Over the various types of machining processes, sometimes we would like to have a machining method to achieve non-contact between the tool and the workpiece. Naturally, we’ll think of electrical discharge machining (EDM).
The origin of EDM can be traced back to the late 18th century. A pioneer named Joseph Priestley who observed that electrical discharges removed material from the electrodes in his experiments. This phenomenon is also known as electro-discharge erosion. In the 1940s, the process of was independently developed by two researchers: Soviet physicist B. R. Lazarenko and American engineer Harold Stark. However, it wasn't until the 1960s that commercial EDM machines became available, leading to widespread industrial adoption of the process.
These early machines paved the way for the development of Wire Electrical Discharge Machining (Wire EDM) in the late 1960s and early 1970s, which further revolutionized precision machining capabilities. Since then, EDM technology has undergone significant evolution and is now a common method for producing complex shapes and features across various industries, including aerospace, automotive, and medical manufacturing.
In this article, we’ll explore wire EDM in detail, discussing its working mechanism, suitable materials, and various applications. We hope it provides you with a comprehensive understanding.
What Is Wire EDM?
For better understanding of wire EDM, let’s first make clear how electricity discharges in EDM.
Electric Discharge Machining (EDM) is a precise machining process where electrical discharges/sparks are generated to remove material from a workpiece. It typically involves creating electrical sparks between two electrodes. One of the electrodes is known as the tool-electrode, commonly referred to as the tool or electrode, while the other is called as the workpiece-electrode, or workpiece.
By applying high-voltage pulse currents between the electrode and workpiece, sparks or electric discharges are generated, causing material on the workpiece surface to undergo melting and vaporization, thereby achieving material removal. The gap between the electrode and the workpiece is regulated by adaptive control system, keeping a stable distance between the electrodes. This ensures consistent and precise material removal rates, and maintains optimal machining conditions even as electric discharges occur up to millions of times per second.
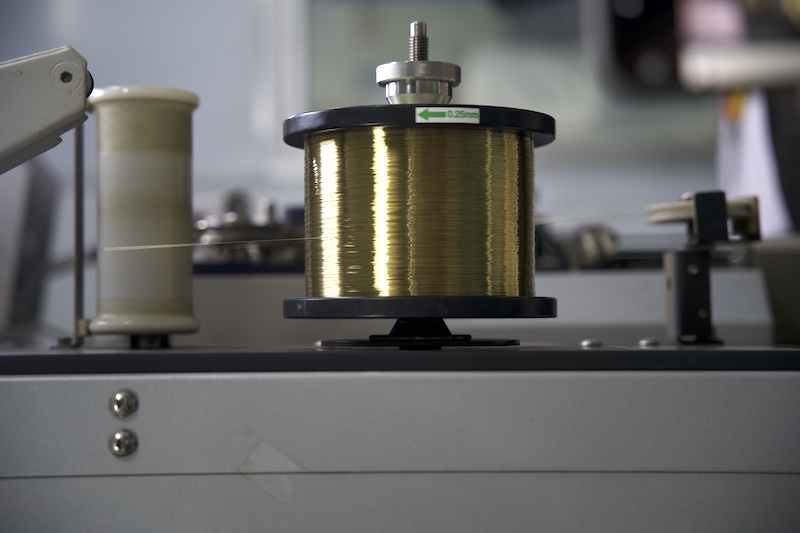
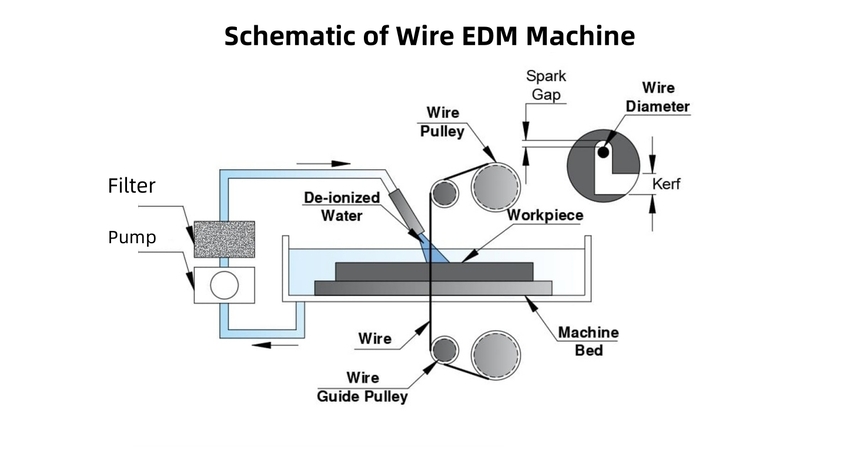
In a wire EDM machine, two electrodes are the wire and the workpiece. The wire is usually made of brass or stratified copper, and the diameters typically range from 0.1 and 0.3 mm. It acts as the cutting tool controlled by CNC and can avoid any mechanical contact with the workpiece during the wire EDM cutting process.
