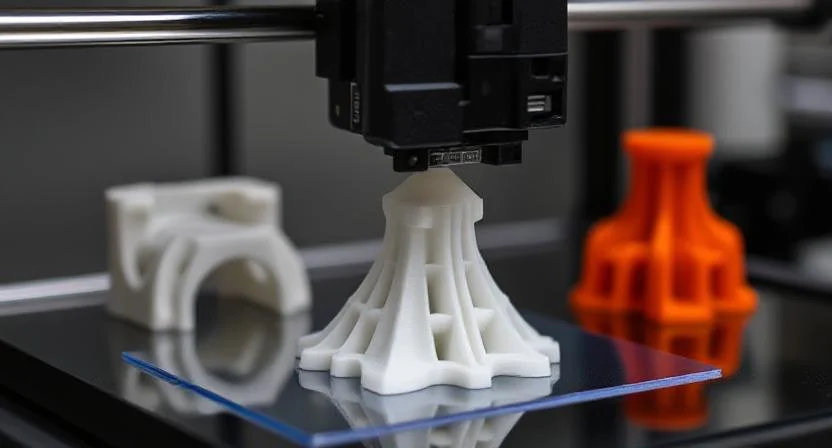
Fused Deposition Modeling (FDM) é um processo de impressão 3D por extrusão de material. Ele funciona alimentando um filamento termoplástico em um bico aquecido, onde derrete e é depositado camada por camada ao longo de um percurso de ferramenta programado para construir a peça. Em essência, uma impressora FDM funciona como uma pistola de cola quente controlada por computador, expelindo finas esferas de plástico derretido que se solidificam rapidamente para formar um objeto tridimensional.
FDM é o método de impressão 3D mais utilizado, principalmente no nível educacional e de consumo. Com a maior base instalada de impressoras em todo o mundo, muitas vezes é o primeiro processo em que as pessoas pensam quando falam sobre impressão 3D. Você também pode ver o termoFabricação de Filamento Fundido (FFF)usado de forma intercambiável. Como “FDM” é uma marca registrada de propriedade da Stratasys, a comunidade de impressão 3D de código aberto adotou “FFF” como alternativa neutra; na prática, ambos os termos descrevem o mesmo processo baseado em extrusão.
Este artigo explica os fundamentos do FDM, incluindo seus prós e contras e as diferenças entre máquinas desktop e industriais. Também abrange os plásticos de impressão comuns e as situações em que o FDM é mais adequado.
Uma Breve História do FDM
Embora o FDM seja hoje o método de impressão 3D mais popular, não foi o primeiro a ser inventado. Na verdade, veio depois da estereolitografia (SLA) e da sinterização seletiva a laser (SLS). Scott Crump registrou a primeira patente FDM em 1989 – três anos após o SLA e um ano após o SLS – e junto com sua esposa Lisa fundou a Stratasys para levar a tecnologia ao mercado.
Ao longo da década de 1990, a Stratasys detinha as principais patentes e posicionou a FDM principalmente para prototipagem industrial. Uma grande mudança ocorreu em 2005 com o Projeto RepRap (Replicating Rapid Prototyper), uma iniciativa de código aberto de Adrian Bowyer que visava criar impressoras auto-replicáveis. Quando as principais patentes FDM expiraram em 2009, esse movimento abriu caminho para o surgimento de empresas como MakerBot, Ultimaker e Prusa Research, tornando as impressoras de mesa acessíveis para amadores e educadores.
Na década de 2010, os sistemas industriais da Stratasys e as impressoras de consumo de empresas inspiradas no movimento de código aberto estabeleceram juntos firmemente o FDM como a tecnologia de impressão 3D mais utilizada no mundo.
