不锈钢只是众多钢种中的一种。它不仅具有强度和韧性,而且还具有优异的耐腐蚀性、良好的机械加工性和焊接特性。它被认为是一种理想的数控加工材料,结合了耐用性和成本效益。
本指南将讨论不同类型的不锈钢,并重点关注数控加工中最常用的不锈钢材质。接下来,我们将介绍在 CNC 加工中使用不锈钢的好处和挑战,并分享克服这些常见挑战的实用技巧。
什么是不锈钢数控加工?

不锈钢数控加工是一种制造过程,使用计算机控制的切削工具和设备对零件进行精确成型由不锈钢材料制成。
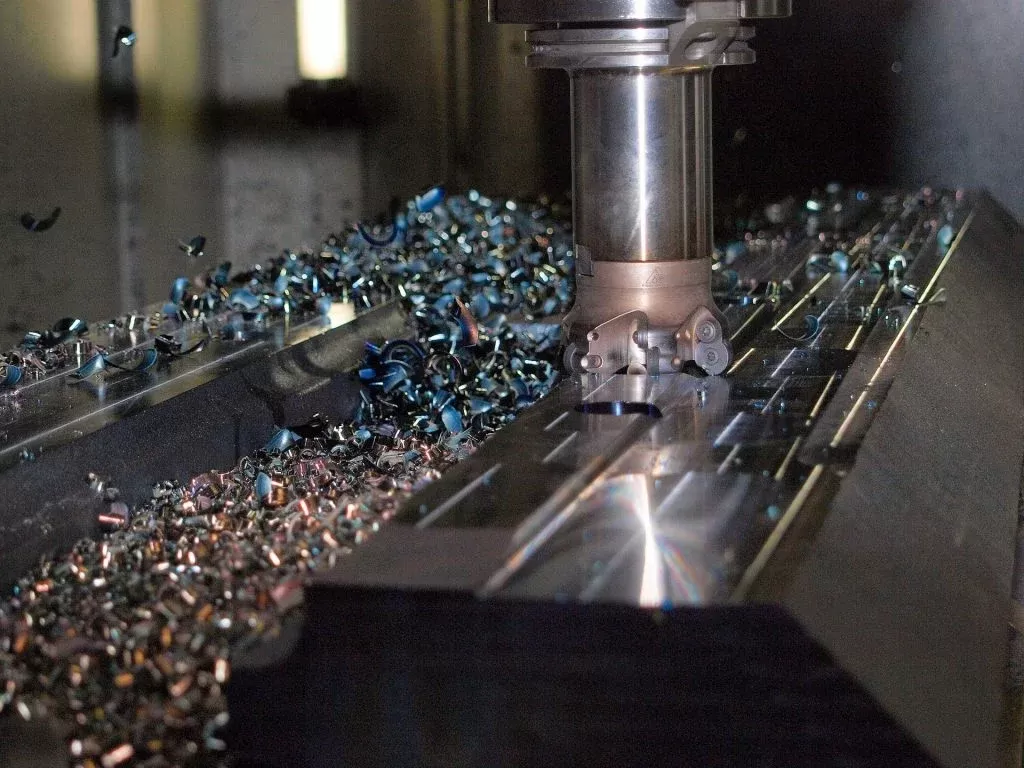
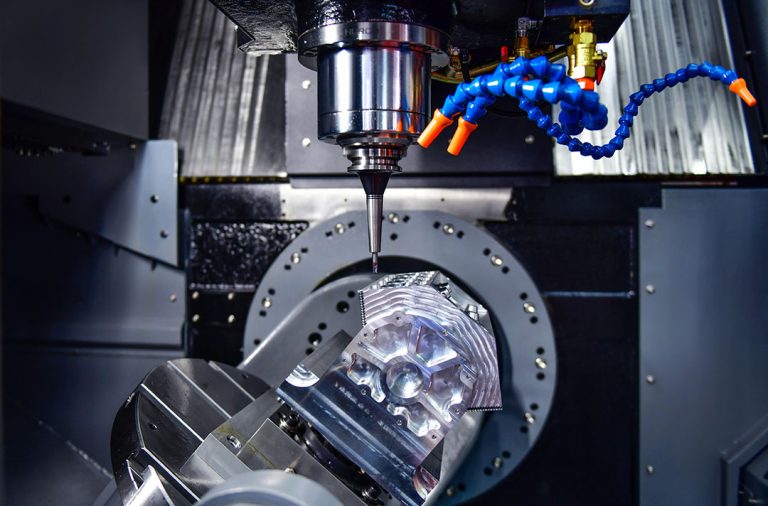
不锈钢是一类铁基合金,以其耐腐蚀性、强度和耐用性而闻名,广泛应用于各个行业。 CNC加工是由计算机数控(CNC)技术控制的高度自动化、精密、柔性的制造过程。它涵盖了广泛的操作,例如切割、铣削、车削、钻孔、镗孔、雕刻,甚至EDM(放电加工)。
不锈钢 CNC 加工过程首先创建所需零件的计算机辅助设计 (CAD) 模型。然后使用 CAM(计算机辅助制造)软件将该数字设计转换为机器可读的代码。数控机床读取代码,精确控制刀具的运动、进给速度、主轴转速和冷却参数,从而实现不锈钢工件的自动化切割和整形。
不锈钢的类型
正如铝合金有不同类型一样,不锈钢也分为几种根据其成分和微观结构进行分类。我们先看下表来初步了解一下:
| 类型 | 成分 | 常见等级 | 特性 | 应用 |
| 奥氏体不锈钢 | ▪ 16% 到 26% 铬
▪ 8% 到 12% 镍
▪ 2% 到 3% 钼
▪ 通常低于 0.10% 碳 | 304/304L
316/316L
303
321
347 | ▪ 优异的抗腐蚀性
▪ 高延展性和韧性
▪ 优秀的可焊性
▪ 中等的抗应力腐蚀开裂性
▪ 非磁性/弱磁性
▪ 不可热处理 | ▪ 食品和饮料行业
▪化学和制药行业
▪ 医疗器械
▪ 汽车排气系统
▪ 厨房用具和餐具
▪ 建筑组件 |
| 铁素体不锈钢 | ▪ 10.5% 到 30% 铬
▪ 通常不含镍
▪ 1% 到 2% 钼
▪ 低于 0.08% 碳 | 430
409
434
439
446 | ▪ 良好的抗腐蚀性
▪ 低温韧性差
▪ 焊接性差
▪ 高抗应力腐蚀开裂性
▪ 磁性
▪ 不可热处理
▪ 成本效益高
▪ 耐高温 | ▪ 汽车排气系统、消音器
▪ 热交换器
▪ 家用电器
▪ 厨房用具
▪ 工业炉和燃烧室
▪ 包覆、屋顶 |
| 马氏体不锈钢 | ▪ 12% 到 18% 铬