In brief, wire EDM is a non-contact subtractive manufacturing process that uses a thin electrode wire with a dielectric fluid to cut or shape a workpiece, typically a conductive material, by following a precisely programmed path.
What Kind of Wires Are Used in EDM Machines?
In EDM machines, below several types of wires are often used.
Brass Wires
Brass is the most commonly used wire material in wire EDM due to its good electrical conductivity and relatively low cost. It's suitable for general-purpose EDM work, striking a fine balance between cost-effectiveness and performance.
Copper Wires
Copper wires are chosen for their superior electrical conductivity compared to brass. They are particularly useful for precision machining and where higher cutting speeds are required. However, copper is generally more expensive than brass.
Molybdenum and Tungsten Wires
These materials are used in situations requiring very high precision and excellent thermal stability. They are more expensive and typically reserved for specialized applications due to their high melting points and mechanical strength.
Coated Wires
These wires are typically core wires made of brass or copper that are coated with another material such as zinc or a layer of diffusion-annealed copper. The coating helps improve the wire's conductivity and wear resistance, leading to better machining performance and longer tool life. Zinc-coated wires, for example, are known for achieving better surface finishes and faster cutting speeds.
These types of wires are used in EDM machines depending on factors such as the specific material being machined, the desired surface finish, and the level of precision. Whatever the wire type, the wire is disposable, being discarded after one use, because it deteriorates or breaks down during the electrical discharge process. Good maintenance and careful handling of the wires are important for optimizing setup, ensuring uninterrupted production, and minimizing issues like breakages or compromised precision.
How Does Wire EDM Work?
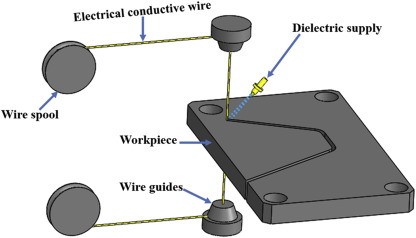
Wire EDM is a precise machining process used primarily for cutting intricate contours or cavities in various hard conductive materials, such as metals. Here’s how it works:
As the wire and workpiece are submerged in a dielectric fluid (deionized water or oil), by connecting power supply, the wire is rapidly charged to a desired voltage. Once the voltage reaches the correct level, a spark bridges the gap between the wire and the workpiece, melting a small portion of the material.
It's essential to either drill a hole in the workpiece or start cutting from the edge. Within the machining area, each discharge forms a crater in the workpiece and impacts the wire. By inclining the wire, it becomes feasible to create parts with taper or varying profiles at both the top and bottom.
This process is conducted in a dielectric liquid to prevent overheating and remove debris, resulting in the formation of tiny craters on the workpiece surface. As programmed, these repeated discharge occurrences continue until the desired shape of the part is produced.
Advantages of Wire EDM
Compared to other metal cutting processes, wire EDM has many advantages. Below are the most prominent ones:
High precision
Wire EDM can achieve extremely high machining precision, typically reaching positional accuracy of a few microns. Specialized high-precision machines can achieve accuracy of 10 millionths of an inch (0.000001"). It's common for cut parts to uphold tolerances as tight as 0.0001".
The precise and accurate cutting of wire EDM offers two outstanding merits: 1) It eliminates the need for further processing and finishing of the workpiece. 2) It leaves no burrs or distortion.
All metals adaptability
Wire EDM can machine conductive materials of varying hardness and brittleness. It's particularly well-suited for cutting heat-treated materials, like pre-hardened die steels, titanium, stainless steels, tungsten, and molybdenum.
Low distortion
Wire EDM is a non-contact machining method. Since the cutting process uses electrical sparks and does not involve physical contact between the tool and the workpiece, there’s minimal risk of mechanical stress, heating impact, or warping of the workpiece. This is particularly beneficial for machining delicate or fragile materials.