Impressoras FDM de mesa versus industriais
Hoje, esta evolução resultou em duas categorias principais de máquinas: sistemas industriais para produção profissional e impressoras de secretária para consumidores e educadores. Suas principais diferenças estão resumidas abaixo:
Propriedade
FDM Industrial
Desktop FDM
Precisão padrão
Cerca de ±0,2–0,3 mm
Cerca de ±0,2–0,5 mm
Espessura típica da camada
0,15–0,3 mm
0,1–0,25mm
Espessura mínima da parede
~1mm
~0,8–1mm
Volume máximo de compilação
Grande (por exemplo, 900 × 600 × 900 mm)
Médio (por exemplo, 200 × 200 × 200 mm)
Materiais comuns
ABS/ASA, PC, Nylon, ULTEM
PLA, ABS, PETG, TPU
Materiais de apoio
Separável e solúvel
Mesmo material ou solúvel (extrusora dupla)
Capacidade de produção
Baixo-médio; lotes repetíveis
Baixo; protótipos e peças únicas
Custo da máquina
$ 50.000 +
US$ 500–US$ 5.000
Como funciona o FDM: processo passo a passo
Uma impressora FDM transforma um design digital em um objeto físico através das seguintes etapas:
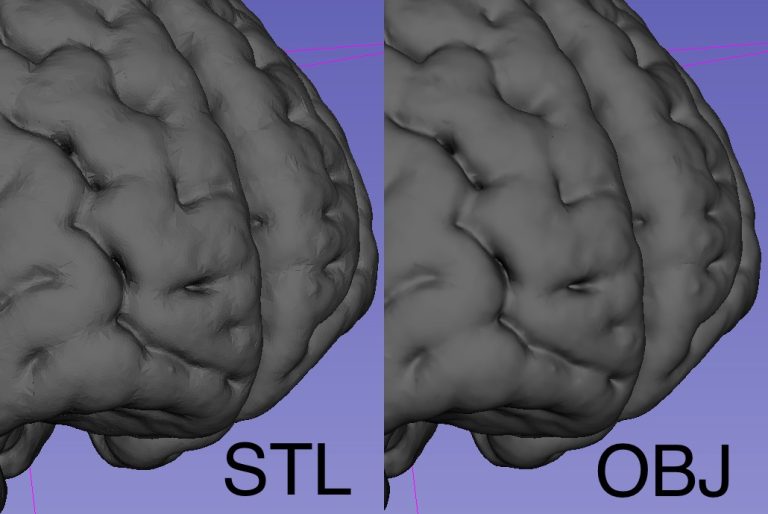
Modelagem 3D:O processo começa com um modelo digital, geralmente criado em software CAD ou baixado de uma biblioteca 3D. O modelo é exportado em um formato comoSTLou OBJ, que define a geometria do objeto.
Fatiamento:O software de fatiamento converte o modelo 3D em uma pilha de camadas bidimensionais e gera os caminhos de ferramenta que a impressora seguirá. Ele também adiciona quaisquer suportes necessários para saliências e gera um arquivo de código G contendo as instruções de impressão. As principais configurações, como altura da camada, velocidade de impressão, densidade de preenchimento e posicionamento do suporte, são escolhidas nesta fase e afetam diretamente a qualidade e a duração da impressão.
Configuração da impressora:O carretel de filamento é carregado na extrusora, que alimenta o material em direção à extremidade quente. A placa de impressão é limpa e nivelada para garantir a adesão adequada da primeira camada e, para materiais como ABS, normalmente é pré-aquecida para reduzir empenamento.
