设计在数控加工 中发挥着关键作用,因为它为整个制造过程奠定了基础。众所周知,数控加工使用计算机控制的机器来精确地从工件上去除材料。该工艺具有高度通用性、可重复性和精确性,此外,它还与多种材料兼容,从泡沫和塑料到木材和金属。
实现这些功能在很大程度上依赖于 CNC 加工的设计。有效的设计不仅可以确保零件的质量,还可以节省与 CNC 加工零件相关的生产成本和时间。
在本指南中,我们将讨论设计限制,并为 CNC 加工中遇到的最常见特征提供可操作的设计规则和建议值。这些指南将帮助您获得零件的最佳结果。
CNC 加工的设计限制
为了正确设计数控加工零件,我们首先必须清楚地了解工艺中固有的各种设计限制。这些限制自然是由切割过程的力学产生的,主要涉及以下几个方面:
刀具几何形状
大多数数控加工刀具具有圆柱形形状和有限的切削长度。当从工件上去除材料时,这些切削刀具会将其几何形状转移到零件上。这意味着,无论切削刀具有多小,CNC 零件的内角始终具有半径。此外,刀具的长度限制了可加工的最大深度。较长的工具通常刚性较低,这可能导致振动或变形。
工具访问
为了去除材料,切削刀具必须直接接近工件。切削刀具无法达到的表面或特征无法进行 CNC 加工。例如,复杂的内部结构,尤其是当零件内存在多个角度或特征被另一个特征阻挡或存在较大的深宽比时,可能会使工具难以到达某些区域。五轴数控机床可以通过旋转和倾斜工件来缓解一些刀具访问限制,但它们不能完全消除所有限制,特别是刀具振动等问题。
工具刚度
与工件一样,切削刀具在加工过程中也会变形或振动。这可能会导致公差更宽松、表面粗糙度增加,甚至在制造过程中刀具破损。当刀具长度与其直径之比增加或切削高硬度材料时,这个问题变得更加明显。
工件刚度
由于加工过程中会产生大量的热量和强大的切削力,刚性较低的材料(例如某些塑料或软金属)和薄壁结构在加工过程中容易变形。
工件夹持
零件的几何形状决定了它在数控机床上的固定方式以及所需的设置数量。复杂或不规则形状的工件很难夹紧,并且可能需要特殊的夹具,这会增加成本和加工时间。此外,当手动重新定位工件夹具时,存在引入微小但不可忽略的位置误差的风险。
CNC 加工设计指南
现在,是时候将这些限制转化为可操作的设计规则了。 CNC 加工领域没有普遍接受的标准,主要是因为行业和所使用的机器总是在不断发展。但长期的加工实践已经积累了足够的经验和数据。以下指南总结了 CNC 加工零件最常见特征的建议值和可行值。
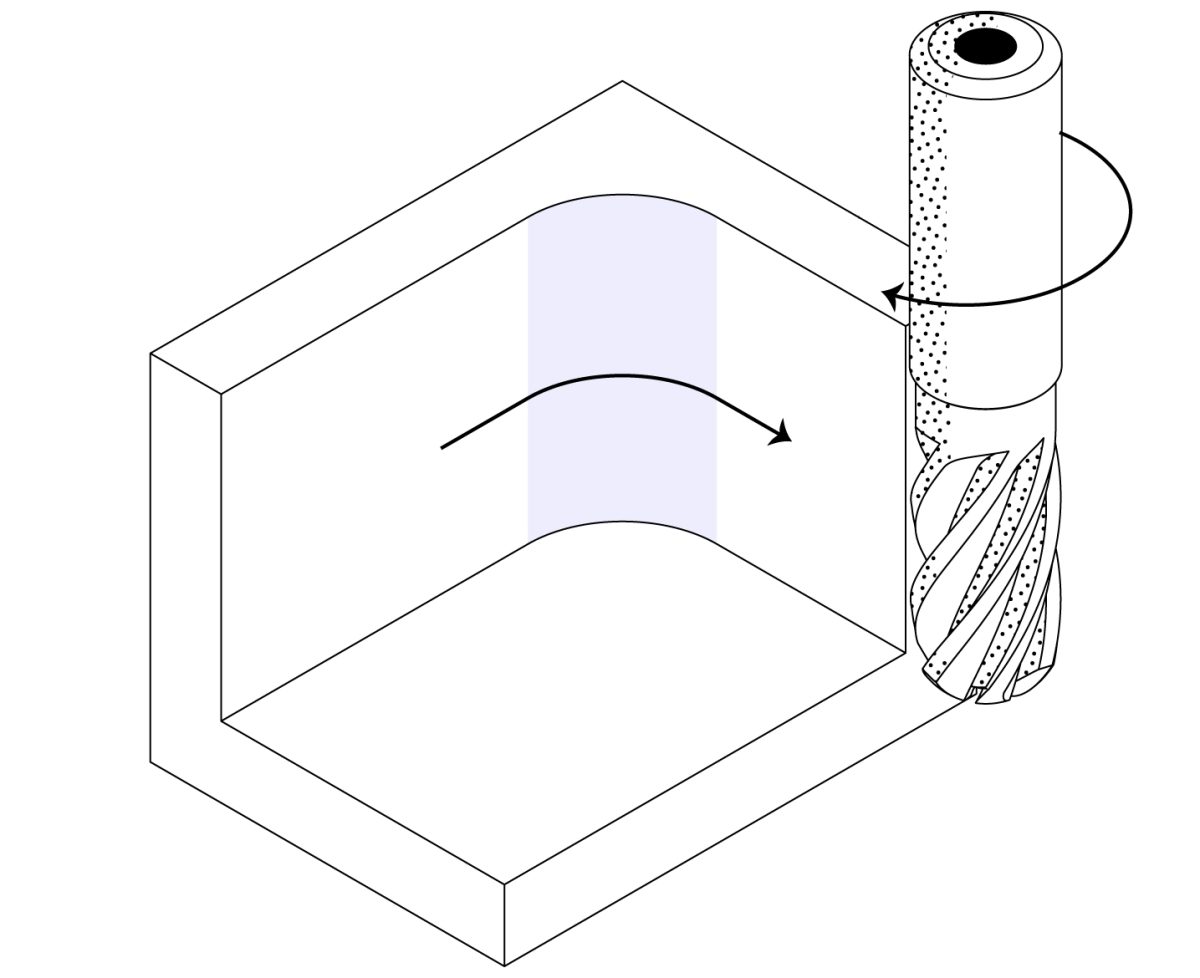
内部边缘
