在工业应用中,塑料与金属相比具有多种优势,包括轻质、耐腐蚀、设计灵活性、优异的电绝缘性以及较低的加工和维护成本。随着改性和高性能工程塑料的不断发展,许多传统的以金属为主的应用现已部分或完全被塑料取代。其中,ABS 因其均衡的机械强度、韧性、加工性能、表面光洁度潜力和成本效益而脱颖而出。它在塑料家族中占有重要地位,充当商品塑料和工程塑料之间的桥梁。
本文探讨了 ABS 塑料是什么、其在加工中的优点和挑战、ABS 零件的典型应用以及有效加工的专家技巧。继续阅读以了解更多信息!
什么是 ABS 塑料?

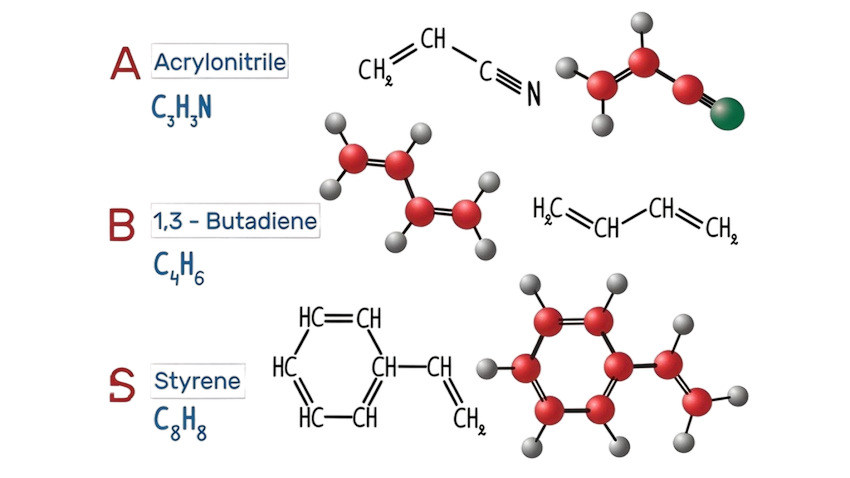
ABS(丙烯腈丁二烯苯乙烯)是一种低成本热塑性聚合物,由三种单体成分(丙烯腈、丁二烯和苯乙烯)以及任何其他所需的添加剂组合而成。其一些关键属性如下:
- 密度:通常为 1.02 ~ 1.06 g/cm3
- 硬度:洛氏R95~R110
- 韧性:200-215J/m(室温); 20 - 160 J/m(低温)
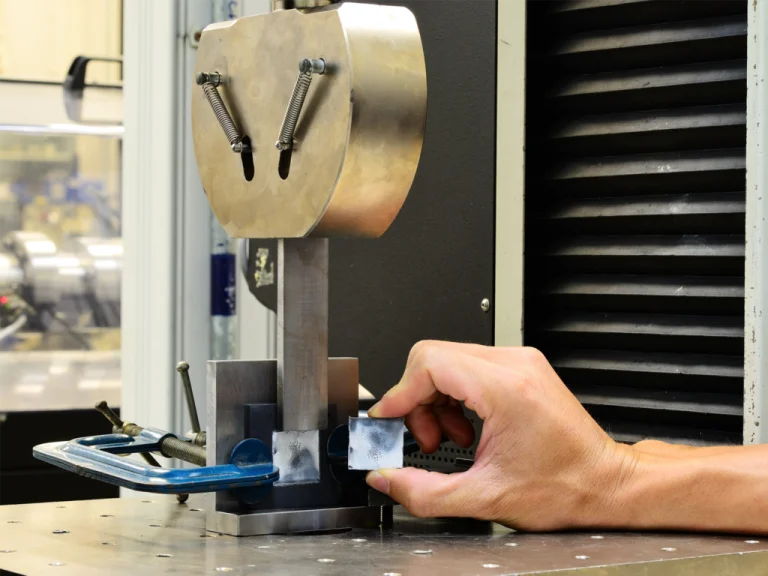
- 拉伸强度:4,300 ~ 6,200 PSI (30 ~ 43 MPa)
- 断裂伸长率:10%~50%
- 收缩率:0.4%~0.9%
- 最高温度:176°F ~ 212°F (80°C ~ 100°C) 连续使用
- 隔热:0.14 - 0.20 W/m.K
ABS中三种单体的协同组合提供了韧性(B组分)、硬度(A组分)和加工性能(S组分)。可以通过调整这些比率来微调属性。除了这种灵活性之外,为原型和产品选择机加工 ABS 塑料还具有以下优点:
- 即使在低温下也能抵抗冲击而破裂并保持韧性。
- 提供稳定的结构强度和耐磨性。
- 提供可靠的电气绝缘。
- 耐稀酸、稀碱和油脂。
- 提供卓越的成本效益,满足大多数一般要求,同时比高性能塑料更便宜。
- 表面光泽度高,易着色,可进行喷漆、电镀、真空镀膜、转移印刷、丝网印刷等二次处理,达到多种美观效果。
- Supports versatile forming processes, including injection molding, extrusion, 3D printing, and 数控加工.
