.25(3-3 / 4) 4英寸 8 4.2500 / 107.95(4-1 / 4) 8 4.2500 / 107.95(4-1 / 4)