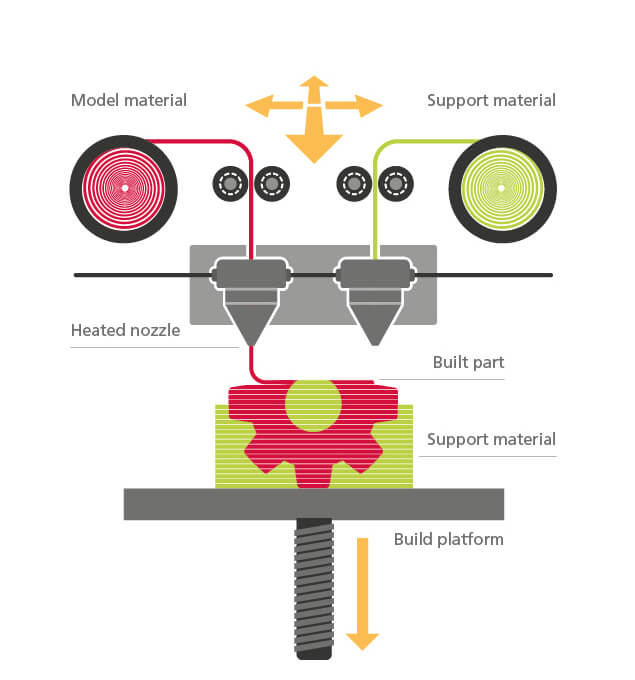
Aquecimento, Extrusão e Deposição de Camadas:Quando o bico atinge a temperatura desejada, a extrusora empurra o filamento para dentro da cabeça aquecida, onde ele derrete. A cabeça de extrusão é montada em um sistema de movimento de três eixos (X, Y, Z) que guia o bico com precisão pela área de construção. À medida que a cabeça se move, ela expulsa fios finos de plástico fundido na placa de construção ao longo de um caminho predeterminado.
Cada nova camada é depositada sobre a anterior. O material esfria e solidifica rapidamente; em muitos casos, ventiladores de resfriamento instalados próximos ao cabeçote de extrusão aceleram esse processo, especialmente para materiais como o PLA. Para preencher regiões mais amplas, o bico faz múltiplas passagens até completar a camada. Então, a plataforma de construção desce ou a cabeça de extrusão sobe uma altura de camada e a máquina inicia a próxima camada. Este ciclo se repete centenas ou milhares de vezes até que toda a peça seja construída.
O material esfria e solidifica quase imediatamente – muitas vezes auxiliado por ventiladores para um resfriamento mais rápido com materiais como o PLA. Para preencher uma área, o bico faz várias passagens, como colorir uma forma com um marcador. Depois que uma camada é concluída, a plataforma de construção abaixa ou o cabeçote de extrusão sobe uma altura de camada e o processo se repete. Camada por camada, a peça é construída de baixo para cima até estar totalmente formada.
Estruturas de Apoio:Para saliências ou pontes, a impressora gera material de suporte para evitar o colapso das seções sem suporte. Estes suportes podem ser impressos no mesmo plástico e posteriormente quebrados, ou num filamento secundário solúvel se a impressora tiver múltiplos bicos.
Pós-processamento:Uma vez depositada a camada final, a peça esfria e é removida da placa de construção. A maioria das impressões FDM exige pouco mais do que a remoção do suporte, mas etapas adicionais de acabamento podem ser aplicadas se for desejada uma superfície mais lisa ou melhor desempenho.
Os métodos comuns de pós-processamento para peças FDM incluem:
Lixar e polir – suaviza as linhas visíveis das camadas e prepara as superfícies para pintura.
Primário e pintura – adiciona cor e melhora a estética da superfície.
Soldagem a frio – usa solventes (como acetona para ABS) ou adesivos para unir as peças ou selar costuras.
Suavização por vapor – expõe a peça a vapores de solvente, derretendo ligeiramente a superfície externa para produzir um acabamento brilhante.
Revestimento epóxi – aplica uma fina camada de resina que preenche lacunas, melhora a resistência e pode tornar as peças estanques.
Chapeamento de metal – adiciona uma camada superficial metálica para durabilidade, condutividade ou efeito visual.
Vantagens e desvantagens do FDM
Prós
Econômico
FDM é geralmente o método de impressão 3D mais acessível tanto no preço da máquina quanto no custo do material. As unidades de desktop variam de apenas algumas centenas a alguns milhares de dólares, e até mesmo muitos sistemas FDM industriais permanecem mais baratos do que seus equivalentes SLA ou SLS. O filamento é barato, amplamente disponível em muitas marcas e tipos e fácil de obter. Esta baixa barreira de entrada torna o FDM acessível para salas de aula, laboratórios de pesquisa e pequenas empresas.