- 允许通过与其他塑料(例如 ABS/PC 合金、ABS/PBT 合金)共混或添加玻璃纤维、矿物填料、阻燃剂和增韧剂进行改性,以增强机械、热和阻燃性能。
但需要注意的是,ABS 对高温敏感。长时间受热可能会导致变形或老化。在户外使用时,它会随着时间的推移而降解或褪色,需要紫外线稳定剂进行保护。 ABS 对某些化学物质(例如芳香族化合物、酮和酯)的耐受性也有限。
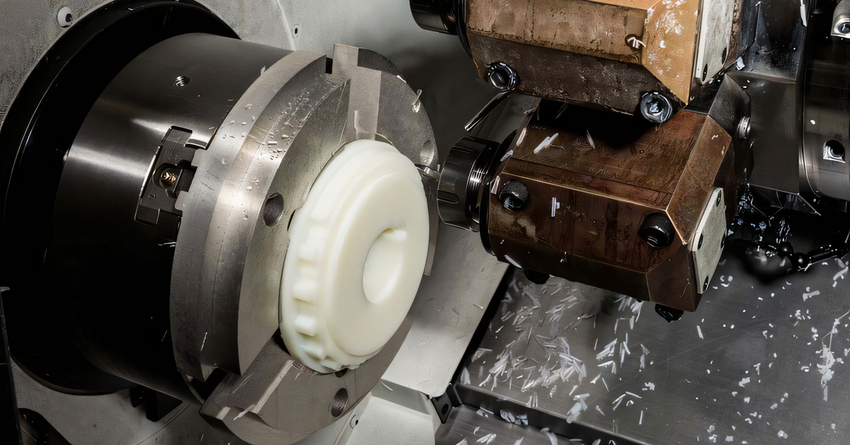
CNC 加工 ABS 的优点
ABS 通常与注塑成型和 3D 打印联系在一起,特别是在大规模生产或快速原型制作中。然而,数控加工在某些应用中具有明显的优势。以下是选择 CNC 加工 ABS 的主要优点:
- 这是一种生产具有复杂几何形状和严格公差的 ABS 零件的经济高效的方法,因为您无需创建昂贵的模具。
- CNC 加工不涉及熔化或固化过程,确保 ABS 保留其完整的机械性能,如强度和韧性。
- CNC 加工生产的 ABS 零件表面光滑,可见工具痕迹极少,从而减少了后处理的需要。与经常留下层线的 3D 打印或可能导致熔接线、流线或缩痕的注塑成型不同,CNC 加工可提供一致的表面质量和精度。
- 对于小批量或原型,与设计和生产注塑模具的漫长过程相比,数控加工 ABS 提供更快的周转时间。这加快了开发和测试阶段。
ABS 在数控加工中的挑战
与其他加工塑料一样,ABS 塑料中两个非常常见的加工缺陷是变形和表面光洁度差。
1.当材料在加工过程中或加工后发生翘曲、弯曲或变形时,ABS 就会发生变形。发生这种情况通常是由于以下原因:
- ABS的热变形温度较低,导热性较差。因此,热量会在加工部位迅速积聚,使材料软化并导致其变形。
- 相对于常用的机械加工金属,ABS 塑料在加热时会经历显着的热膨胀。 这可能会导致缺乏经验的机械师去除过多的材料,当零件冷却和收缩时,这种情况会很明显。
- 使用不当的切削速度、进给率或钝的刀具会产生过多的热量并导致变形。
- 夹具不足可能会导致零件在加工过程中移动或弯曲,从而导致变形。
2. CNC 加工 ABS 塑料的另一个常见挑战是实现高质量的表面光洁度。与金属或更硬的材料相比,ABS 在加工过程中更容易出现工装痕迹和颤振线。不正确的加工参数或刀具振动通常会加剧这些问题。这些缺陷可能会损害 ABS 配件的完整性,导致潜在的泄漏,或导致透明 ABS 零件出现雾状。
有效 CNC 加工 ABS 的技巧
为了避免加工 ABS 塑料时出现的陷阱,以下是一些有助于实现高效、高质量结果的有用提示:
使用机器级 ABS 塑料
通过调整三种单体的比例、分子量和添加剂,可以生产几种不同牌号的ABS塑料。机械级 ABS 专为机械加工而设计。与针对熔体流动进行优化的挤出级和注塑级 ABS 不同,机器级 ABS 采用热稳定剂配制,可防止切割过程中摩擦热引起的变形,表现出低内应力、高刚性和尺寸稳定性。 铣削时始终使用机器级 ABS,车削,或钻孔,以确保高精度零件和卓越的表面光洁度。
使用适当的切削工具
设计用于加工高强度钢和钛合金的刀具并不是 ABS 塑料的最佳选择。加工 ABS 时,常用高速钢 (HSS) 和硬质合金刀具。保持锋利的切削刃对于最大限度地减少切削阻力、减少热量积聚并防止材料软化或熔化至关重要。
为了获得最佳结果,请使用正前角为 10° 至 15°、后角为 5° 至 10° 以及小刃口半径的刀具,以促进高效排屑并减少热量产生。通常,首选无涂层硬质合金刀具来最大程度地减少摩擦,但在需要考虑粘附力的情况下,具有 TiN(氮化钛)或 DLC(类金刚石碳)等低摩擦涂层的刀具可以帮助防止切屑粘附并提高表面质量。