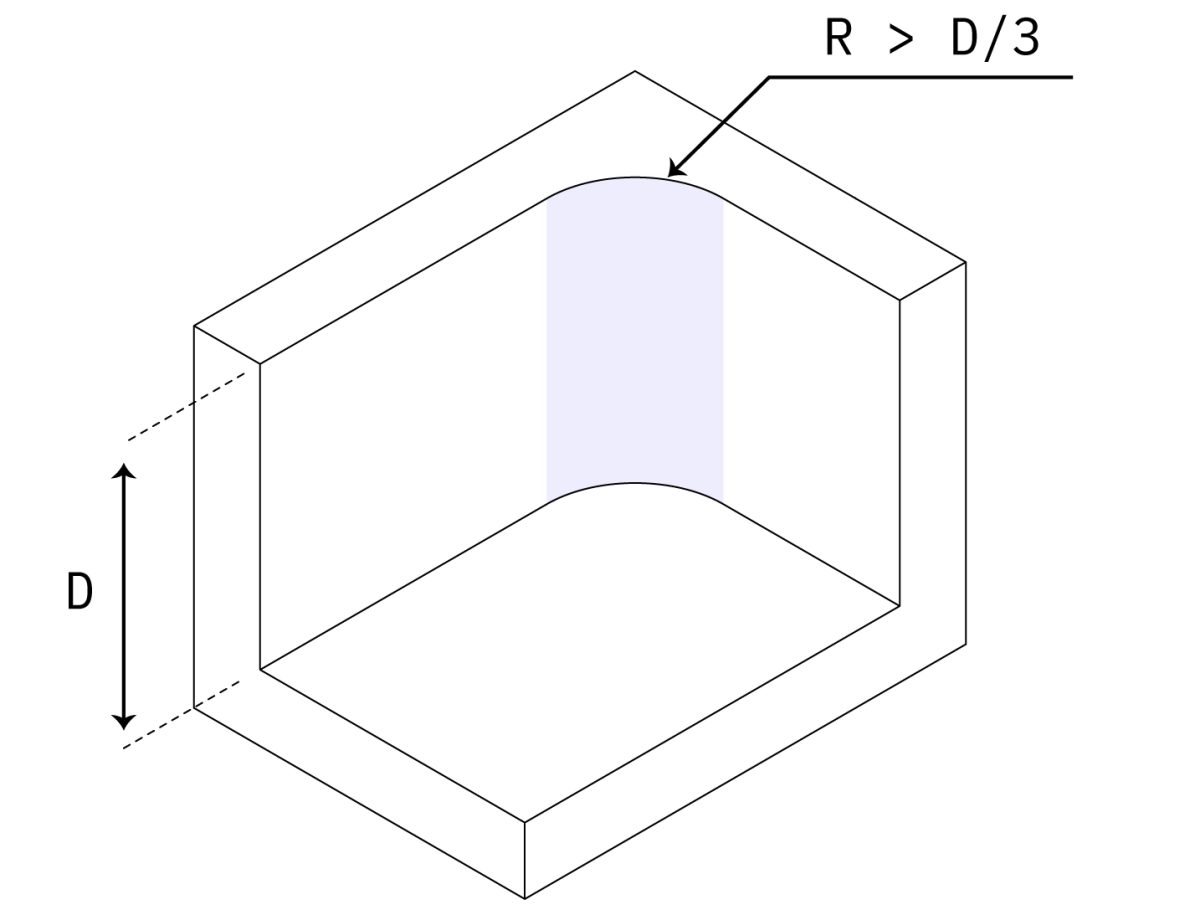
通常建议避免尖锐的内角。大多数数控刀具都是圆柱形的,因此很难获得锐利的内角。使用推荐的内角半径可以使刀具遵循圆形路径,从而减少应力集中点和加工痕迹,从而获得更好的表面光洁度。这也确保了使用适当尺寸的刀具,防止刀具太大或太小,从而保持加工精度和效率。对于 90 度锐角,建议使用 T 形槽铣刀或线切割,而不是减小拐角半径。
建议地面半径:0.5 毫米、1 毫米或无半径 可行的地面半径:任何半径
立铣刀刀具通常具有平坦或略圆的下切削刃。如果设计的底部半径与推荐值一致,则可以使用标准立铣刀进行加工。这种设计受到机械师的青睐,因为它允许使用广泛可用且易于使用的工具,这在大多数情况下有助于平衡加工成本和质量。虽然球头立铣刀可以适应任何底部半径,但由于其形状,它们可能会增加加工时间和成本。
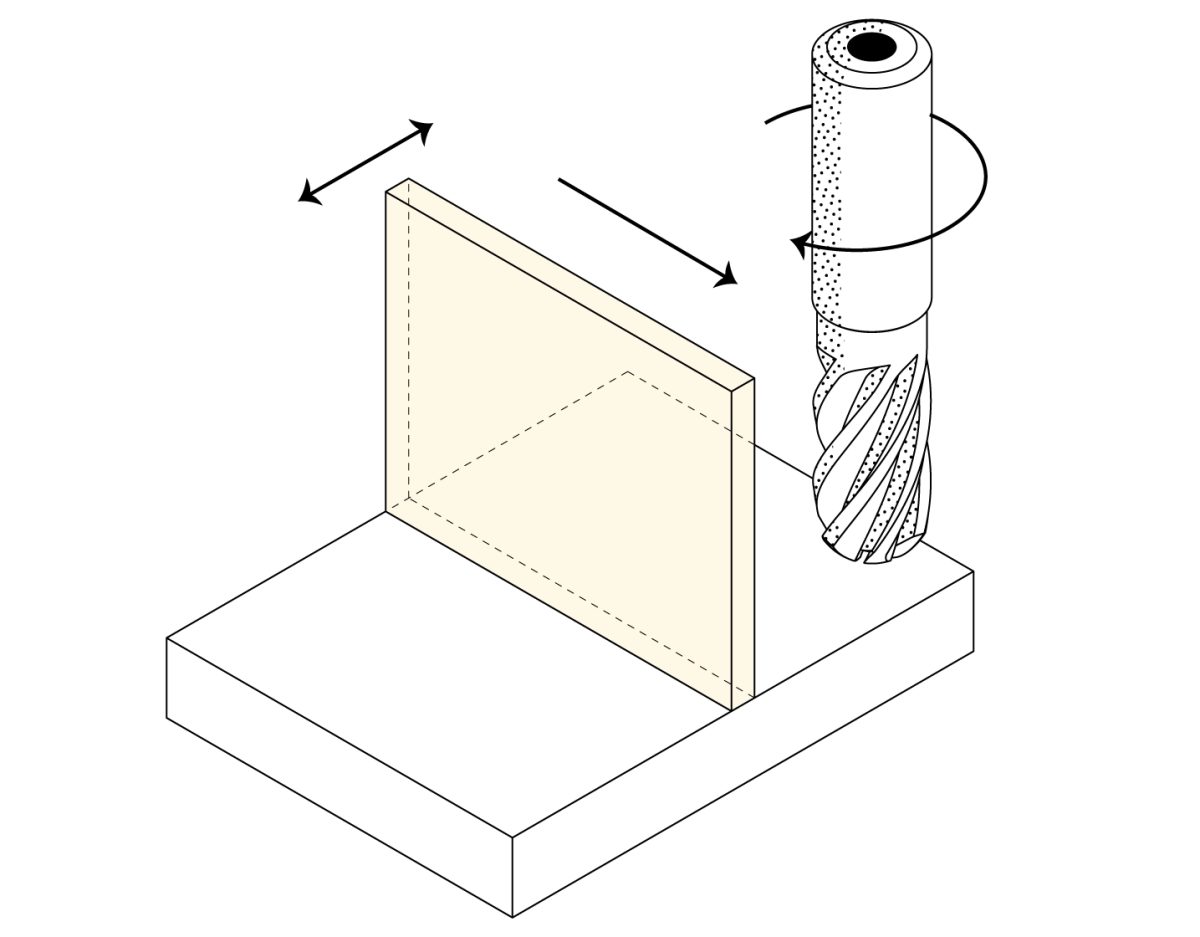
薄壁
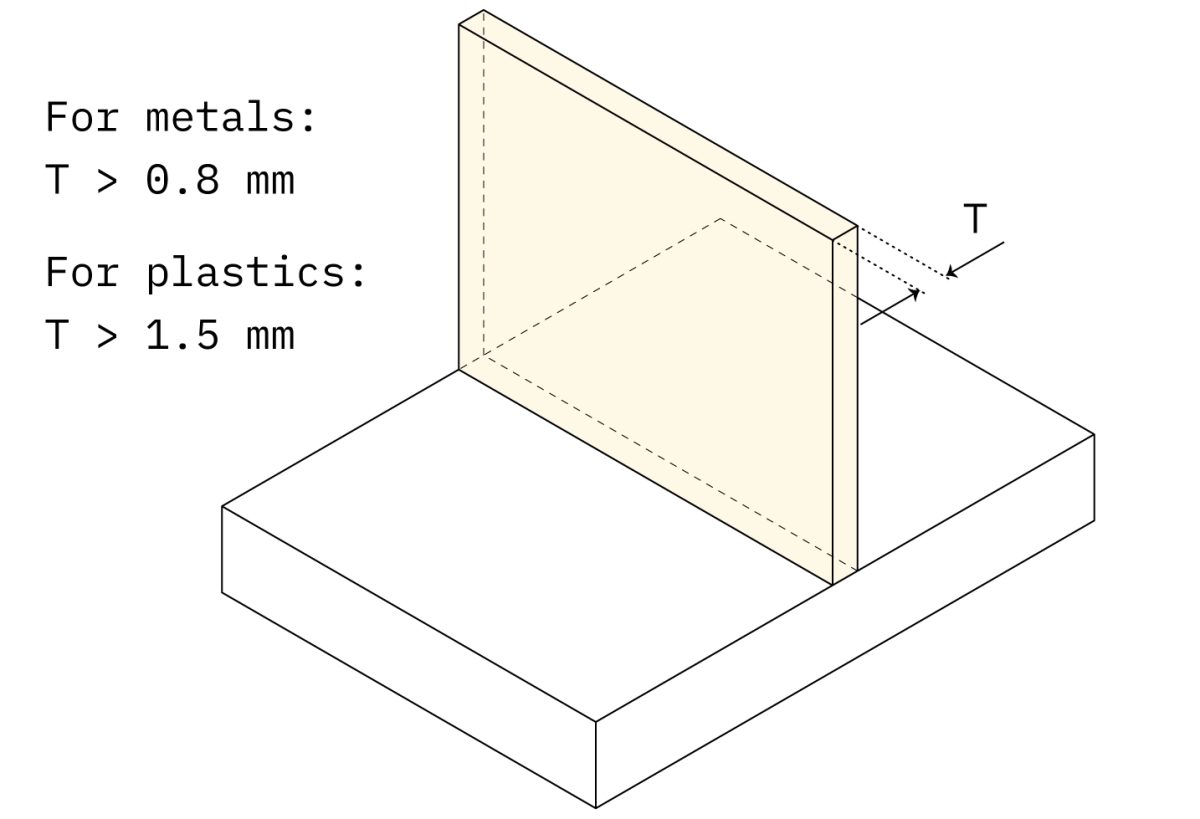
建议的最小壁厚:0.8 毫米(金属)、1.5 毫米(塑料) 可行的最小壁厚:0.5 毫米(金属)、1.0 毫米(塑料)
