3D 打印将数字模型转变为真实的物理对象,该过程通常从 STL 文件开始。在本指南中,您将了解什么是 STL 文件、如何创建自己的文件或在线查找现成的文件、如何使用 Cura 或 PrusaSlicer 等切片软件为打印做好准备,以及帮助您获得成功结果的实用技巧。
什么是 STL 文件?
STL 代表标准曲面细分语言(有时称为标准三角语言)。它首先用于早期的立体光刻软件,但如今它已成为几乎所有 3D 打印机的标准格式。
STL 文件是 3D 打印机和切片程序可以读取的数字文件格式。它仅定义对象的外部形状,而不存储任何额外的信息,如颜色、纹理或材质。
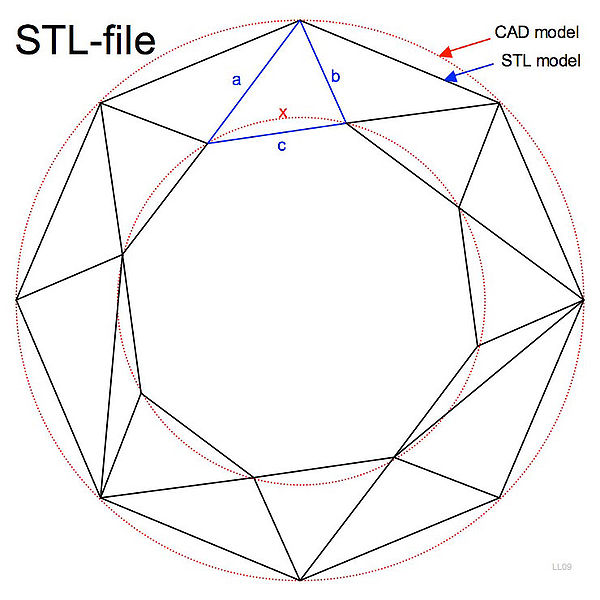
为此,STL 文件将 3D 模型的表面分解为微小的相连三角形,有点像用小瓷砖覆盖物体。三角形越多,文件的分辨率就越高,这使得曲面看起来更平滑、更真实。较少的三角形使文件更小且处理速度更快,但曲线可能看起来是多面的或“块状的”。在打印之前,您的 STL 将被转换为 G 代码 - 打印机实际遵循的分步说明。
为什么使用 STL 进行 3D 打印?
几乎所有打印机和切片程序都可以读取 STL 文件,无需任何额外的步骤。该格式基于三角形的几何形状使切片软件可以轻松地将 3D 模型转换为可打印图层。同时,STL 文件得到广泛支持:尽管大多数 CAD 程序使用自己的本机格式,但它们几乎总是可以导出为 STL,这使其成为设计工具和打印机之间的通用语言。另一个实际好处是大小 - 因为 STL 仅存储表面几何形状并忽略颜色或纹理等细节,因此文件通常紧凑且易于共享。
(您可能还会遇到其他格式,例如 OBJ,它可以携带颜色和纹理等额外数据。要了解两者的比较,请查看 STL 与 OBJ。)
STL 文件的优点和缺点
与任何格式一样,STL 也有其缺点。下表清楚地概述了主要优点和缺点:
优点 缺点 与几乎所有 CAD 程序、切片机和 3D 打印机兼容。 无法存储颜色、纹理或材质信息。 小文件大小使共享和上传变得容易。 不包括单位、公差或设计历史等元数据。 可以代表多种物体形状。 与使用原始 CAD 文件相比,导出后很难编辑。 简单的三角形网格对于切片软件来说处理速度很快。 如果三角形分辨率太低,曲面可能看起来是多面的。
如何创建用于 3D 打印的 STL 文件?
要获取 STL 文件,您可以自己设计一个或在线下载现成的模型。您选择哪条路径取决于您想要原创内容还是只是快速开始打印。
选项 1:设计您自己的 STL 文件
创建 STL 文件的过程通常遵循三个简单的步骤:
选择 CAD 工具并设计您的模型。确保模型坚固且防水,以便可以打印。
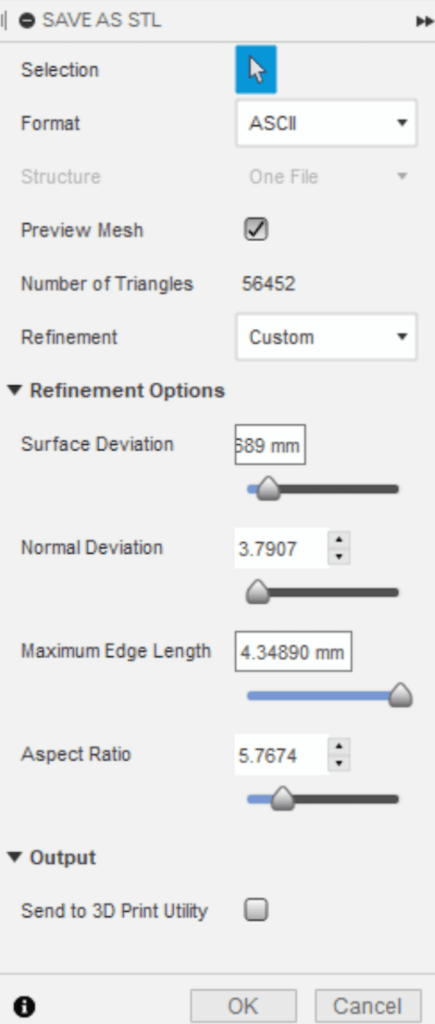
将设计导出为 STL 文件。使用默认或高质量预设以获得最佳效果。
将 STL 导入切片器。切片机将其转换为 G 代码,即打印机将遵循的指令。
虽然这听起来可能很技术性,但正确的软件使其对初学者友好。许多 CAD 程序现在都提供直观的界面和一键式 STL 导出。以下是一些最流行的选择,可帮助您入门。
修补匠: 一个基于浏览器的免费工具,具有简单的拖放界面。您可以组合基本形状来创建钥匙扣、标签或小雕像等模型。只需单击一下即可导出为 STL,非常适合初学者。
融合360: 更高级,但仍然适合初学者。它免费供个人使用,支持精确的参数化建模,非常适合支架、外壳或齿轮等零件。准备好后,您可以轻松地将设计保存或导出为 STL。
其他选项: SketchUp 非常适合建筑形状,FreeCAD 是一个功能强大的开源选择,Blender 非常适合艺术或雕刻模型(尽管它具有更陡峭的学习曲线)。
选项 2:从在线存储库下载 STL 文件
