A resistência à tração final (UTS) é uma medida da tensão máxima que um material pode suportar antes de quebrar. O UTS é geralmente encontrado realizando um teste de tração e registrando a tensão de engenharia versus a curva de deformação. Como umpropriedade intensiva, UTS é essencial para comparar o desempenho dos materiais sob tensão. Ajuda os engenheiros a selecionar materiais apropriados para estruturas e componentes que devem resistir a cargas de tração sem falha.
Este artigo explorará o que é a resistência à tração final, como é testado e calculado, bem como suas aplicações.
O que é a melhor força de tração?
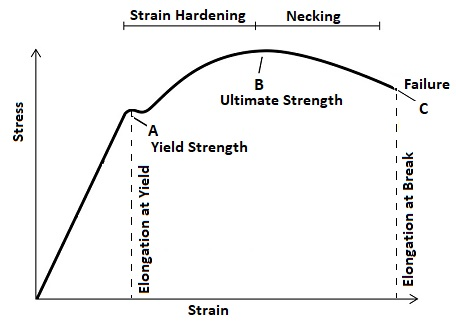
A resistência à tração final (UTS), também conhecida como resistência à tração ou força final, é a quantidade máxima de tensão de tração (puxando ou alongamento) que um material pode suportar antes de quebrar. Durante um teste de tração, um material sofre inicialmente deformação elástica; Depois de exceder seu ponto de rendimento, continua a deformar plasticamente até atingir a tensão máxima. O UTS representa o pico de estresse na curva de tensão -engenharia, refletindo a maior resistência do material de ser separado.
Como mostrado no diagrama, o ponto B é a resistência à tração final. Após esse ponto, em materiais dúcteis, a amostra passa por uma escalada, levando a uma redução no estresse que ela pode sustentar até a fratura, enquanto os materiais quebradiços podem fraturar quase imediatamente após atingir o UTS sem necessidade significativa.
O UTS é uma métrica-chave para seleção de material para aplicações de suporte de carga e ajuda os engenheiros a garantir que os componentes não falhem catastroficamente sob cargas esperadas máximas. No entanto, como o UTS sozinho não captura a quantidade de deformação permanente, um material pode tolerar, ele deve ser avaliado juntamente com outras propriedades mecânicas, como resistência ao escoamento, resistência à fratura e alongamento para entender completamente o comportamento de um material sob condições realistas de serviço.
Como a força de tração é testada?
A resistência à tração é definida como um estresse, que é medido como força por unidade de área. Você pode avaliar a resistência à tração de um material usando uma máquina de teste de tração, comumente conhecida como Máquina de Teste Universal (UTM). Possui duas garras que mantêm a amostra nas duas extremidades.
Durante o teste, esta máquina aplica uma carga de tração crescente constantemente até que o material fraturas. Ao longo do processo, registra continuamente a força aplicada e o alongamento correspondente da amostra. Os dados de teste produz uma curva de tensão-deformação, a partir da qual o valor máximo de tensão-a resistência à tração final (UTS)-é identificada.
Os resultados deste teste de tração fornecem os principais dados necessários para calcular a resistência à tração. Este cálculo usa a força máxima registrada e a área de seção transversal original da amostra para quantificar o UTS com precisão.
Como a resistência à tração é calculada?
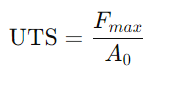
A resistência à tração é calculada dividindo a força de tração máxima que um material pode suportar antes de quebrar sua área de seção transversal original. A fórmula para calcular a força de tração final é:
Força (ou estresse) = força / área
Matematicamente, isso pode ser expresso como:
onde o FMAX é a carga máxima registrada durante um teste de tração e A0 é a área de seção transversal inicial da amostra. Este cálculo fornece a resistência à tração final em unidades de estresse, tipicamente pascals (PA), megapascais (MPA) ou libras por polegada quadrada (psi). Ao relacionar a carga de pico com a área original da amostra, os engenheiros podem comparar diferentes materiais de forma consistente, independentemente de seu tamanho ou forma.