数控机床在加工非常薄的壁时受到限制,因为减小壁厚会影响材料的刚度并降低可达到的精度,可能会导致加工过程中振动增加。由于材料的硬度和机械性能不同,应根据具体情况仔细评估上述推荐和可行的值。对于更薄的壁,替代工艺(例如金属板制造)可能更可取。
洞
使用钻头或立铣刀加工孔。钻头有明确定义的标准尺寸,包括公制和英制单位。设计人员通常根据这些标准直径指定孔尺寸,以确保随时可用合适的工具。这种做法无需定制工具,可显着节省成本,特别是对于直径小于 20 毫米的高精度孔,强烈建议使用标准直径。
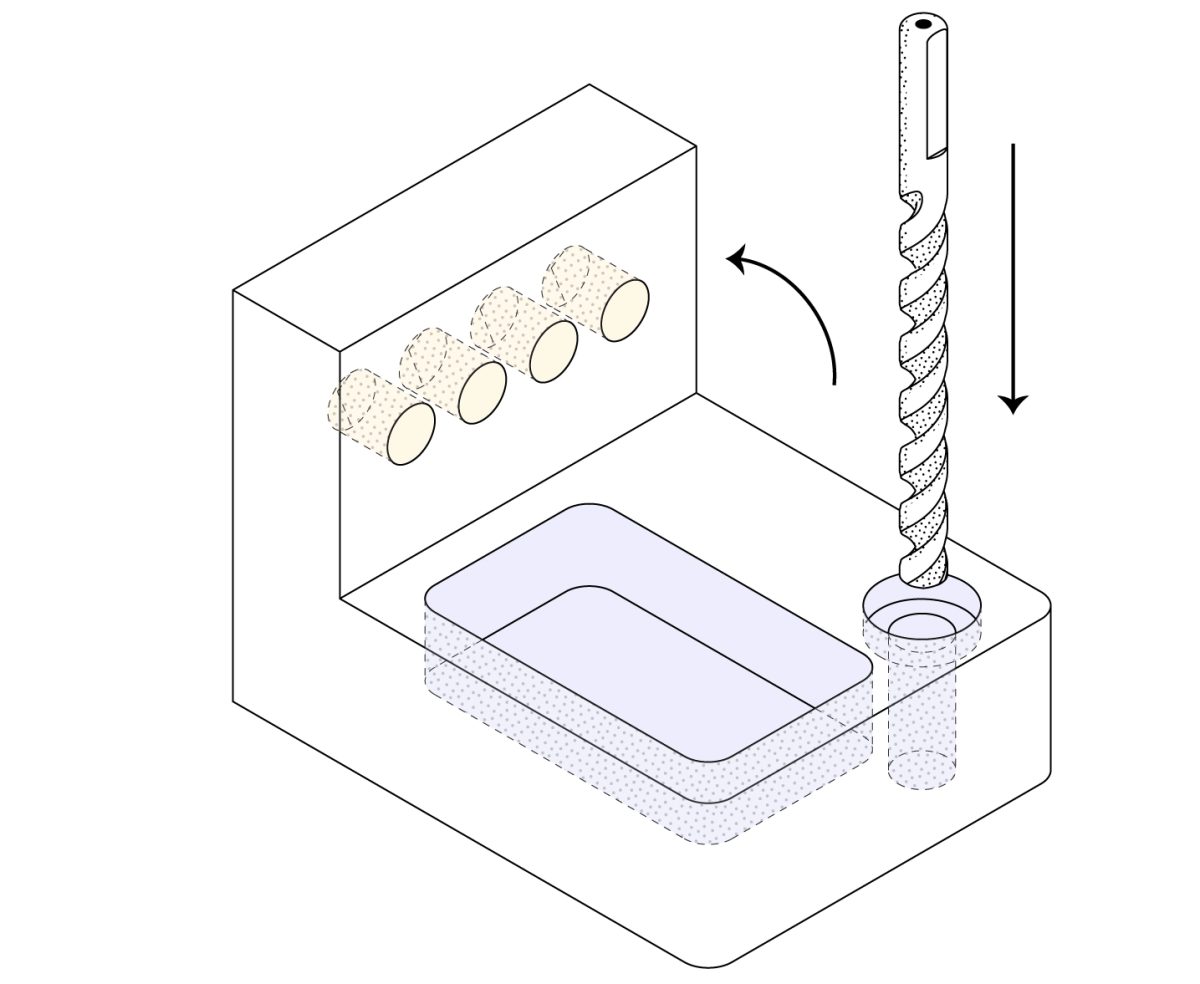
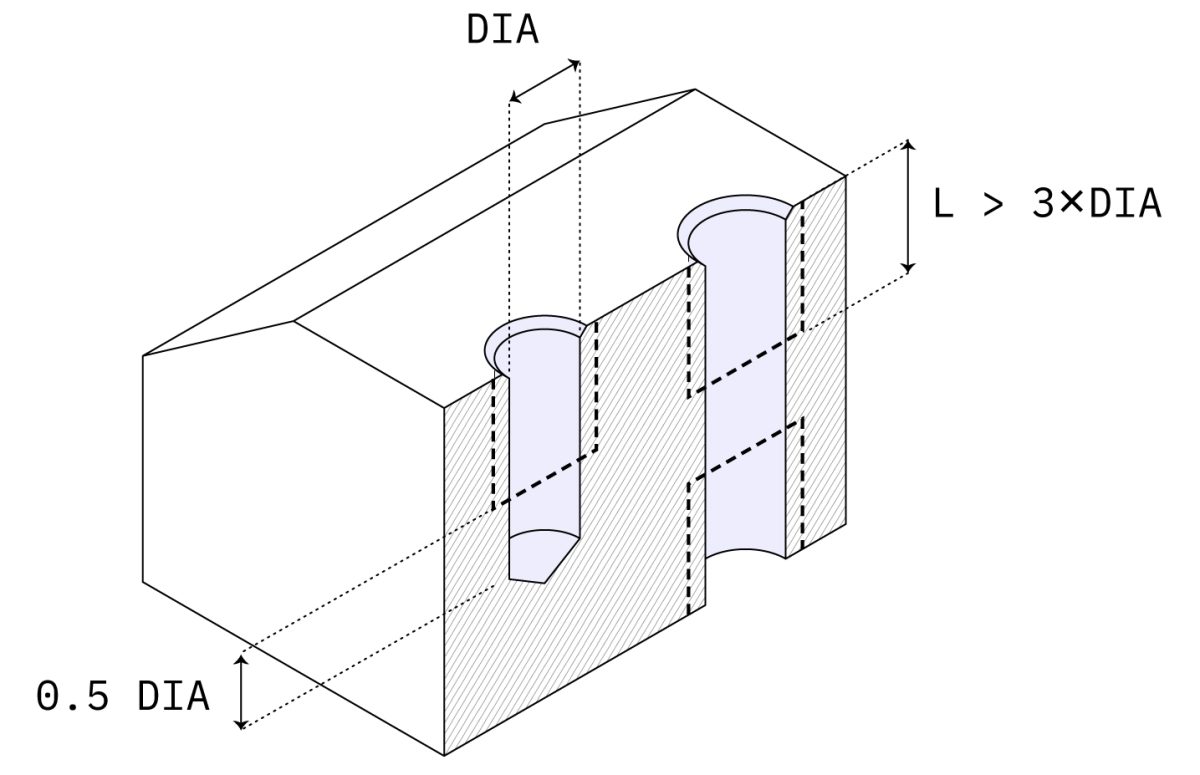
当孔的直径与标准钻头尺寸不符时,会使用立铣刀刀具。然而,在用立铣刀加工非标准孔时,遵循建议的最大型腔深度非常重要,以确保加工过程的稳定性和质量。如果孔深度超过建议的最大值,则可能需要专用钻头。 10倍公称直径是典型的,40倍公称直径也是可行的。
钻头通常会形成具有圆锥底面(135 度角)的盲孔,而用立铣刀加工的孔具有平底。在数控加工中,通孔和盲孔通常没有偏好,这意味着设计人员根据具体的设计需求或功能来选择孔类型。
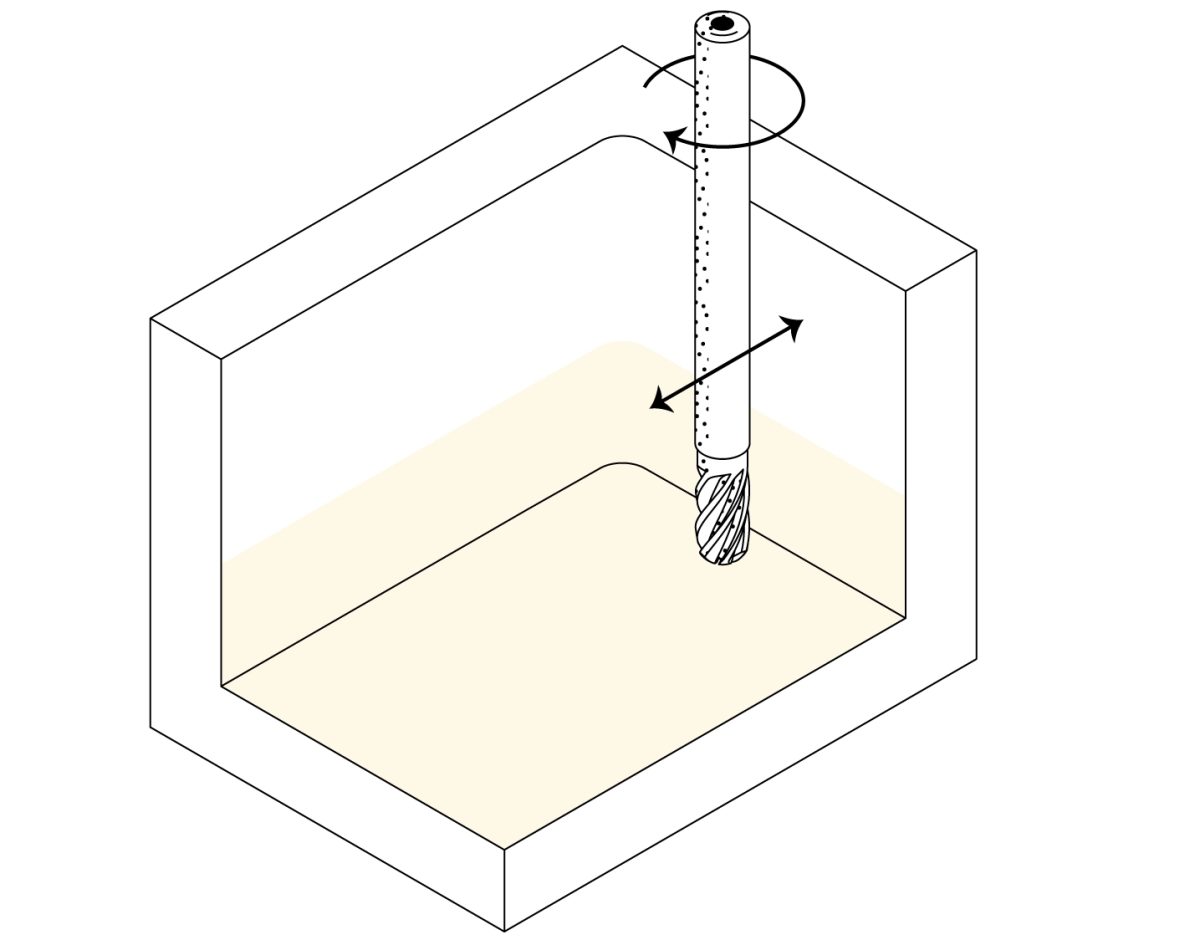