当然,您并不总是需要自己设计一切。 3D 打印社区已在线共享数百万个 STL 文件,可供下载和打印。如果您正在寻找小玩意、雕像,甚至是替换零件,很可能有人已经制作好了。
流行的 STL 存储库
事物宇宙: 最大的免费 STL 文件集合之一,包含从工具到玩具的数百万个模型。对于初学者来说是一个很好的起点。
我的迷你工厂: 一个包含免费和付费文件的精选平台,通常用于收藏品、微缩模型和角色扮演道具。检查模型的适印性。
Cults3D: 免费和付费 STL 文件的组合,具有充满活力的社区和频繁的流行设计。适合装饰或独特的项目。
其他网站: Printables(由 Prusa Research)、CGTrader 和 Pinshape 还拥有大型可打印模型库。
使用在线 STL 文件的技巧
检查说明:查找推荐的打印设置(层高、支撑等)。
查看品牌/评论:用户反馈可以揭示模型打印是否良好。
检查许可证:大多数免费文件都适合个人使用,但如果您打算重新混合或共享,请检查一下。
思维缩放:STL 文件不包含单位信息(毫米与英寸)。如果模型看起来太大或太小,请调整切片器中的比例。
如何将 STL 文件转换为可打印文件
获得 STL 文件后,下一步是将其转换为 3D 打印机可以理解的指令。这个过程称为切片 。
STL 文件定义模型的形状,但打印机无法直接读取“形状”。它需要确切地知道如何移动、多快以及要挤出多少材料(或在哪里固化树脂)。切片器程序将您的 STL 转换为G代码 —打印机分步说明的详细配方。
(将 STL 想象成一张蛋糕的图片:它显示了蛋糕的外观,但不显示如何烘烤它。切片机生成配方,打印机是面包师。)
Ultimaker Cura: 一个免费的开源切片器,具有简洁的界面和大量的功能。它由 Ultimaker 开发,用途广泛,支持多种不同的打印机型号,并得到活跃社区的支持。 Cura 特别受初学者欢迎,因为它提供了开箱即用的可靠预设,同时在您获得经验时仍允许进行高级调整。它可以在 Windows、Mac 和 Linux 上运行,并定期更新,使其成为许多 FDM 打印机用户的首选。
普鲁萨切片机: PrusaSlicer 由 Prusa Research 创建,也是免费且开源的。它最初是为 Prusa 机器构建的,现在支持多种打印机,并以其直观的界面和结构良好的配置文件而闻名。它包括强大的工具,例如绘画支持以及将不同设置应用于模型特定区域的能力。初学者通常使用默认设置可以获得很好的结果,但该软件也可以很好地适应更高级的用户。除了 FDM 打印之外,PrusaSlicer 还包括 SLA 树脂切片模式,尽管许多树脂用户仍然更喜欢 ChiTuBox 或 Lychee 等专用工具。
除此之外,您可能会遇到其他一些切片器:Simplify3D(付费的高级功能)、ChiTuBox 和 Lychee(在树脂打印机中很受欢迎)以及 Slic3r(PrusaSlicer 的开源基础)。然而,对于大多数初学者来说,Cura 或 PrusaSlicer 将涵盖您入门所需的一切。
基本切片工作流程
将 STL 文件导入切片器。
选择打印机和材料,以便软件应用正确的默认值。
在虚拟构建板上定位模型;如果需要,可以旋转或缩放。
调整关键设置,如层高、填充百分比和支撑。
逐层切片并预览文件以检查结果。
导出 G 代码并将其传输到打印机(通常通过 SD 卡或 USB)。
切片和打印 STL 文件的快速提示
切片前检查您的模型
确保 STL 不漏水,网格上没有孔。如果存在错误,大多数切片器都会警告您。
始终预览切片
打印前擦洗各层以确认支撑和填充看起来正确。
注意第一层
良好的附着力至关重要。将床 (FDM) 或打印板(树脂)调平,并确保模型牢固连接。
使用悬垂支撑
陡峭超过 45° 的悬挑通常需要支撑。打印后移除支撑比重新启动失败的作业更好。