Quais fatores podem afetar a resistência à tração final de um material?
Embora o UTS descreva uma propriedade fundamental da resistência de um material ao estresse de tração, não é um valor fixo ou imutável. Os UTs podem variar amplamente devido a vários fatores de material e processamento. Os seguintes aspectos -chave podem afetar o UTS de um material:
Composição química
Os elementos de liga ou aditivos em um material influenciam diretamente sua ligação atômica, estrutura de fase e força geral. Por exemplo, a adição de carbono ao ferro produz pérolia ou martensita (com precipitados de Fe₃c), o que dificulta o movimento da luxação e eleva os UTs bem acima do de ferro puro. O níquel em aço inoxidável austenítico estabiliza a fase da FCC, que bem trabalha e aumenta a resistência à tração.
Tamanho do grão (microestrutura)
Grãos mais finos geralmente levam a UTs mais altos. Tratamentos térmicos que refinam (encolhem) A estrutura de grãos produz mais limites de grãos, que bloqueiam o movimento da luxação e dificultam o metal. Isso é conhecido como efeito de salão. Por outro lado, grãos grossos (de resfriamento lento ou superaquecimento) dão menor resistência.
Tratamento térmico
O tratamento térmico altera a microestrutura de um material e, portanto, pode alterar bastante seu UTS. Para os aços, a extinção esfria a austenita em martensita dura, aumentando acentuadamente UTs, enquanto o temperamento subsequente alivia as tensões internas e restaura a ductilidade, produzindo um desempenho mecânico mais equilibrado. Por outro lado, o recozimento transforma lentamente a austenita em pérolita e ferrita grossa, suavizando o aço, aumentando a ductilidade e a usinabilidade e normalmente diminuindo o UTS.
Enquanto isso, as ligas de alumínio dependem do tratamento da solução seguido pelo envelhecimento (endurecimento da precipitação), no qual precipita finos formam e obstrui o movimento de deslocamento para melhorar a UTS.
Defeitos e deslocamentos
Imperfeições dentro do material afetam os UTs. Uma alta densidade de luxações ou pequenas partículas precipitadas pode impedir a deformação e aumentar o UTS (é assim que o endurecimento do trabalho e alguns precipitam o trabalho). No entanto, defeitos maiores, como vazios, rachaduras ou inclusões, atuam como concentradores de estresse que reduzem a UTS. Em geral, uma rede de cristal limpa e sem defeitos (além de defeitos de fortalecimento controlada) tende a resultar em UTs mais altos.
Temperatura
A temperatura operacional tem um forte impacto. A maioria dos materiais se torna mais fraca a temperaturas elevadas (os átomos se movem mais livremente e as ligações enfraquecem), então o UTS diminui com o calor. Por exemplo, o níquel de alta pureza cai de ~ 550 MPa à temperatura ambiente para ~ 350 MPa a 500 ° C. Por outro lado, resfriar um metal (até a temperatura sub -zero ou criogênico) geralmente aumenta o UTS (embora possa se tornar mais quebradiço).
Exemplos da resistência à tração final de diferentes materiais
Abaixo estão os intervalos de UTs típicos de vários materiais de engenharia comuns:
Material (liga/condição)
UTS (MPA)
Aço carbono leve (A36)
400–550
Aço de alto carbono (1090)
696–950
Aço inoxidável (304/18-8)
510–620
Alumínio (6061-t6)
290-310
Alumínio (7075-T6)
510–538
Titânio (Ti-6al-4V)
900–950
Cobre (puro, 99,9%)
200-250
Brass (C260)
345-485
Aplicações de resistência à tração final (UTS)
O UTS é um indicador-chave ao avaliar a adequação de um material para aplicações estruturais, mecânicas e críticas de segurança. Aqui estão algumas áreas de aplicação típicas em que o UTS desempenha um papel importante:
Engenharia Estrutural
Em pontes, edifícios e outras infraestruturas civis, a UTS ajuda os engenheiros a determinar a capacidade de carga de vigas de aço, vergalhões e outros elementos estruturais. Os engenheiros usam dados UTS para confirmar que os materiais podem suportar cargas máximas de serviço com margens de segurança suficientes.
