阳极氧化,也称为阳极氧化,是一种电化学工艺,用于在金属表面形成装饰性且耐腐蚀的氧化层。虽然包括镁和钛在内的几种有色金属可以进行阳极氧化,但铝特别适合此工艺。事实上,铝阳极氧化如今已被广泛使用,因为它显着提高了材料的耐用性和外观。
本文将重点关注铝阳极氧化,详细描述阳极氧化工艺,解释铝阳极氧化的类型、优点、应用和设计技巧。
什么是铝阳极氧化?
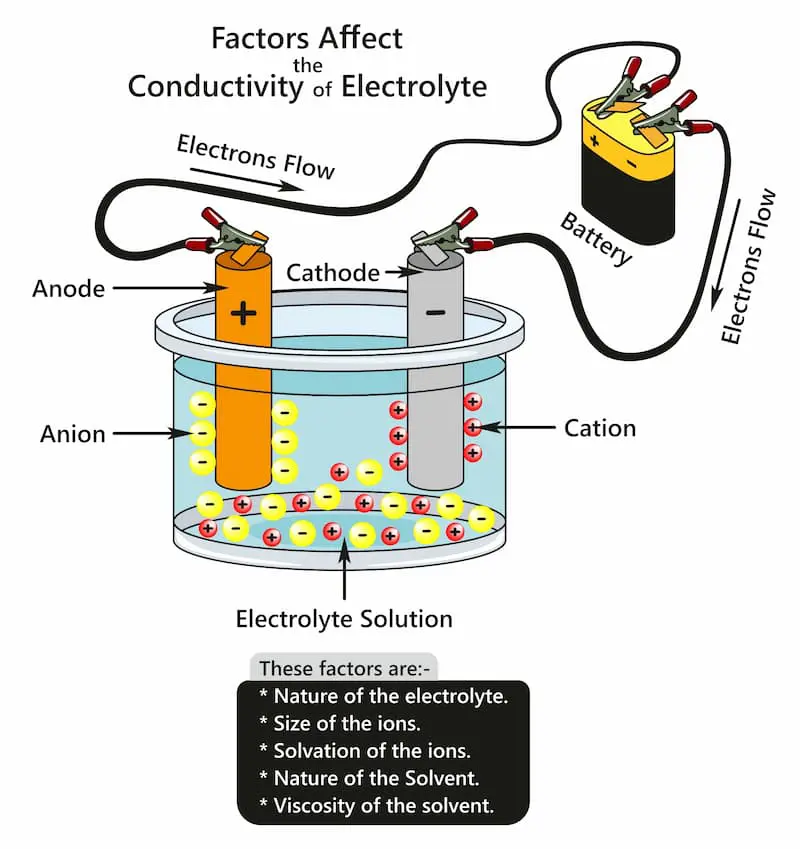
铝阳极氧化是一种最常在稀硫酸溶液中进行的电解过程。在此过程中,电流通过铝部件,导致表面的铝原子失去电子并变成带正电的铝离子(Al3+)。然后,这些铝离子与电解质中的水分子 (H2O) 发生反应,形成耐用的氧化铝层,该层比金属自然形成的氧化物层更坚固、更耐腐蚀。
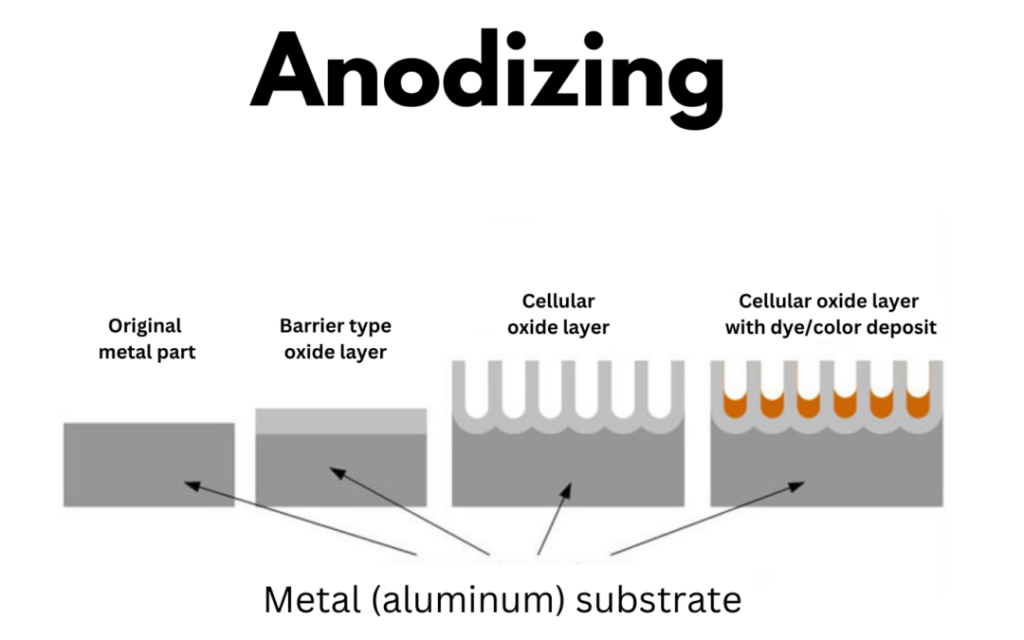
这种氧化铝不像油漆或电镀那样涂在表面,而是与下面的铝基材完全集成,因此不会碎裂或剥落。此外,氧化物层具有高度有序的多孔结构,可以进行着色和密封等二次加工。这些处理进一步增强了阳极氧化表面的耐腐蚀性、耐用性和美观灵活性,使铝能够在保持其金属光泽的同时采用各种颜色,并扩大了阳极氧化铝的应用范围,特别是在消费品、建筑和设计领域。
铝阳极氧化工艺分步
第 1 步:清洁 阳极氧化过程首先彻底清洁铝部件,去除任何油脂、油、污垢或其他污染物。这可以通过将铝浸入碱性或酸性清洁剂浴中来实现。此步骤可确保表面清洁、活跃,这对于均匀阳极氧化至关重要。
第2步:预处理 接下来,通过化学或机械工艺准备铝表面以进行阳极氧化。 化学预处理 通常包括蚀刻 (使用氢氧化钠等蚀刻溶液消除表面不规则性)和除污 (使用含有硝酸或硫酸的溶液)酸去除铝部件上的污迹(蚀刻后留在表面上的不溶合金元素或氧化物的残留物)。
还可以应用机械预处理 ,根据需要使用磨料抛光、喷砂和喷丸等技术进一步平滑或纹理化表面。
第 3 步:阳极氧化 经过额外的冲洗后,将清洁和预处理的铝部件转移到阳极氧化槽中并浸入电解溶液(通常是硫酸或铬酸)中。然后电流通过溶液,铝部件充当阳极(因此称为“阳极氧化”),不锈钢或铅等惰性材料充当阴极。
该电流导致铝原子失去电子并变成铝离子,铝离子与电解质中的水分子发生反应,形成一层氧化铝 (Al2O₃),沉积在零件表面,形成一层保护性且耐用的涂层。每个电极的反应总结如下:
阳极反应 ( 铝的氧化 ) Al → Al3+ + 3e- 2Al3+ +3H2 O→Al2 O3 +6H+ C 处的反应 阳极 (氢离子的还原) 6H+ + 6e- →3H2 整体反应 2Al + 3H2 O → Al2 O3 + 3H2
阳极氧化中的电化学反应