▪ 通常不含镍,有时含 2% 到 4%
▪ 0 到 1% 钼
▪ 0.1% 到 1.2% 碳 | 410
416
420
440C | ▪ 中等的抗腐蚀性
▪ 硬化能力
▪ 高硬度和耐磨性
▪ 通常具有磁性
▪ 可热处理 | ▪ 切削工具
▪ 刀片
▪ 阀门组件
▪ 医疗器械
▪ 轴承 |
| 双相不锈钢 | ▪ 18% 到 30% 铬
▪ 1% 到 9.5% 镍
▪ 0.1% 到 5% 钼
▪ 通常不含碳 | 2205
2507 | ▪ 优异的抗腐蚀性
▪ 高强度和延展性
▪ 高抗应力腐蚀开裂性
▪ 通常具有磁性
▪ 可热处理 | ▪ 石油和天然气设备
▪ 化工和海洋工程
▪ 食品加工设备和容器
▪ 建筑和桥梁 |
| 沉淀硬化不锈钢 | 合金元素如钛、铜、磷或铝,以微量存在。 | 17-4 PH
15-5 PH | ▪ 高度可变(根据特定需求调整)
▪ 高强度
▪ 良好的韧性和延展性
▪ 良好的抗腐蚀性
▪ 可热处理 | ▪ 飞机结构部件
▪ 军事和防务
▪ 外科器械和骨科植入物
▪ 高性能汽车零部件
▪ 液压系统、轴和齿轮 |
奥氏体不锈钢
奥氏体不锈钢是最常见的类型,其中304、316等300系列是其突出代表。其高铬和镍含量提供了优异的耐腐蚀性、可焊性和易于灭菌。然而,这些牌号的加工更具挑战性,因为它们的韧性和加工硬化倾向会增加刀具磨损和发热。在 300 系列中,303 牌号是一个例外,因为含有硫或硒提高了其切削加工性。
铁素体不锈钢
铁素体不锈钢属于 AISI 400 系列,在某些强酸或高氯化物环境中,其耐腐蚀性可能低于奥氏体不锈钢。然而,其在富含氯化物的条件下具有优异的抗应力腐蚀开裂性能,使其非常适合海洋应用。此外,铁素体不锈钢通常需要最少的热处理即可达到所需的性能,从而简化了加工和制造。
马氏体不锈钢
马氏体不锈钢由于其较高的碳含量而具有高强度和硬度,但与其他不锈钢类型相比,它的耐腐蚀性较低。其突出特点之一是能够通过淬火(快速冷却)进一步增强这些性能。这种类型的不锈钢通常用于高耐用性应用,例如餐具、手术器械和工具。 410 和 420 等牌号因其在苛刻条件下具有出色的机械加工性能和可靠的性能而经常被选择。在不锈钢中,416 是最容易加工的,因为它的设计专门针对可加工性。这将在下一节中更详细地讨论。
双相不锈钢
双相不锈钢因其同时含有奥氏体和铁素体相的微观结构而得名。这种组合使其兼具了两种不锈钢的优点,包括在氯化物和酸性环境中具有优异的耐腐蚀性、强度高、延展性好、抗应力腐蚀开裂能力强。然而,由于其特殊的合金成分和制造工艺,双相不锈钢通常具有较高的生产成本,并且可能表现出较差的机械加工性,需要更仔细的机械加工控制。