调整您的切割参数
ABS 对热敏感,过高的切削速度会导致局部过热,导致材料软化或熔化。通常建议使用 1,000 至 3,000 RPM 之间的主轴速度,具体取决于刀具直径和切削深度。相比之下,钢或铝等金属可以承受更高的切削速度,通常为 5,000 至 10,000 RPM 或更高。
进给速率太高会导致颤振或粗糙的表面光洁度,而进给速率太低可能会导致刀具和工件之间发生摩擦,从而产生过多的热量。加工 ABS 时,平衡进给速度以防止塑料拉伸或产生毛刺至关重要。此外,单次深切削会增加局部热量,导致变形或熔化。相反,选择多次浅切割以有效控制热量积聚并保持尺寸稳定性。
使用适当的冷却剂
如果冷却液使用不当,ABS 塑料在加工过程中容易过热和变形。然而,并非所有冷却剂都适合 ABS。该材料对某些芳香族溶剂敏感,可能导致表面开裂或降解。为了避免这些问题,请始终选择非芳香族塑料专用冷却剂。
与通常依赖油基或乳化冷却剂的金属加工不同,ABS 由于其熔点相对较低(约 220°C),因此需要低温、高效的冷却。水溶性冷却剂对于加工 ABS 非常有效,因为它们可以有效散热,同时保持材料的完整性。
根据切削强度,塑料专用冷却液可以采用多种形式。选项包括用于轻度冷却的加压气体射流、用于中度冷却的连续雾气或用于在要求更高的操作中进行重型冷却的流动液体。
对 ABS 塑料进行退火
为了消除内应力并提高尺寸稳定性,请考虑在加工前对 ABS 塑料进行退火。退火包括在热处理炉中逐渐加热材料,保持在适当的温度,然后缓慢冷却。
这种受控过程可确保均匀释放内应力,从而增强材料的机械加工性和稳定性。它对于具有复杂几何形状或薄壁的零件特别有益,因为它减少了加工过程中破裂或翘曲的可能性。
CNC 加工 ABS 零件的常见应用
ABS 广泛用于需要坚固、稳定且易于成型的塑料的应用。 CNC 加工为小批量、高精度和定制零件提供了独特的优势。以下是 CNC 加工 ABS 的一些典型应用:
定制外壳和外壳:ABS 经常用于制作需要精确尺寸和可靠性能的定制电子外壳、仪器外壳和保护外壳。
汽车零部件:在汽车行业,ABS 被加工用于生产需要精密和高质量表面处理的内饰件、仪表板组件和专用配件。
消费产品配件: ABS 用于制造定制消费配件,如耳机零件、支架和其他专用小工具。
玩具:ABS 的光滑表面使其成为玩具的首选材料,包括人偶、棋盘游戏和拼图。一个著名的例子是乐高积木,由于其耐用性和精确的可加工性,由 ABS 制成。
医疗原型制作:ABS 是医疗设备原型制作的首选材料,包括医疗器械和工具的定制支架、固定装置和外壳。
夹具和固定装置:对于制造操作,ABS 用于制造耐用的夹具、固定装置和加工辅助工具,以促进组装和生产过程。
教育模型: CNC 加工 ABS 通常用于教育模型和演示工具,因其易于加工且在交互式学习环境中耐用而受到重视。
小批量生产:对于小批量生产,ABS 提供了一种经济高效的解决方案,在这种情况下,创建注塑模具不切实际或过于昂贵。
使用 Chiggo 创建定制加工 ABS 零件
在 Chiggo,我们以具有竞争力的价格提供优质的塑料 CNC 加工服务。我们的专业工程师和机械师拥有 20 多年的经验,专门从事 ABS 等材料的加工,以确保您的零件满足或超过表面光洁度和公差要求。今天就与 Chiggo 合作,让我们帮助您的下一个 ABS 加工项目取得巨大成功。 立即联系我们开始吧!