Nos vários tipos de processos de usinagem, às vezes gostaríamos de ter um método de usinagem que conseguisse o não contato entre a ferramenta e a peça. Naturalmente, pensaremos na usinagem por descarga elétrica (EDM).
A origem da EDM remonta ao final do século XVIII. Um pioneiro chamado Joseph Priestley que observou que descargas elétricas removiam material dos eletrodos em seus experimentos. Este fenômeno também é conhecido como erosão por descarga elétrica. Na década de 1940, o processo foi desenvolvido de forma independente por dois pesquisadores: o físico soviético B. R. Lazarenko e o engenheiro americano Harold Stark. No entanto, foi somente na década de 1960 que as máquinas comerciais de EDM se tornaram disponíveis, levando à ampla adoção industrial do processo.
Essas primeiras máquinas abriram caminho para o desenvolvimento da usinagem por descarga elétrica com fio (EDM) no final dos anos 1960 e início dos anos 1970, o que revolucionou ainda mais as capacidades de usinagem de precisão. Desde então, a tecnologia EDM passou por uma evolução significativa e agora é um método comum para produzir formas e características complexas em vários setores, incluindo a indústria aeroespacial, automotiva e médica.
Neste artigo, exploraremos detalhadamente a eletroerosão a fio, discutindo seu mecanismo de funcionamento, materiais adequados e diversas aplicações. Esperamos que ele forneça a você uma compreensão abrangente.
O que é fio EDM?
Para uma melhor compreensão da eletroerosão a fio, vamos primeiro deixar claro como a eletricidade é descarregada na eletroerosão.
A usinagem por descarga elétrica (EDM) é um processo de usinagem preciso onde descargas/faíscas elétricas são geradas para remover material de uma peça de trabalho. Normalmente envolve a criação de faíscas elétricas entre dois eletrodos. Um dos eletrodos é conhecido como eletrodo-ferramenta, comumente referido como ferramenta ou eletrodo, enquanto o outro é chamado de eletrodo-peça ou peça de trabalho.
Ao aplicar correntes de pulso de alta tensão entre o eletrodo e a peça de trabalho, são geradas faíscas ou descargas elétricas, fazendo com que o material na superfície da peça sofra fusão e vaporização, conseguindo assim a remoção do material. A distância entre o eletrodo e a peça é regulada por um sistema de controle adaptativo, mantendo uma distância estável entre os eletrodos. Isso garante taxas de remoção de material consistentes e precisas e mantém condições ideais de usinagem mesmo quando descargas elétricas ocorrem até milhões de vezes por segundo.
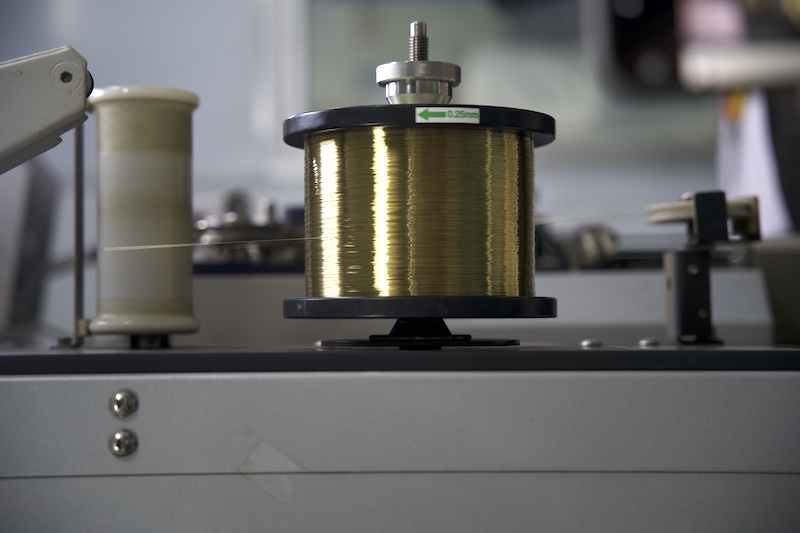
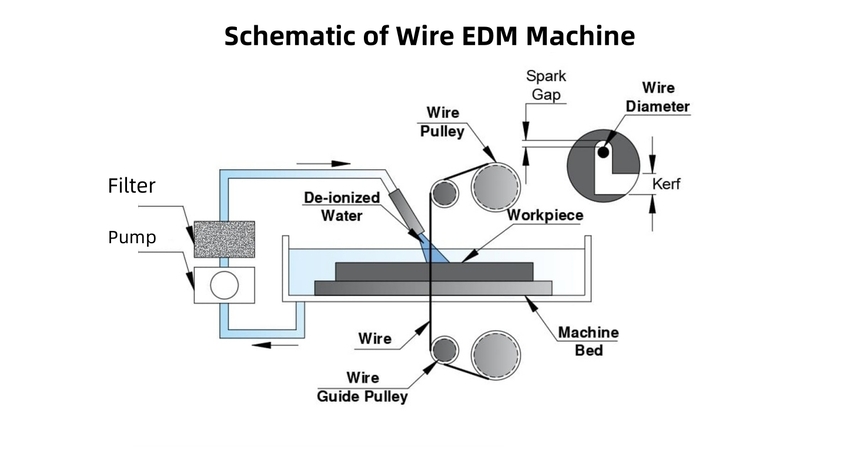
Em uma máquina de eletroerosão a fio, dois eletrodos são o fio e a peça de trabalho. O fio geralmente é feito de latão ou cobre estratificado e os diâmetros normalmente variam de 0,1 a 0,3 mm. Ele atua como ferramenta de corte controlada por CNC e pode evitar qualquer contato mecânico com a peça durante o processo de corte por eletroerosão a fio.