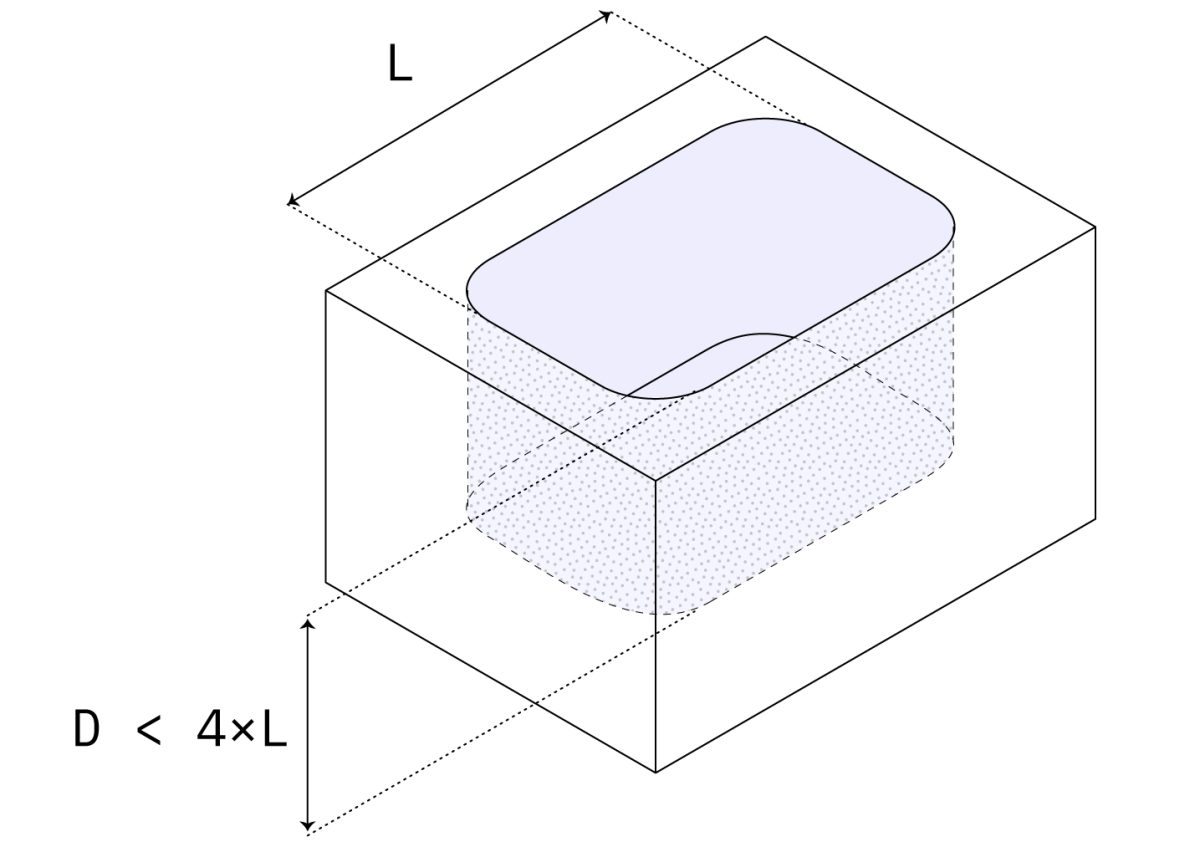
空腔和口袋
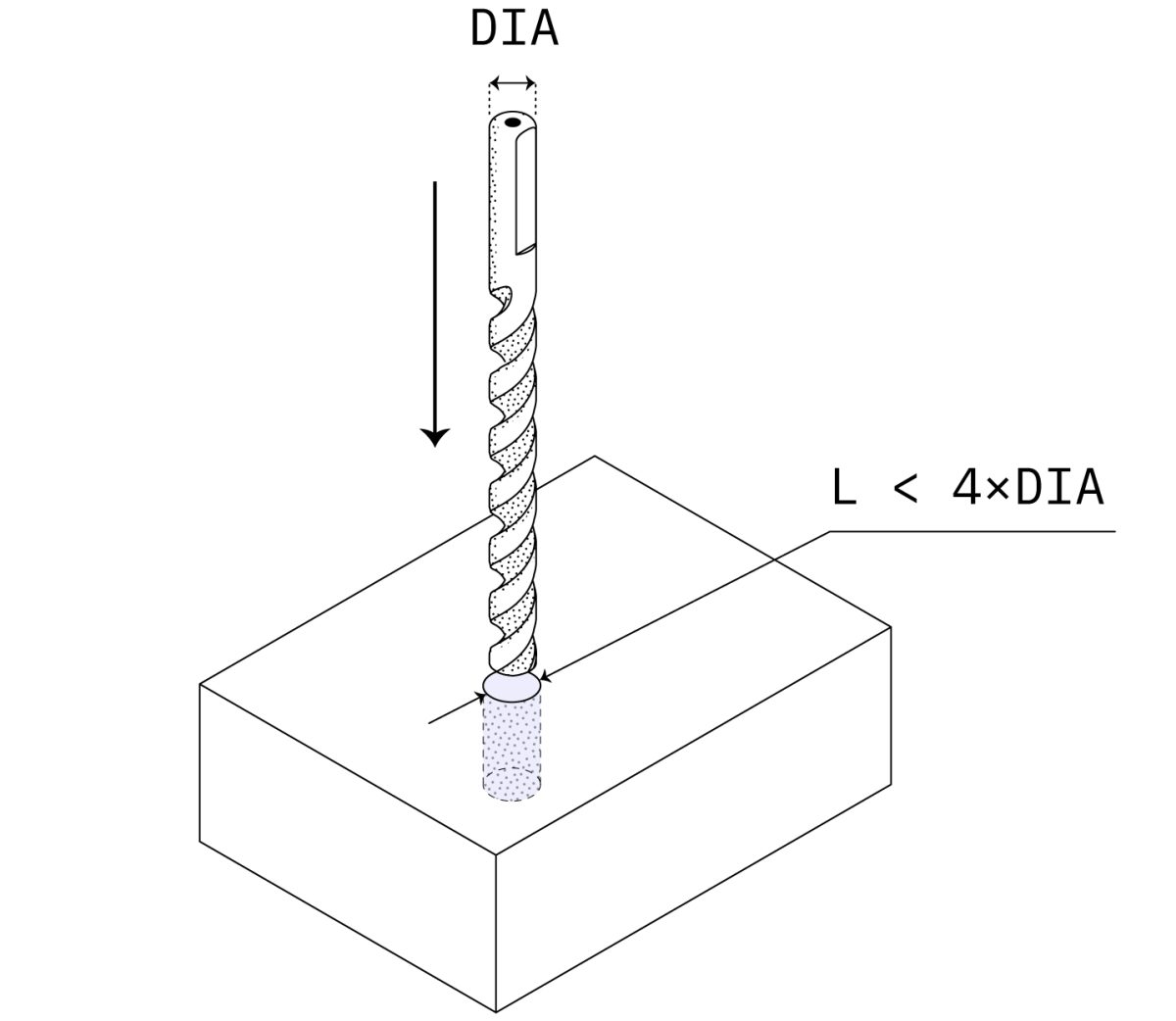
为了获得最佳加工效果,型腔深度不应超过其宽度的四倍。深度超过刀具直径六倍的型腔被认为是深的,并且会使加工过程复杂化。这些挑战可能包括刀具偏转、排屑不良,甚至刀具破损。如果需要更大的深度,建议设计具有可变型腔深度的零件。
线程数
内螺纹用丝锥切削,外螺纹用板牙切削。丝锥和板牙可用于切削小至 M2 的螺纹。然而,数控螺纹刀具很常见,并且受到机械师的青睐,因为它们限制了丝锥断裂的风险。 CNC 螺纹刀具可用于切削小至 M6 的螺纹。
施加到螺纹上的大部分载荷由前几个齿承受(最多为公称直径的 1.5 倍)。通常不需要比公称直径长三倍的螺纹。
对于丝锥切削螺纹(如M6及以下),通常会留下相当于螺纹公称直径1.5倍的非螺纹长度。这确保了螺纹的主要承载部分完全成形,而不存在损坏工具的风险。
对于用数控螺纹刀具加工的大螺纹,由于数控刀具精度高、控制性好,有时可以将螺纹加工到靠近孔底的位置,但通常仍留有少量非螺纹部分以保证加工质量和刀具安全。