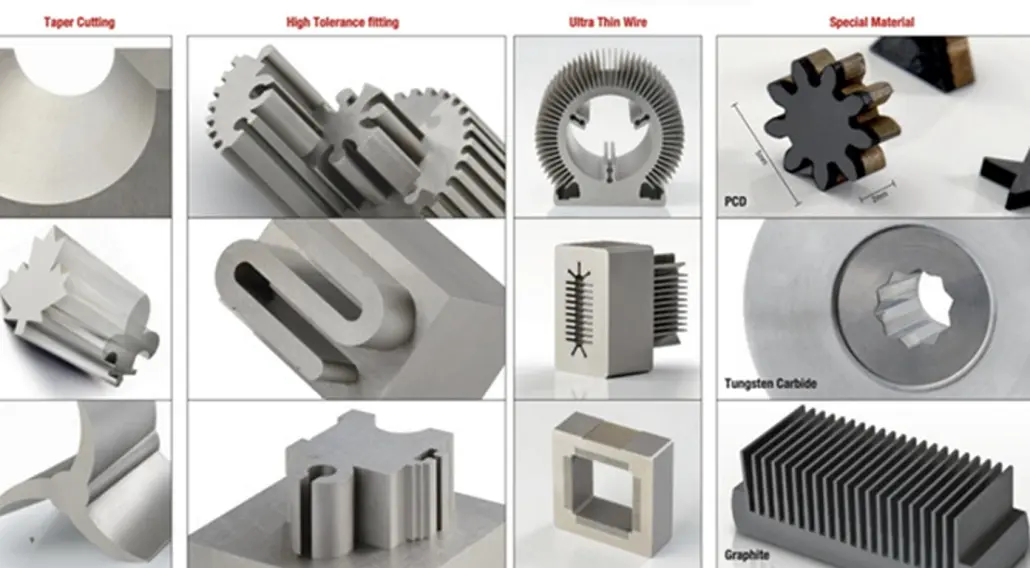
Versatility in shapes and angles
The wire can be operated to create varied angles and complex geometries, including tapered or contoured shapes. Wire EDM is applicable in machining small parts and for cutting sharp corners with minimal radius.
Refinement of processing
Wire EDM is excellent for producing fine threads in hard materials, a task often challenging with conventional machining. Additionally, Wire EDM demonstrates efficiency in stacking, stringing, and nesting multiple parts.
Limitations of Wire EDM
Despite its numerous advantages, wire EDM also has some limitations.
Material Limitation
Only conductive materials are eligible for machining with wire EDM, making it unsuitable for plastics, composites, or natural materials.
Slow Material Removal Rate
Compared to some other machining processes like milling or turning, wire EDM typically has a slower material removal rate.
High Equipment and Maintenance Costs
Wire EDM machines are expensive to purchase and maintain. Additionally, the wires are discarded after one use, and the expenses of wire electrodes and other consumables add to operating costs.
Applications of Wire EDM
With its specialized machining process and advantages, wire EDM is used in many areas. Here are some common applications:
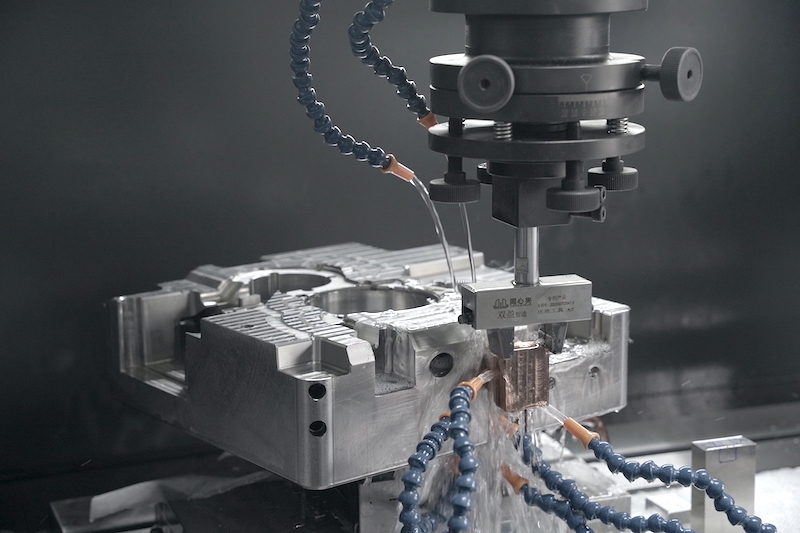
Tool and Die Making
Wire EDM is widely used in fabricating molds, dies, and punches for various industries. It becomes indispensable in crafting complex tooling components owing to its precision and adeptness in intricate shaping.