在电解阶段,根据电解液的化学组成,可以形成两种不同类型的氧化膜:
阻挡氧化膜:
当在中性或弱碱性溶液(例如含有硼酸铵、磷酸盐或酒石酸盐组合物的溶液)中进行阳极氧化时,会形成阻挡氧化膜。在这些溶液中,氧化铝保持不溶性,从而形成薄的、无孔的、连续的氧化物层,该氧化物层直接粘合到铝基材上。该阻挡层非常致密,可作为保护涂层,防止进一步氧化和腐蚀。
多孔氧化膜:
当在硫酸、磷酸或铬酸等稀酸性溶液中进行阳极氧化时,电流驱动铝表面形成氧化层。同时,酸性电解质会部分溶解氧化物,特别是在暴露或较弱的区域。氧化物形成和溶解之间的这种动态平衡导致一些氧化物被保留以形成稳定的薄膜,而其他部分则溶解,形成规则的多孔结构。
多孔氧化物层的厚度受施加电压、电解液温度和阳极氧化时间等因素的影响。更高的电压和更长的持续时间会产生更厚的薄膜。此外,孔的尺寸和密度取决于酸浓度和电解质的温度。
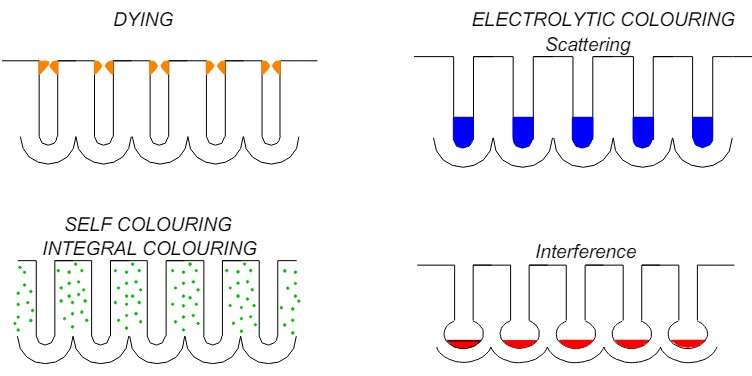
第 4 步:着色(可选) 如果需要彩色饰面,有多种方法可供选择,最常见的是染色(浸染)和电解着色。
在染色 中,将阳极氧化部件浸入含有有机染料的浴中。染料渗透氧化层的表面孔隙并粘附在内部。最终颜色取决于所使用的具体染料以及其浓度和分子结构等因素。这种方法具有成本效益,并且允许在铝制部件上应用多种颜色。然而,所得的彩色薄膜对紫外线的抵抗力较差,这意味着当暴露在阳光下时,颜色可能会随着时间的推移而褪色。
在电解着色 中,将阳极氧化部件浸入含有金属盐(例如锡、镍或钴)的浴中,并施加电流。这会导致金属离子沉积到氧化层的孔隙中,在阳极氧化表面上产生独特的颜色。最终的颜色及其质量取决于所用金属的类型以及孔隙内金属沉积物的浓度。
铝可以阳极氧化成什么颜色?
您可以通过上述方法以及整体着色和干涉着色等其他技术来获得大多数颜色。
可能的阳极氧化颜色包括黑色、蓝色、蓝灰色、棕色、金色、灰色、绿色、橄榄褐色、粉色、红色、紫色和黄色。一些方法,例如用无机金属盐电解着色,可以产生抗紫外线的颜色,使其成为颜色稳定性很重要的户外应用的理想选择。
某些工艺(例如干涉着色)通过阳极氧化层内的光学干涉效应产生颜色,从而产生可以根据视角变化的独特色调。其他方法依赖于光散射,影响光与表面相互作用的方式以产生特定的色调。
此外,阳极氧化铝非常适合接受油漆、丝网印刷或应用的反光材料(如路标中使用的材料)。这种多功能性可以实现仅通过阳极氧化无法实现的颜色和饰面,例如纯白色或高反射表面。
第五步:密封 阳极氧化过程的最后一步是密封,它封闭阳极氧化层中的孔隙,以防止进一步的化学反应并锁定任何颜色。这通常是通过将部件浸入沸腾的去离子水浴中来完成的,但也可以使用蒸汽密封或化学密封等其他方法。密封后,阳极氧化层变得稳定,零件的耐磨性和耐腐蚀性能得到增强。由于氧化膜很敏感,着色后必须立即进行密封,以确保饰面的质量和寿命。