Velocidade rápida de prototipagem
FDM é excelente para iteração rápida de design. Uma peça pode ser impressa em minutos ou algumas horas, permitindo que as equipes passem do conceito ao protótipo físico durante a noite. Comparado com métodos que exigem longos ciclos de cura ou resfriamento, o FDM reduz os prazos de entrega e acelera o desenvolvimento do produto.
Ampla seleção de materiais
O FDM oferece suporte a uma ampla variedade de termoplásticos, desde opções comuns e acessíveis, como PLA, ABS e PETG, até materiais de engenharia, como nylon, policarbonato e TPU, e até polímeros de alto desempenho, como ULTEM ou PEEK, em sistemas industriais. Essa versatilidade permite que os engenheiros escolham materiais que correspondam aos requisitos de desempenho do produto final.
Escalabilidade (tamanho de impressão)
Ao contrário dos sistemas à base de resina ou pó, que são restritos às dimensões do tanque ou do leito, as máquinas FDM podem ser dimensionadas simplesmente ampliando a estrutura e o sistema de movimento. Essa escalabilidade dá ao FDM uma clara vantagem em relação ao custo e o torna uma solução prática para a produção de grandes protótipos, como componentes automotivos ou modelos arquitetônicos.
Facilidade de uso e pós-processamento simples
Operar uma impressora FDM é simples: carregue o filamento, inicie a impressão e remova a peça quando terminar. O pós-processamento geralmente é limitado ao desprendimento de suportes, ao contrário da impressão em resina, que requer lavagem, cura e manuseio de produtos químicos. Muitas peças FDM estão prontas para uso imediato, sendo necessário acabamento extra apenas para determinados materiais ou aplicações. Outra vantagem é a flexibilidade de cores: com filamentos disponíveis em uma ampla gama de tonalidades, os modelos muitas vezes podem ser impressos em sua aparência final, sem a pintura extra que as impressões em resina normalmente exigem.
Flexibilidade de projeto em resistência e uso de materiais
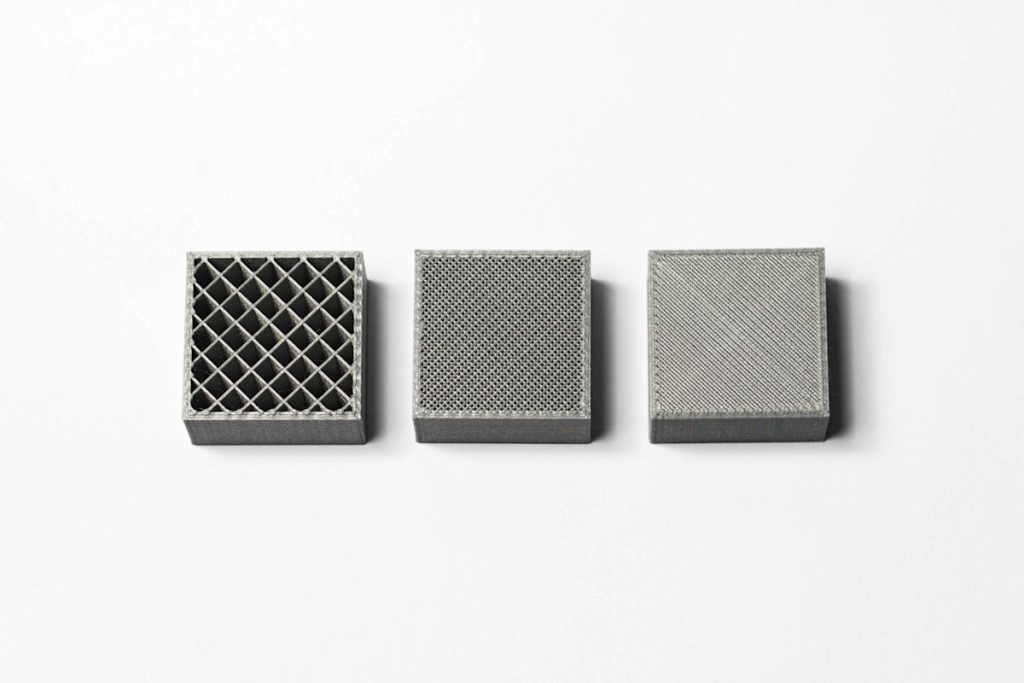
FDM permite que os usuários ajustemdensidade de preenchimentoeespessura da casca, equilibrando tempo de impressão, consumo de material e desempenho mecânico. Essa capacidade de ajuste significa que as peças podem ser otimizadas como protótipos leves ou como componentes funcionais mais fortes. Em sistemas mais sofisticados, também estão disponíveis materiais de suporte solúveis, facilitando o manuseio de geometrias complexas e simplificando o pós-processamento.