Aerospace
Aerospace components, especially those made from exotic alloys, require high precision and reliability to ensure safety and performance in aerospace applications. Wire EDM is capable of machining parts with tight tolerances while maintaining accuracy and consistency. Moreover, wire EDM can offer repeatable results and advanced quality assurance measures in the production of aerospace parts like turbine blades, tiny nozzles and engine components.
Medical
The medical industry often requires small, intricate components made from hard materials like titanium and stainless steel. Wire EDM can produce these parts with high precision and complete the cutting of intricate geometries, such as tiny structures and holes on dental implants and surgical instruments.
Automotive
Wire EDM is employed in the automotive sector for producing precision components like gears, fuel injectors, and engine parts. It's particularly useful for manufacturing prototypes and small production runs of specialized automotive parts.
Work with Chiggo for Your Wire EDM Projects
Until now, we have an overall understanding of wire EDM. Considering your projects, would it be suitable to be machined by wire EDM? Please don’t hesitate to contact us if you have any questions.
With over ten years of machining experience, Chiggo offers a wide range of manufacturing capabilities, including CNC machining and other value-added services for all of your prototyping and production needs. Contact us to request an instant quote!
Components of A Wire EDM Machine
A Wire Electrical Discharge Machining (Wire EDM) machine typically consists of several key components, including:
Worktable
The worktable holds the workpiece in place and allows for precise movement in multiple axes (typically X, Y, and Z axes). This movement enables the wire electrode to cut intricate shapes and contours.
Power Supply
The power supply generates the electrical energy necessary to create the spark discharges between the wire electrode and the workpiece. It controls the voltage, current, and pulse duration of the electrical discharge.
Wire
The thin metallic wire used as an electrode to cut the workpiece. This wire is usually made of brass, copper, or tungsten, and it serves as the tool through which electrical discharges occur.
Electrodes
In a wire EDM machine there are two electrodes, separately referring to the wire (cathode) and the workpiece (anode).
Dielectric Medium
A dielectric fluid, such as deionized water, is used to flush away debris and maintain a stable electrical discharge between the wire and the workpiece. It also helps to cool the workpiece and wire during the machining process.
Control System
The control system comprises software and hardware components that enable operators to input machining parameters, control machine movements, and monitor the machining process. It includes interfaces such as a control panel or computer interface.
Wire Guides and Tensioning System
Wire guides ensure that the wire electrode remains straight and properly aligned during machining. The tensioning system maintains the appropriate tension on the wire to prevent breakage and ensure consistent cutting performance.
Automatic Wire Threader
Some advanced Wire EDM machines feature an automatic wire threading system, which assists in threading the wire electrode through the workpiece accurately, saving time and reducing manual labor.
Filtration System
The dielectric fluid used in Wire EDM machining can become contaminated with debris from the machining process. A filtration system removes these contaminants, ensuring the dielectric fluid remains effective.
FAQ
1. Besides Wire EDM, what are the other types of EDM available?
Besides Wire EDM, there are two other primary types of Electrical Discharge Machining (EDM) processes, each utilizing the same basic mechanism of removing material through electrical discharges between a tool electrode and a workpiece, both submerged in a dielectric fluid:
Sinker EDM: Also known as conventional EDM or ram EDM, this type uses a pre-shaped electrode, typically made of graphite or copper, that mirrors the desired cavity in the workpiece. For example, a pyramid-shaped electrode would be used to create a corresponding pyramid-shaped cavity. Sinker EDM is commonly used to manufacture molds, dies, and components with complex 3D geometries. It is especially effective for forming cavities or intricate shapes in tools for plastic injection molding, die casting, and forging.
Hole Drilling EDM or Fast Hole EDM: This method employs a rotating tubular electrode to erode material, enabling high-speed drilling of accurate holes with tight tolerances. It is specifically used for creating small, deep, and precise holes, such as cooling holes in turbine blades, fuel injection nozzles, and small orifice openings.
2. What is the difference between EDM and wire cut EDM?
The primary difference between EDM (commonly referring to Sinker EDM) and wire cut EDM lies in the type of electrode used, which directly influences their applications. Wire cut EDM uses a continuous thin wire as an electrode, which is automatically fed through the workpiece. This setup offers high flexibility, allowing for intricate cutting with precision and the ability to cut detailed contours or cavities in various metals.
In contrast, Sinker EDM employs a custom-shaped electrode, typically made of copper or graphite, that is pre-machined to mirror the desired cavity or form. This method is less flexible than wire cut EDM but excels in creating repetitive, precise, and intricate geometries deep within the substrate of a workpiece.