适当的螺纹啮合深度可以保证连接的强度和可靠性,同时避免过度加工或材料浪费。如果啮合深度太浅,可能会导致螺纹无法承受预期的载荷;如果太深,可能会增加加工难度和成本。 1.5D 的深度通常被认为是可以提供足够强度的安全选择,尤其是在一般机械应用中。
小特点
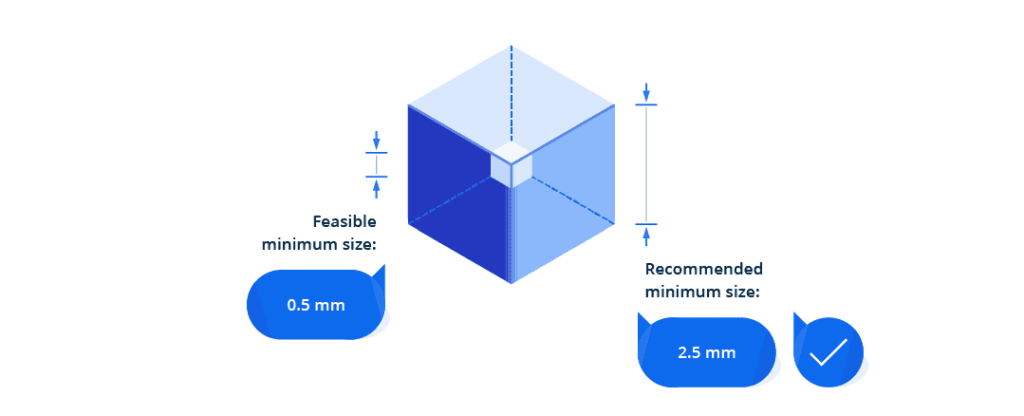
建议最小尺寸:2.5 mm 可行的最小尺寸:0.5 mm
大多数 CNC 机床的最小刀具直径为 2.5 毫米,这意味着任何小于 2.5 毫米的特征都难以加工。例如,要加工 0.5 毫米的小特征,通常需要非常小的微型刀具或特定的加工方法,例如微铣削或放电加工 (EDM)。虽然这些方法可以实现非常小的特征,但它们显着增加了加工时间,并对设备和操作技术提出了更高的要求,从而提高了加工成本。
文字和刻字
雕刻文本优于浮雕文本,因为它需要去除的材料较少,从而减少了加工时间和材料浪费。简单的无衬线字体,例如 Arial 或 Helvetica,深度为 5 毫米,通常可提供良好的可读性和加工结果。此外,许多数控机床都使用这些常见字体进行了预编程,从而使加工过程变得更容易,无需额外的编程或复杂的设置。
底切
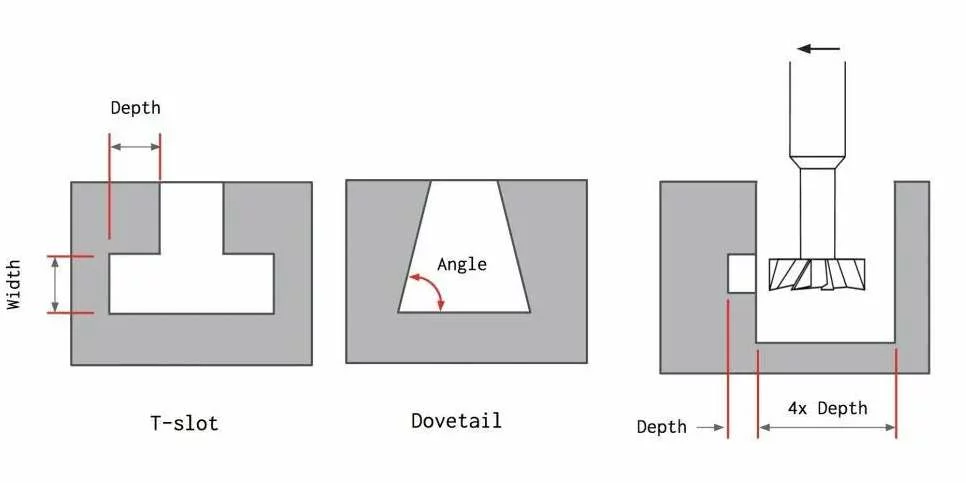