沉淀硬化不锈钢
与其他通过固溶强化(如奥氏体不锈钢)或冷加工(如铁素体不锈钢)获得强度的不锈钢不同,沉淀硬化不锈钢通过形成金属间化合物(如铜、铝、或热处理期间的钛。经过沉淀硬化热处理后,PH不锈钢可以达到与高强度结构钢相当的强度水平,屈服强度通常比奥氏体不锈钢高3-4倍。
最适合数控加工的不锈钢牌号
以下是 CNC 加工常用的一些最佳不锈钢牌号:
不锈钢303
303 不锈钢,也称为易加工不锈钢,是奥氏体系列中最易于加工的牌号。添加了硫和磷,可改善机械加工性和切削性能。这些添加物可在高速加工过程中实现稳定的切削速度和进给率。 303 在 CNC 加工中广受青睐,可满足精密机械部件、轴承、阀门、螺栓和螺母等复杂零件的严格精度要求。尽管其耐腐蚀性不如304或316,但不锈钢303仍然为许多一般应用提供足够的耐腐蚀性。它非常适合室内环境和不需要极高耐腐蚀性的部件。
不锈钢304
304是加工工具中用途最广泛、应用最广泛的不锈钢。它具有出色的耐腐蚀性,在从食品加工到化学制造的各种环境中都能可靠地工作。虽然 304 不锈钢的机械加工性不如 303 级,但它平衡了良好的机械加工性和满足高精度和复杂形状要求的能力。它还具有出色的可焊性,支持电弧焊、填丝焊等常用方法,确保了满足各种连接需求的多功能性。
不锈钢316
316 级是继 304 级之后第二个应用最广泛、用途最广泛的不锈钢。与 304 相比,它通常含有约 2-3% 的钼 (Mo),这使其在海水和腐蚀性化学品等严苛环境中具有出色的抗点蚀和缝隙腐蚀能力。因此,它在海洋工程等高要求行业中特别常见和医疗设备。此外,它还具有出色的成型性和焊接性。与数控加工相结合,可以生产复杂、高精度的部件。
不锈钢416
如前所述,416 是最容易加工的不锈钢,主要是因为其硫含量高。硫在钢中形成硫化物夹杂物,充当“断屑器”,帮助切削刀具顺利渗透并有效去除切屑,减少切削力和刀具磨损。此外,416 的加工硬化倾向较低,可实现更平滑、更一致的切削,同时最大限度地减少工具的应变。经过热处理后,它具有高硬度和良好的耐磨性,保证了需要连续、大批量运行的部件的可靠性,例如轴承和阀门。
不锈钢 17-4 PH
不锈钢 17-4 PH 兼具高强度和耐腐蚀性。通过沉淀硬化,达到与高强度合金钢相当的机械性能,同时保留不锈钢的耐腐蚀性能。其热处理工艺可以灵活调整强度:材料可以首先在可加工的固溶退火状态下进行数控加工,然后进行时效处理以达到所需的硬度。凭借完善的材料标准和丰富的行业经验,17-4 PH 广泛应用于航空航天、国防、石油天然气和化工设备行业。是大规模生产中高强度、高可靠性零部件的常用选择。