Menos desperdício de materiais
O FDM utiliza filamento que é derretido e depositado exatamente onde é necessário, de modo que quase nenhuma matéria-prima é desperdiçada durante a impressão. Isto contrasta com métodos baseados em pó, como SLS ou MJF, onde o pó não utilizado requer manuseio e pode degradar-se após vários ciclos. Com um design inteligente que minimiza ou elimina estruturas de suporte, o FDM pode ser ainda mais eficiente no uso de materiais.
Contras
Resolução Limitada e Acabamento de Superfície
O FDM constrói objetos com linhas de camada visíveis e, mesmo em configurações finas (~0,1–0,2 mm), as superfícies curvas mostram um efeito de “degrau de escada”. O tamanho mínimo do recurso é limitado pelo diâmetro do bico (geralmente ~0,4 mm), portanto, detalhes muito pequenos ou ajustes precisos são difíceis de obter. Como resultado, a aparência ou a precisão com qualidade profissional geralmente exigem pós-processamento: as roscas podem precisar de rosqueamento, os furos podem precisar de alargamento e as superfícies podem precisar de lixamento, pintura ou alisamento a vapor para obter um acabamento polido. A FDM também se esforça para produzir peças totalmente estanques ou herméticas sem vedação adicional.
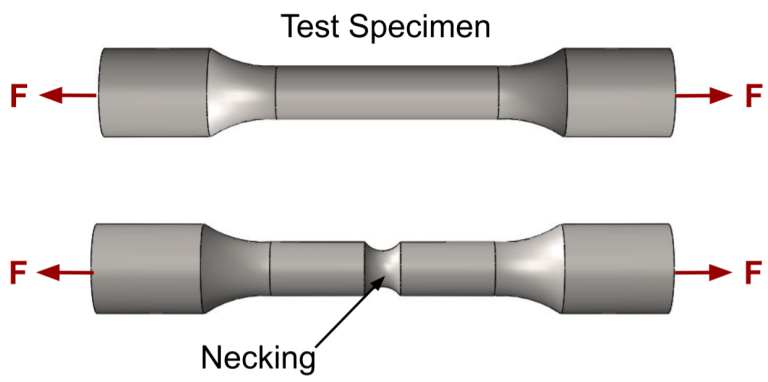
Problemas de anisotropia e adesão de camadas
Como as peças são feitas camada por camada, as impressões FDM são anisotrópicas: significativamente mais fracas ao longo do eixo Z. A ligação entre camadas é menos robusta do que dentro de uma camada, tornando as peças mais propensas a rachar ou delaminar sob tensão aplicada perpendicularmente à direção de construção. Isto limita seu desempenho em aplicações mecanicamente críticas, a menos que a orientação e o preenchimento das peças sejam cuidadosamente otimizados.
Desafios de distorção e precisão
A contração térmica durante o resfriamento pode causar deformações nas peças, com as bordas saindo da placa de impressão ou dobrando peças finas. ABS e Nylon são especialmente propensos a isso, muitas vezes exigindo camas aquecidas ou câmaras fechadas. Mesmo com a calibração, é difícil obter alta precisão dimensional, com tolerâncias normalmente em torno de ±0,1–0,3 mm. Furos e detalhes finos geralmente precisam de ajuste ou usinagem para um ajuste preciso.