铝阳极氧化工艺的类型
根据 MIL-PRF-8625(取代 MIL-A-8625),存在三种初级铝阳极氧化工艺,每种工艺均针对特定应用而设计,并在外观、耐用性和耐腐蚀性方面提供独特的性能。
I 型 - 铬酸阳极氧化
铬酸阳极氧化是最古老的阳极氧化方法,使用铬酸作为电解液在铝表面形成一层薄薄的氧化膜,厚度通常为0.5至2.5微米。尽管 I 型是三种阳极氧化类型中最薄的,但与裸铝相比,其耐腐蚀性能显着增强。由此产生的薄氧化层造成的尺寸变化可以忽略不计,使其成为需要严格公差的组件的理想选择。它还可产生非反射、哑光表面,这对于军事和航空航天应用来说是理想的。此外,较薄的薄膜比较厚的 III 型硬涂层阳极氧化层更柔韧,使其能够更好地承受压力和弯曲。
然而,I 型阳极氧化存在环境问题,因为铬酸有毒且致癌。因此,执行此过程的设施必须实施专门的废水处理系统来管理铬酸副产品。此外,氧化层的有限厚度降低了其吸收染料的能力,通常导致薄膜即使染成黑色也呈现灰色。
II 型 - 硫酸阳极氧化
硫酸阳极氧化是应用最广泛的阳极氧化方法,采用硫酸代替铬酸作为电解液。此工艺通常会产生 2.5 至 25 微米之间的较厚氧化层,与 I 型阳极氧化零件相比,它具有卓越的耐磨性和耐腐蚀性,并且通常更硬。
氧化层厚度和孔隙率的增加可以有效吸收彩色染料、油漆和粘合剂,使其成为装饰应用的理想选择。此外,由于化学成本更低、能源消耗更少且废物处理工艺更简单,这种类型的阳极氧化比 I 类更具成本效益。
III 型 - 硬质阳极氧化(硬涂层阳极氧化)
硬质阳极氧化与 II 型阳极氧化一样使用硫酸,但可在更低的温度、更高的电压和更高的电流密度下进行操作。此过程会形成厚度超过 25 微米且异常坚硬的氧化层,通常可达到工具钢的硬度。因此,III 型阳极氧化提供了卓越的防磨损保护,使其成为高磨损工业和机械环境中使用的零件的首选。
然而,所得薄膜通常是深色的并且可以不染色或染成黑色。虽然III型阳极氧化与II型一样环保,但由于所需的工艺条件严格,成本更高。
哪种类型的阳极氧化最适合您?
下表总结了三种阳极氧化类型的主要特征,并重点介绍了它们最常见的应用,帮助您选择最适合您需求的阳极氧化类型。