Resumindo, a eletroerosão a fio é um processo de fabricação subtrativo sem contato que usa um fio de eletrodo fino com um fluido dielétrico para cortar ou moldar uma peça de trabalho, normalmente um material condutor, seguindo um caminho precisamente programado.
Que tipos de fios são usados em máquinas EDM?
Em máquinas EDM, abaixo vários tipos de fios são frequentemente usados.
Fios de latão
O latão é o material de fio mais comumente usado na eletroerosão a fio devido à sua boa condutividade elétrica e custo relativamente baixo. É adequado para trabalhos de EDM de uso geral, atingindo um equilíbrio perfeito entre custo-benefício e desempenho.
Fios de cobre
Os fios de cobre são escolhidos por sua condutividade elétrica superior em comparação ao latão. Eles são particularmente úteis para usinagem de precisão e onde são necessárias velocidades de corte mais altas. No entanto, o cobre é geralmente mais caro que o latão.
Fios de molibdênio e tungstênio
Esses materiais são utilizados em situações que exigem altíssima precisão e excelente estabilidade térmica. Eles são mais caros e normalmente reservados para aplicações especializadas devido aos seus altos pontos de fusão e resistência mecânica.
Fios Revestidos
Esses fios são normalmente fios com núcleo feitos de latão ou cobre revestidos com outro material, como zinco ou uma camada de cobre recozido por difusão. O revestimento ajuda a melhorar a condutividade e a resistência ao desgaste do fio, levando a um melhor desempenho de usinagem e maior vida útil da ferramenta. Os fios revestidos de zinco, por exemplo, são conhecidos por alcançar melhores acabamentos superficiais e velocidades de corte mais rápidas.
Esses tipos de fios são usados em máquinas EDM dependendo de fatores como o material específico que está sendo usinado, o acabamento superficial desejado e o nível de precisão. Qualquer que seja o tipo de fio, o fio é descartável, sendo descartado após um uso, pois se deteriora ou quebra durante o processo de descarga elétrica. A boa manutenção e o manuseio cuidadoso dos fios são importantes para otimizar a configuração, garantir uma produção ininterrupta e minimizar problemas como quebras ou comprometimento da precisão.
Como funciona o Wire EDM?