底切是工件上标准垂直切削刀具无法直接到达的特征,通常是因为部分表面被阻挡。这些区域需要专门的加工工具。底切主要有两种类型:T 形槽和燕尾槽。
T 形槽 是一种常见的底切形状,类似于字母“T”。用于加工 T 形槽的刀具由水平切削刃和垂直轴组成,使其能够在有限的空间内有效地切削底切部分。底切的宽度通常在3mm至40mm之间。建议使用标准尺寸(例如整数毫米或常见的分数英寸),因为这些尺寸更有可能与现成的工具匹配,从而避免与定制工具相关的额外成本和时间。
设计 T 形槽时,一个好的经验法则是提供相当于底切深度四倍的间隙,确保刀具有足够的操作空间。值得注意的是,标准底切刀具的切削深度通常受到刀具设计的限制,因为切削直径与轴直径之间的典型比率为 2:1。这意味着底切的加工深度是有限的,在设计过程中应考虑到这一点。
燕尾槽 形状像燕子尾巴,有一个小角度,通常用于需要强力机械联锁的应用。虽然市场上有各种角度(从5度到120度)的工具,但45度和60度工具是标准且常用的。
CNC 加工设计的其他规则
使用大直径或标准直径的刀具 :设计可使用大直径或标准直径刀具加工的零件,以确保更快的加工速度并避免需要专用刀具。
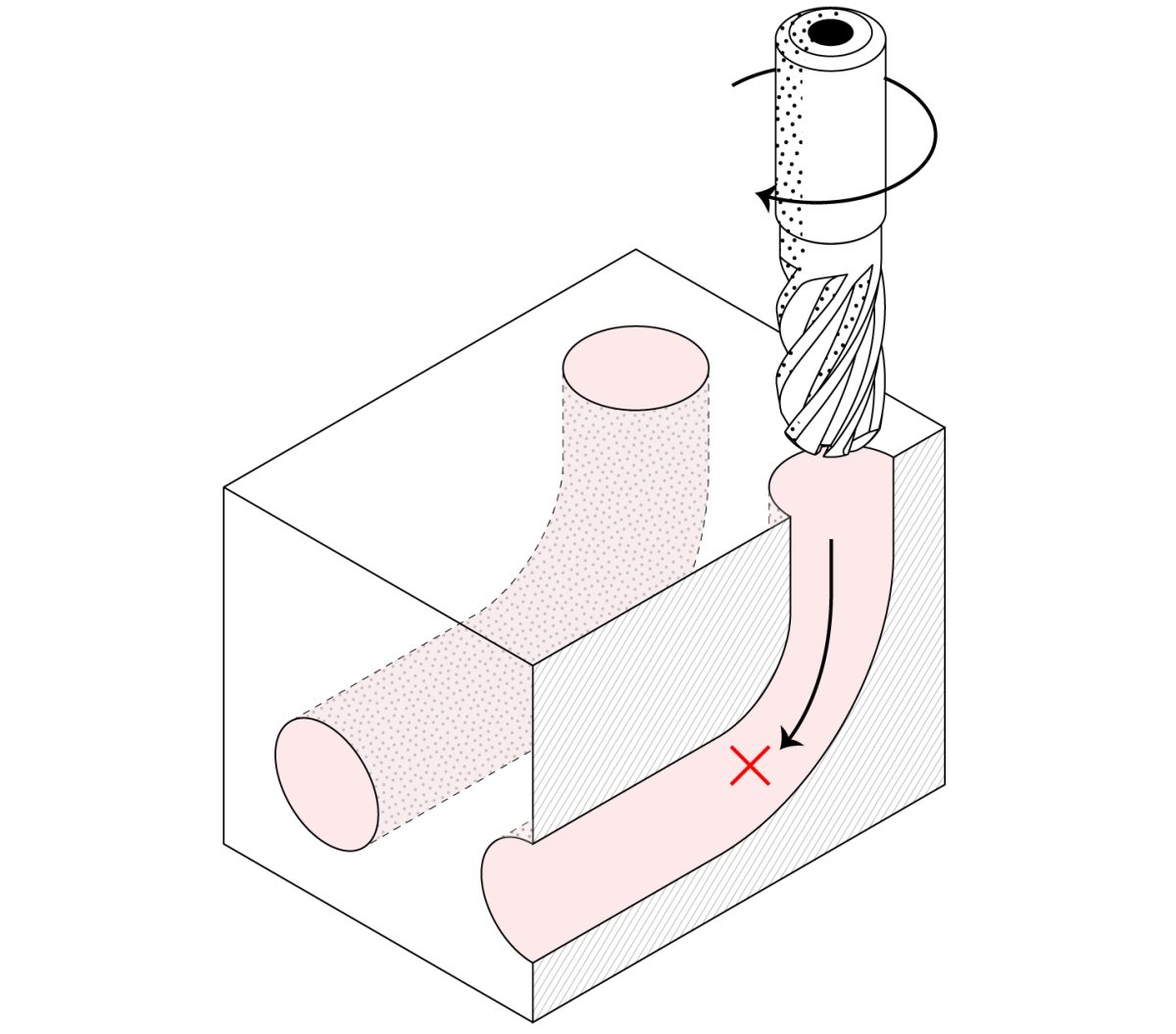