Restrições de suporte e geometria
As impressoras FDM exigem estruturas de suporte para saliências mais íngremes que ~45° ou pontes longas. Esses suportes adicionam material, prolongam o tempo de impressão e podem deixar manchas quando removidos. Geometrias internas complexas podem ser impossíveis de imprimir porque os suportes ficariam presos no interior. Embora as máquinas extrusoras duplas com suportes solúveis melhorem a flexibilidade, elas agregam custos e ainda exigem etapas de remoção.
Limitações materiais
Embora o FDM suporte muitos termoplásticos, ainda está limitado a essa classe de materiais. Metais e cerâmicas completas não podem ser impressos diretamente. Polímeros de alto desempenho como PEEK ou ULTEM exigem temperaturas muito altas do bico e da câmara, tornando-os acessíveis apenas em máquinas industriais especializadas. Como resultado, cada impressora FDM só pode lidar com um subconjunto de todo o espectro de materiais.
Demandas de calibração e manutenção
Devido à simplicidade e ao design econômico dos sistemas FDM, os usuários muitas vezes gastam tempo ajustando configurações como nivelamento do leito e altura do bico para obter qualidade consistente. A forte dependência do movimento mecânico significa que é necessária manutenção regular – ajuste da tensão da correia, lubrificação dos trilhos, limpeza das extrusoras e substituição de peças como bicos ou extremidades quentes.
Sensibilidade da matéria-prima
A qualidade de impressão depende muito da qualidade do filamento. A tolerância dimensional deficiente no diâmetro do filamento ou a composição inconsistente podem levar a problemas de extrusão. Além disso, a maioria dos filamentos são higroscópicos; se não forem armazenados adequadamente, eles absorvem a umidade do ar, causando bolhas, mau acabamento superficial ou fraca adesão da camada durante a impressão.
Materiais comuns usados na impressão FDM
Décadas de desenvolvimento na indústria de plásticos criaram uma ampla gama defilamentos de polímero, desde plásticos comuns até polímeros de engenharia especializados.
PLAé o filamento mais popular para impressoras FDM de mesa. É um plástico biodegradável (geralmente à base de amido de milho) fácil de imprimir e produz peças com bons detalhes e qualidade de superfície. Quando maior tenacidade e resistência à temperatura são necessárias,ABSgeralmente é a escolha. No entanto, o ABS é mais propenso a empenar e muitas vezes requer uma base ou câmara aquecida para evitar que os cantos se levantem.
Outra alternativa popular éPETG,que combina a facilidade de impressão do PLA com a durabilidade do ABS. Oferece um bom equilíbrio entre força, flexibilidade e resistência química.
Máquinas industriais FDM, por outro lado, utilizam principalmente termoplásticos de engenharia, comoABS,policarbonato (PC), eUltem (PEI). Esses materiais geralmente incluem aditivos para melhorar suas propriedades, tornando-os adequados para aplicações exigentes que exigem alta resistência ao impacto, estabilidade térmica, resistência química ou até mesmo biocompatibilidade.
A tabela abaixo resume os principais prós, contras e aplicações típicas dos materiais de impressão FDM mais comuns:
Material
Prós
Contras
Aplicativos comuns
PLA
Fácil de imprimir; ótimos detalhes e acabamento superficial. Deformação biológica e mínima.
Frágil; baixa resistência ao calor (deforma-se a ~60 °C). Não é ideal para peças de suporte de carga.
Protótipos visuais, modelos, educação, projetos de hobby
ABS
Forte e durável; maior resistência à temperatura (~100 °C). Pode ser pós-processado (por exemplo, suavização com acetona).
Propenso a empenar sem cama/câmara aquecida. Emite fumos (necessita de ventilação). Um pouco mais difícil de imprimir que o PLA.
Protótipos funcionais, gabinetes, peças automotivas, produtos de consumo
PETG
Boa resistência e adesão de camadas; imprime facilmente com baixa deformação. Resistente à umidade e produtos químicos; muitas vezes seguro para alimentos.
Um pouco menos rígido que o ABS; superfície pode atrair cordas se as configurações não estiverem ajustadas.