不锈钢在数控加工中的优点
无论不锈钢牌号如何,其在机械加工中的广泛普及主要来自于独特的性能平衡。以下是主要优点的简要总结:
外貌
CNC 加工的不锈钢自然具有闪亮、迷人的外观,可以通过抛光、刷光或钝化来增强外观。正确加工后,不锈钢零件呈现出时尚、现代的外观,非常适合厨房用具、建筑特色和各种消费品。
耐腐蚀
不锈钢合金具有出色的耐腐蚀性,非常适合暴露于潮湿、化学品或盐水的应用。这主要是由于其铬含量(至少 10.5%),可形成保护性氧化层,防止生锈和氧化。
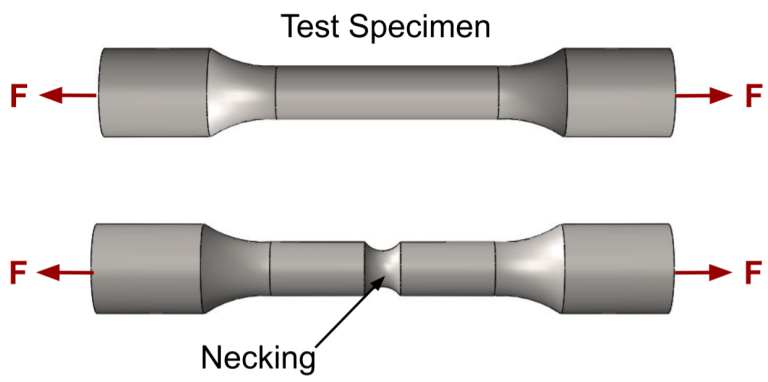
高强度
不锈钢相对较硬,具有较高的机械强度,可以通过热处理进一步提高。 这种强度使得可以加工较弱材料无法加工的薄壁或承重部件。它还使不锈钢零件即使在高应力环境下也能保持尺寸精度和结构完整性。
专为提高机械加工性能而设计
如前所述,303 和 416 牌号经过专门设计,通过加入硫等元素来增强切削加工性,在切削过程中充当润滑剂。这些牌号源自常用的不锈钢合金,并经过改进以改善断屑、减少刀具磨损并提高切削效率。
这些修改是通过不锈钢固有的合金灵活性实现的。铁、铬和镍的基本成分可以用硫、硒或钼等元素进行调整,以定制特定应用的性能,包括可加工性。
卫生且易于清洁
不锈钢的无孔表面易于消毒和维护。这就是为什么它是医疗器械、食品处理和制药设备的理想材料。其光滑、耐腐蚀的表面处理也比许多其他金属需要更少的维护,进一步增强了其在要求高清洁度的应用中的吸引力。
不锈钢在数控加工中面临的挑战
虽然不锈钢具有许多优点,但由于其材料特性和成分,它也给数控加工带来了一些挑战。这些挑战包括:
加工硬化倾向
加工硬化是不锈钢在机械加工过程中变硬的现象。奥氏体不锈钢特别容易发生加工硬化,这会增加工具磨损,如果管理不当,可能会对成品质量产生负面影响。
更高的切削力和刀具磨损
不锈钢的韧性虽然有利于耐用性,但通常需要比软金属更高的切削力。这可能会导致切削速度变慢、能源消耗增加以及刀具承受更大的压力。
芯片管理
奥氏体不锈钢通常会产生难以破碎的又长又细的切屑。排屑不良会导致机器停机和表面损坏。
过热
不锈钢的导热率相对较低,导致切割区域热量积聚。这会加速刀具磨损,影响尺寸精度,并可能损坏工件。
克服挑战的技巧
- Use 锋利、耐磨的工具 made of carbide or coated materials.