特性 Ⅰ型 (铬酸阳极氧化) II型 (硫酸阳极氧化) Ⅲ型 (硬质阳极氧化) 涂层厚度 0.5-2.5 微米 2.5-25微米 >25微米 耐腐蚀 好的 更好的 出色的 耐磨性 贫穷的 缓和 出色的 孔隙率 低的 缓和 低的 外貌 哑光灰或自然色 透明或染色 硬质透明或硬质黑色 环保 不 是的 是的 成本 中到高;由于铬酸的安全措施而更高 低的;最经济的阳极氧化工艺 高的;由于严格的工艺条件和能源要求 应用领域 - 需要严格尺寸公差的零件 - 需要进一步加工,如粘合或喷漆 - 平衡表面硬度和美观性 - 需要鲜艳、可定制的颜色和耐用性的项目 - 高磨损环境 - 在恶劣条件下使用的零件
三种阳极氧化的比较 阳极氧化铝有什么好处?
我们已经提到了阳极氧化铝的几个优点。现在,让我们将这些好处放在一起讨论并探索它们带来的具体应用。
增强耐腐蚀性
阳极氧化层可作为抵御水分、盐分和污染物等环境因素的保护屏障。这对于经常暴露在恶劣天气和腐蚀性环境中的建筑和海洋工业尤其有利。典型应用包括建筑外墙、屋顶、窗框和海洋设备。
增加耐用性和硬度
氧化铝层比原铝坚硬得多,有助于零件抵抗划痕、磨损和其他形式的磨损。这使得阳极氧化铝非常适合高流量或高使用率的产品,例如炊具、电子设备和汽车零部件例如车轮、饰件和发动机部件。
审美多样性
阳极氧化层的多孔性质使其能够有效吸收染料,提供多种颜色选择。这使得设计师能够将功能与视觉吸引力相结合,提供高性能和美学灵活性。它在消费电子和建筑等行业尤其受到重视,其中阳极氧化铝用于智能手机、笔记本电脑和建筑外观等产品。
改善热绝缘和电绝缘
与裸铝相比,阳极涂层通过将表面发射率提高一个数量级来提高散热器的效率,从而改善辐射传热。这对于需要耐热性的应用是有益的,例如发动机部件和炊具。此外,阳极氧化可提供有效的电绝缘,这在电子工业中特别有用。
更好的涂料和密封剂附着力
阳极氧化表面为油漆、密封剂和粘合剂提供了良好的基础,提高了产品的整体寿命和耐用性。这一功能在汽车和航空航天工业中特别有价值,因为在这些工业中,可靠的附着力对于必须承受恶劣条件的涂层和饰面至关重要。阳极氧化铝在建筑应用中也很受欢迎,可确保建筑外部和结构元件的持久饰面。
环保工艺
与其他金属表面处理技术相比,阳极氧化是一种相对环保的工艺。它产生的危险废物最少,阳极氧化层无毒且可回收,使其成为炊具和食品加工设备的安全选择。随着各行业转向绿色制造,阳极氧化铝因其可持续性而变得越来越受欢迎,特别是在交通运输等行业,这些行业对轻质、节能材料的需求不断增长。
选择阳极氧化铝时的注意事项
阳极氧化是一种相对简单的工艺,已成为许多零件制造行业的流行选择。然而,为了确保最佳结果,在设计阳极氧化零件时应考虑几个因素。以下是一些关键提示和注意事项。
1. 考虑合金
不同的铝合金对阳极氧化过程的反应不同。例如,铜含量为 2% 或更高的合金(例如 2000 系列和某些 7000 系列的合金)在 MIL Spec Type III 涂层下测试时通常具有较低的耐磨性。这意味着这些合金上的 III 型硬质涂层可能不如 6061 铝上的耐磨。如果您对所使用的合金有疑问,最好咨询您的供应商。