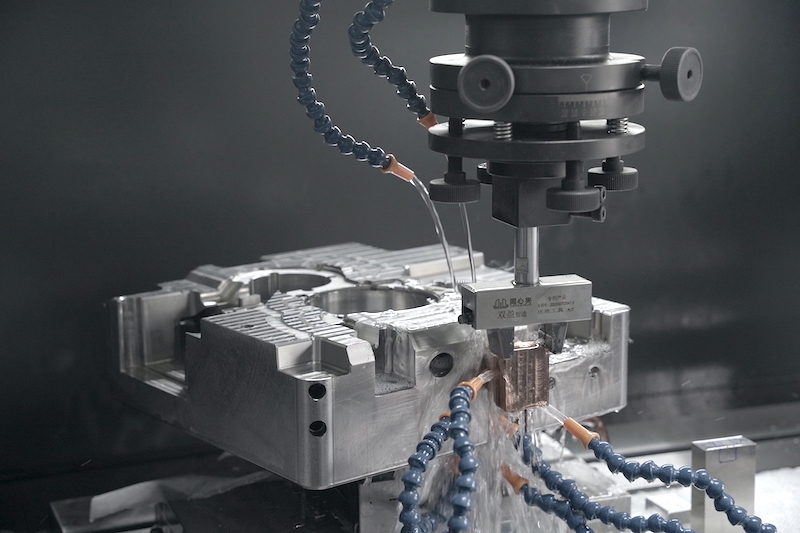
Wire EDM é um processo de usinagem preciso usado principalmente para cortar contornos intrincados ou cavidades em vários materiais condutores duros, como metais. Veja como funciona:
À medida que o fio e a peça de trabalho são submersos em um fluido dielétrico (água deionizada ou óleo), ao conectar a fonte de alimentação, o fio é rapidamente carregado até a tensão desejada. Quando a tensão atinge o nível correto, uma faísca preenche a lacuna entre o fio e a peça de trabalho, derretendo uma pequena porção do material.
É essencial fazer um furo na peça de trabalho ou começar a cortar pela borda. Dentro da área de usinagem, cada descarga forma uma cratera na peça e impacta o arame. Ao inclinar o fio, torna-se viável criar peças com perfis cônicos ou variados tanto na parte superior quanto na inferior.
Este processo é conduzido em um líquido dielétrico para evitar superaquecimento e remover detritos, resultando na formação de pequenas crateras na superfície da peça. Conforme programado, essas ocorrências repetidas de descarga continuam até que o formato desejado da peça seja produzido.
Vantagens da eletroerosão a fio
Comparado a outros processos de corte de metal, a eletroerosão a fio tem muitas vantagens. Abaixo estão os mais proeminentes:
Alta precisão
A eletroerosão a fio pode atingir uma precisão de usinagem extremamente alta, normalmente atingindo uma precisão posicional de alguns mícrons. Máquinas especializadas de alta precisão podem atingir precisão de 10 milionésimos de polegada (0,000001"). É comum que peças cortadas mantenham tolerâncias tão estreitas quanto 0,0001".
O corte preciso e exato do fio EDM oferece dois méritos notáveis: 1) Elimina a necessidade de processamento e acabamento adicionais da peça. 2) Não deixa rebarbas ou distorções.
Adaptabilidade a todos os metais
A eletroerosão a fio pode usinar materiais condutores de dureza e fragilidade variadas. É particularmente adequado para cortar materiais tratados termicamente, como aços pré-endurecidos, titânio, aços inoxidáveis, tungstênio e molibdênio.
Baixa distorção
Wire EDM é um método de usinagem sem contato. Como o processo de corte utiliza faíscas elétricas e não envolve contato físico entre a ferramenta e a peça, há risco mínimo de estresse mecânico, impacto de aquecimento ou empenamento da peça. Isto é particularmente benéfico para usinagem de materiais delicados ou frágeis.
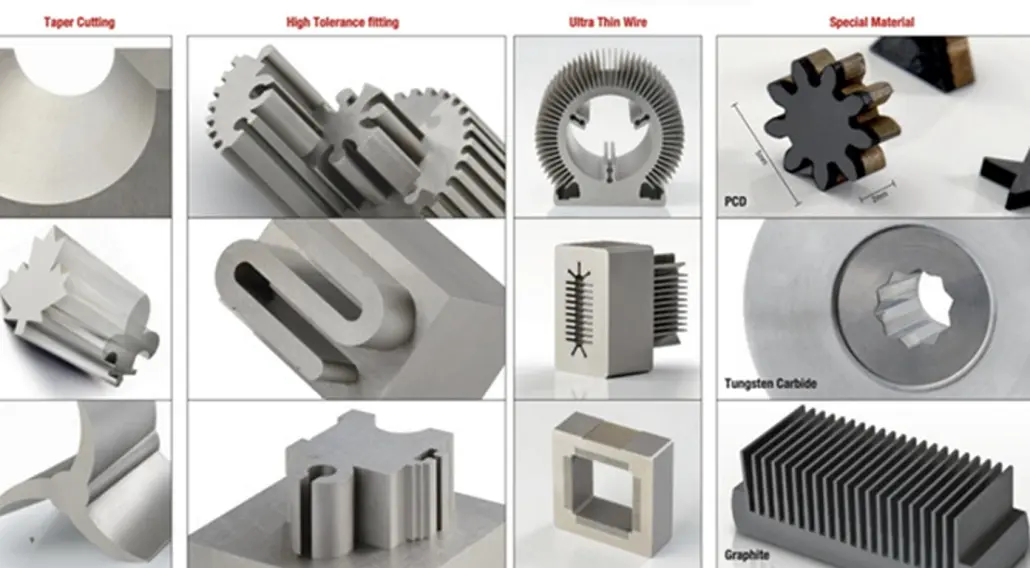
Versatilidade em formas e ângulos
O fio pode ser operado para criar ângulos variados e geometrias complexas, incluindo formas cônicas ou contornadas. A eletroerosão a fio é aplicável na usinagem de peças pequenas e no corte de cantos vivos com raio mínimo.