- Apply优化的切削参数, including slower cutting speeds and higher feed rates.
- Use 冷却剂系统to dissipate heat effectively and reduce tool wear.
- Employ 刚性机器设置 to minimize vibrations and improve surface finish.
- Select 易切削材质, such as 303 or 416, for applications where machinability is a priority.
常见的不锈钢CNC加工工艺
不锈钢的多功能性和耐用性使其能够兼容各种数控加工工艺。以下是不锈钢最常见的加工工艺:
数控铣削
数控铣削是加工不锈钢的主要方法,使用高速旋转切削刀具精确地加工出复杂的形状、型腔和轮廓。由于不锈钢的加工硬化率较高,标准刀具和进给量往往不足。建议使用硬质合金刀具,并通过降低进给量和速度采取耐心的方法,以最大限度地减少刀具磨损并保持精度。充分的冷却对于散热和防止加工过程中的热损坏也至关重要。
数控车削
数控车削是生产具有严格公差和光滑表面的圆柱形或圆形零件的绝佳选择。该工艺涉及旋转不锈钢工件,同时固定切削刀具对其进行成形,因此对于加工奥氏体不锈钢特别有效。车削可以更快地去除材料,但可能会导致工件与切削刀具结合。为了防止这种情况发生,至关重要的是尽量减少刀具悬伸、使用锋利的刀具并选择具有正前角的刀片。此外,以较低的切削速度运行有助于减少加工硬化,确保精度和效率。
数控钻孔
数控钻孔通常用于在不锈钢工件上创建精确的孔,通常与铣削或车削结合作为二次加工过程的一部分。该工艺用于生产螺纹或多特征部件,例如用于二次组装的螺孔或用于美观目的的装饰特征。钻孔不锈钢需要仔细选择刀具和加工参数,以达到精度并保持表面完整性。
数控激光切割
CNC 激光切割使用高功率激光器(例如 CO2 或光纤激光器)以卓越的精度切割或雕刻不锈钢板和薄零件。该工艺可实现干净的切割,并最大限度地减少浪费,使其成为装饰和结构应用的理想选择。它可以有效地切割不锈钢,而不会产生太多热量,从而保持材料的完整性并确保高质量的结果。
数控磨削
CNC 磨削是一种精密工艺,用于实现超光滑表面和严格的公差,特别是对于手术器械或光学元件等零件。使用砂轮进行磨削可提高表面光洁度,去除少量材料以提高精度,消除焊接毛刺,并锐化切削刃,从而确保功能性和美观性。
线切割放电加工(放电加工)
对于复杂形状或难以加工的不锈钢材质,线切割放电加工非常有效。它利用放电来切割材料,没有机械应力,这使其非常适合航空航天、医疗和模具行业的精密部件。虽然比传统方法慢,但它在创建复杂的几何形状方面表现良好,尽管可能需要额外的表面精加工。
Chiggo 最佳不锈钢加工服务
虽然不锈钢的加工难度更大,但其优点往往胜过困难。凭借其强度、耐用性和成本效益的完美结合,它仍然是生产坚固、高性能产品的首选。然而,加工不锈钢需要大量的专业知识才能确保获得最佳结果。这就是为什么设计师应该选择像 Chiggo 这样值得信赖的 CNC 机械车间,它专门从事高质量不锈钢加工,并拥有多年的专业知识。如果您正在考虑在下一个项目中使用不锈钢,联系 Chiggo 获取定制报价。