2. 关注公差和尺寸变化
所有类型的阳极氧化都会导致一些尺寸变化,尤其是 II 型和 III 型工艺。请记住在最终确定零件尺寸和设置特征公差时补偿阳极氧化厚度。这对于配合零件或螺纹部分尤其重要,因为即使很小的变化也会显着影响性能。
3.避免锋利的边缘
锋利的边缘可能会导致阳极氧化不均匀,因为电流往往集中在这些区域,导致氧化层更厚。为了获得更均匀的氧化层并提高耐用性和外观,建议在设计阶段对边缘进行倒圆或倒角。
4. 组合涂层
在实践中,阳极氧化可以与其他涂层技术相结合,以进一步提高零件性能。例如,在阳极氧化层上涂覆聚合物涂层(例如环氧树脂或聚氨酯)可以提高耐磨性、耐化学性和紫外线防护。或者,阳极氧化后进行电镀(例如镍或铬)可以增加表面硬度、增强耐磨性并增加光泽。
5.考虑颜色和美观
阳极氧化铝在美观方面具有极大的灵活性,这要归功于它的多孔氧化层,可以吸收染料以实现各种饰面。在对零件进行染色之前,您可以考虑以下几点:
如前所述,阳极氧化铝可以使用不同的方法进行着色,每种方法都有独特的应用和优点。方法的选择应取决于您的具体需求:
浸染 :这种方法简单明了,颜色鲜艳,适合优先考虑颜色多样性的装饰应用。然而,此方法中使用的染料耐热性较差,可能会随着时间的推移而褪色。
电解着色: 产生高度耐用、抗紫外线的颜色,常用于建筑和户外应用。典型的颜色包括金色、青铜色和黑色。
整体着色 :形成与氧化层融为一体的颜色,从而具有高耐磨性和耐腐蚀性。它通常用于需要高强度和耐用性的汽车和航空航天应用。
干涉色 :创造独特的、防褪色的珠光或金属色调,常见于建筑元素和电子外壳等高端装饰产品中。
最终颜色可能受到多种因素的影响,包括合金成分、表面光洁度和氧化物厚度。因此,在阳极氧化过程中保持颜色一致性可能具有挑战性。即使在受控条件下,同一批次内或不同批次间仍可能出现差异。为了减少这些变化,在全面生产之前进行小型测试运行或与多个供应商合作可能会有所帮助。
不同的铝合金对染料的反应不同。例如,某些合金可能因其成分而产生不均匀或暗淡的颜色。硅或铜含量高的合金在阳极氧化后可能会呈现灰色调,这会影响最终的染色颜色。当颜色是首要考虑因素时,必须选择一种对染色反应良好的合金,以达到所需的表面效果。
结论
铝阳极氧化已成为许多行业的关键工艺,可提高日常产品的性能和外观。随着技术的进步,阳极氧化将在可持续制造、创新材料设计以及纳米技术和生物医学等新兴领域发挥更加重要的作用。
在 Chiggo,我们专注于提供优质的铝阳极氧化服务,旨在满足您的特定需求并帮助您在竞争激烈的市场中保持领先地位。 上传您的文件 ,让我们开始吧!