Refinamento do processamento
A eletroerosão a fio é excelente para produzir roscas finas em materiais duros, uma tarefa muitas vezes desafiadora na usinagem convencional. Além disso, o Wire EDM demonstra eficiência no empilhamento, amarração e agrupamento de múltiplas peças.
Limitações do Wire EDM
Apesar de suas inúmeras vantagens, a eletroerosão a fio também apresenta algumas limitações.
Limitação de Materiais
Somente materiais condutores são elegíveis para usinagem com eletroerosão a fio, tornando-o inadequado para plásticos, compósitos ou materiais naturais.
Taxa lenta de remoção de material
Em comparação com alguns outros processos de usinagem, como fresamento ou torneamento, a eletroerosão a fio normalmente tem uma taxa de remoção de material mais lenta.
Altos custos de equipamentos e manutenção
As máquinas Wire EDM são caras para comprar e manter. Além disso, os fios são descartados após um uso, e as despesas com eletrodos de fio e outros consumíveis aumentam os custos operacionais.
Aplicações de Wire EDM
Com seu processo de usinagem especializado e vantagens, a eletroerosão a fio é usada em muitas áreas. Aqui estão algumas aplicações comuns:
Fabricação de ferramentas e matrizes
Wire EDM é amplamente utilizado na fabricação de moldes, matrizes e punções para diversas indústrias. Torna-se indispensável na elaboração de componentes de ferramentas complexas devido à sua precisão e habilidade em modelagens complexas.
Aeroespacial
Os componentes aeroespaciais, especialmente aqueles feitos de ligas exóticas, exigem alta precisão e confiabilidade para garantir segurança e desempenho em aplicações aeroespaciais. A eletroerosão a fio é capaz de usinar peças com tolerâncias restritas, mantendo a precisão e a consistência. Além disso, a eletroerosão a fio pode oferecer resultados repetíveis e medidas avançadas de garantia de qualidade na produção de peças aeroespaciais, como pás de turbinas, bicos minúsculos e componentes de motores.
Médico
A indústria médica muitas vezes exige componentes pequenos e complexos feitos de materiais duros como titânio e aço inoxidável. A eletroerosão a fio pode produzir essas peças com alta precisão e completar o corte de geometrias complexas, como pequenas estruturas e furos em implantes dentários e instrumentos cirúrgicos.
Automotivo
Wire EDM é empregado no setor automotivo para a produção de componentes de precisão como engrenagens, injetores de combustível e peças de motor. É particularmente útil para a fabricação de protótipos e pequenas tiragens de peças automotivas especializadas.
Trabalhe com a Chiggo em seus projetos Wire EDM
Até agora, temos uma compreensão geral do Wire EDM. Considerando seus projetos, seria adequado ser usinado por eletroerosão a fio? Não hesite em nos contatar se tiver alguma dúvida.
Com mais de dez anos de experiência em usinagem, a Chiggo oferece uma ampla gama de recursos de fabricação, incluindo usinagem CNC e outros recursos de valor agregado. serviços para todas as suas necessidades de prototipagem e produção. Entre em contato conosco para solicitar um orçamento instantâneo!
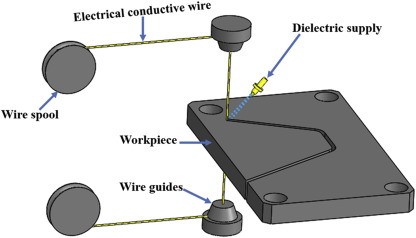
Componentes de uma máquina Wire EDM
Uma máquina de usinagem de descarga elétrica com fio (Wire EDM) normalmente consiste em vários componentes principais, incluindo:
Mesa de trabalho
A mesa de trabalho mantém a peça no lugar e permite movimentos precisos em vários eixos (normalmente eixos X, Y e Z). Este movimento permite que o eletrodo de fio corte formas e contornos complexos.