Alta resistência à tração e tenacidade; desgaste e resistente a produtos químicos. Alguma flexibilidade (para dobradiças) e grande durabilidade.
Absorve a umidade (o filamento deve ser mantido seco). Precisa de altas temperaturas de impressão e gabinete para reduzir empenamento.
Engrenagens, rolamentos, clipes, gabaritos e acessórios, protótipos estruturais
TPU (flexível)
Muito flexível e elástico – pode criar peças semelhantes a borracha. Boa absorção de impacto.
É difícil imprimir com precisão em alta velocidade (são necessárias impressões lentas). O filamento macio pode ficar preso em algumas extrusoras não projetadas para flexíveis.
Juntas, vedações, capas de telefone, rodas/pneus, modelos médicos
Policarbonato (PC)
Excelente resistência ao impacto; maior resistência ao calor (~110 °C). Adequado para peças funcionais resistentes.
Requer altas temperaturas da impressora; propenso a deformar/rachar se for resfriado muito rápido. Geralmente precisa de uma impressora fechada de nível industrial.
Ferramentas industriais, caixas de proteção, componentes automotivos
PEI/ULTEM
Alto desempenho: grande resistência ao peso, retardador de chama, funciona até ~170 °C. Usado na indústria aeroespacial, automotiva.
Material muito caro; imprime apenas em máquinas de última geração devido a requisitos extremos de temperatura.
Peças aeroespaciais, componentes automotivos sob o capô, dispositivos médicos
Quando usar FDM
Dados os pontos fortes e as limitações discutidas, aqui estão alguns casos típicos em que o FDM é a escolha mais adequada em comparação com outros métodos:
Custo ou velocidade é a principal preocupação:Se você precisa de um protótipo de forma rápida e barata, o FDM é difícil de superar. Você pode passar do CAD para uma peça física no mesmo dia sem gastar muito. Perfeito para prototipagem em estágio inicial, projetos de estudantes e construções de hobby, onde a iteração acessível é mais importante do que a perfeição.
O tamanho da peça é grande:As impressoras FDM de grande formato podem lidar com peças que seriam extremamente caras ou impossíveis em cubas de resina ou leitos de pó. Pense em modelos arquitetônicos, invólucros em tamanho real ou grandes protótipos funcionais – o FDM pode ser ampliado com mais facilidade e com menor custo.
Protótipos Funcionais em Plásticos Reais:Quando você precisa que o protótipo se comporte como uma peça plástica de produção – por exemplo, um clipe que deve flexionar sem quebrar ou uma montagem que deve suportar o calor – o FDM com ABS, PC ou Nylon é ideal. Essas peças podem ser perfuradas, parafusadas e testadas em condições de trabalho onde as impressões em resina podem falhar.
Ferramentas personalizadas, gabaritos ou peças de reposição:A FDM se destaca na produção de peças únicas ou de baixo volume, adaptadas a necessidades específicas. Um gabarito personalizado para montagem? Um botão de substituição para equipamento? Imprima durante a noite e coloque-o para funcionar. Para muitos usos moderados, as impressões FDM podem servir como peças reais de uso final.
Ambientes Educacionais e Domésticos:FDM é a opção de impressão 3D mais fácil de usar e segura em salas de aula, makerspaces e residências. O PLA e filamentos similares são fáceis de manusear, permitindo que os alunos se concentrem no design e na engenharia. O baixo custo por peça também incentiva a experimentação e a iteração.
Quando o pós-processamento deve ser mínimo:Se você precisar de uma peça direto da impressora com pouco trabalho extra, o FDM é adequado. Basta remover os suportes e a peça estará pronta para ser manuseada. Para demonstrações e workshops, esse imediatismo torna o FDM especialmente prático.
Serviços de impressão 3D FDM da Chiggo
A Chiggo oferece impressão 3D FDM sob demanda para protótipos e execuções de produção. Podemos entregar peças FDM de alta qualidade em apenas alguns dias.Carregue seus arquivos CADpara receber um orçamento instantâneo. Para mais detalhes ou para discutir suas necessidades com nossa equipe, entre em contato conosco hoje mesmo.