避免无法加工的特征: 某些特征(例如弯曲孔)无法通过标准 CNC 铣床、车床或钻头加工。如果您的设计需要此类功能,请考虑使用放电加工 (EDM)。
深思熟虑地指定公差 :如果您未在设计中指定公差,制造商通常会使用标准 ISO 2768 等级。虽然现代 CNC 机床可以实现比 ISO 2768 规定的更严格的公差,但应避免不必要的严格公差,因为它们会增加时间和成本。
优先考虑功能而非美观: 关注基本功能的准确性而不是美观。美观的增强最好通过后加工工艺来实现。
避免平底孔: 平底孔需要高级加工,并且可能会在铰孔等后续操作中引起问题。
确保孔的垂直度: 钻孔时,确保入口面和出口面垂直于钻头轴线。这可以防止钻尖漂移并降低孔出口周围毛刺去除的难度。
使用 Chiggo 将您的 CNC 设计转变为机加工零件
数控加工提供了令人难以置信的多功能性,但并非所有设计都可以轻松转化为实体产品。设计过程中的每一个细节都需要仔细的考虑和验证。当您准备好将您的想法变为现实时,Chiggo 随时为您提供帮助!
我们是一家数控加工设计和制造公司,拥有十多年为各行业制造产品和零部件的经验。我们的专家设计师、工程师和机械师团队不仅可以优化您的设计,还可以简化制造流程,确保更快的交货时间和具有竞争力的价格。只需上传您的设计 ,您将很快收到免费的 DFM(可制造性设计)报告。