Fonte de energia
A fonte de alimentação gera a energia elétrica necessária para criar as descargas de faísca entre o eletrodo de arame e a peça de trabalho. Ele controla a tensão, a corrente e a duração do pulso da descarga elétrica.
Arame
O fino fio metálico usado como eletrodo para cortar a peça de trabalho. Esse fio geralmente é feito de latão, cobre ou tungstênio e serve como ferramenta por meio da qual ocorrem descargas elétricas.
Eletrodos
Em uma máquina de eletroerosão a fio existem dois eletrodos, referindo-se separadamente ao fio (cátodo) e à peça (ânodo).
Meio Dielétrico
Um fluido dielétrico, como água deionizada, é usado para remover detritos e manter uma descarga elétrica estável entre o fio e a peça de trabalho. Também ajuda a resfriar a peça e o arame durante o processo de usinagem.
Sistema de controle
O sistema de controle compreende componentes de software e hardware que permitem aos operadores inserir parâmetros de usinagem, controlar os movimentos da máquina e monitorar o processo de usinagem. Inclui interfaces como painel de controle ou interface de computador.
Guias de fio e sistema de tensionamento
As guias de fio garantem que o eletrodo de fio permaneça reto e alinhado corretamente durante a usinagem. O sistema de tensionamento mantém a tensão adequada no fio para evitar quebras e garantir um desempenho de corte consistente.
Enfiador Automático de Fio
Algumas máquinas avançadas de EDM de fio apresentam um sistema automático de rosqueamento de fio, que auxilia na passagem precisa do eletrodo de fio pela peça de trabalho, economizando tempo e reduzindo o trabalho manual.
Sistema de Filtragem
O fluido dielétrico usado na usinagem Wire EDM pode ser contaminado com detritos do processo de usinagem. Um sistema de filtragem remove esses contaminantes, garantindo que o fluido dielétrico permaneça eficaz.
Perguntas frequentes
1. Além da eletroerosão a fio, quais são os outros tipos de eletroerosão disponíveis?
Além da eletroerosão a fio, existem dois outros tipos principais de processos de usinagem por descarga elétrica (EDM), cada um utilizando o mesmo mecanismo básico de remoção de material por meio de descargas elétricas entre um eletrodo da ferramenta e uma peça de trabalho, ambos submersos em um fluido dielétrico:
EDM de chumbada: também conhecido como EDM convencional ou EDM de êmbolo, esse tipo usa um eletrodo pré-moldado, normalmente feito de grafite ou cobre, que espelha a cavidade desejada na peça de trabalho. Por exemplo, um eletrodo em forma de pirâmide seria usado para criar uma cavidade em forma de pirâmide correspondente. Sinker EDM é comumente usado para fabricar moldes, matrizes e componentes com geometrias 3D complexas. É especialmente eficaz para formar cavidades ou formas complexas em ferramentas para moldagem por injeção de plástico, fundição sob pressão e forjamento.
EDM de perfuração de furos ou EDM de furo rápido: Este método emprega um eletrodo tubular giratório para erodir o material, permitindo a perfuração em alta velocidade de furos precisos com tolerâncias restritas. É usado especificamente para criar furos pequenos, profundos e precisos, como furos de resfriamento em pás de turbinas, bicos de injeção de combustível e pequenos orifícios.
2. Qual é a diferença entre EDM e EDM com corte a fio?
A principal diferença entre EDM (comumente referido como Sinker EDM) e EDM com corte a fio está no tipo de eletrodo utilizado, o que influencia diretamente suas aplicações. O EDM de corte de fio usa um fio fino contínuo como eletrodo, que é alimentado automaticamente através da peça de trabalho. Esta configuração oferece alta flexibilidade, permitindo cortes complexos com precisão e a capacidade de cortar contornos detalhados ou cavidades em vários metais.
Em contraste, o Sinker EDM emprega um eletrodo de formato personalizado, normalmente feito de cobre ou grafite, que é pré-usinado para espelhar a cavidade ou formato desejado. Este método é menos flexível do que o EDM com corte a fio, mas é excelente na criação de geometrias repetitivas, precisas e complexas nas profundezas do substrato de uma peça de trabalho.