Aeroespacial
Fuselages de aeronaves, asas e prendedores requerem materiais com UTs altos para resistir a cargas de tração enquanto permanecem leves. Materiais aeroespaciais, como ligas de alumínio de alta resistência, ligas de titânio e compósitos de fibra de carbono são todos selecionados com base nas classificações UTS.
Automotivo
Peças automotivas, incluindo quadros de chassi e componentes de suspensão, confiam na UTS para garantir a atrevida e a durabilidade sob cargas dinâmicas. Aços de alta resistência e ligas leves são comumente escolhidas para essas aplicações.
Vasos de pressão e pipelines
Os materiais com UTs adequados são vitais para vasos de pressão e oleodutos, que transportam gases ou líquidos sob alta pressão interna, ajudando a evitar ruptura ou vazamento. Padrões como a caldeira ASME e o código do vaso de pressão usam o UTS como um parâmetro de design -chave.
Produtos de consumo e prendedores
Mesmo em produtos do cotidiano, a UTS ajuda os engenheiros a especificar materiais para parafusos, parafusos, molas e caixas de plástico, para garantir que eles não falhem durante o uso repetido ou a sobrecarga acidental.
Fatores -chave que afetam o UTS de peças impressas em 3D
O UTS de partes impressas em 3D é muito mais variável do que a dos componentes tradicionalmente moldados ou forjados, porque as propriedades mecânicas são inerentemente anisotrópicas em uma construção camada por camada. Em particular, a adesão entre camadas é mais fraca que a resistência à intralayer, e essa adesão depende de muitos fatores: temperatura de extrusão, velocidade de impressão, reologia do material ou comportamento de cura e orientação de construção. As seções a seguir examinam como cada parâmetro influencia o desempenho trailer e descreve as práticas recomendadas.
Temperatura de extrusão
Determina o quão bem os recém -depositados filamentos se fundem com a camada abaixo. Se a temperatura estiver muito baixa, o filamento não derreterá o suficiente, resultando em falta de fluxo e pequenas lacunas na interface intercalador. Se estiver muito alto, o polímero pode degradar ou se tornar excessivamente fluido, causando recursos de flegagem, amarração ou distorção.
Melhor prática:Defina a temperatura do bico dentro da extremidade superior da faixa de processamento recomendada pelo filamento, normalmente cerca de 5 ° C acima do seu ponto de fusão nominal, e realize ensaios em pequenas etapas (incrementos de +5 ° C) para identificar a temperatura ideal de ligação.
Velocidade de impressão
Controla o tempo de permanência do material quente na camada anterior. Velas rápidas podem resultar em depoimento "frio" que não se fundem completamente; Velocidades muito lentas podem superaquecer e deformar os recursos.
Melhor prática:Velocidade de equilíbrio e fluxo - use uma taxa de viagem moderada que permita que cada cordão fique acima da transição vítrea de seu polímero (ou limiar de cura) por tempo suficiente para se fundir, sem causar bolhas ou amarrar.
Reologia material ou comportamento de cura
Em termoplásticos como PLA, ABS e PETG, a viscosidade derretida determina o quão bem o filamento flui e maca a camada anterior-a viscosidade mais baixa derrete promove a ligação entre os intercaladores mais forte, mas pode comprometer o suporte e os detalhes da superação. Nos processos de fotopolímeros, a química da resina (tipo de monômero, peso molecular) e controle da concentração de concentração do fotoinitador profundidade de cura e densidade de ligação cruzada; A exposição insuficiente leva a fraca adesão da camada.
Melhor prática:Escolha filamentos com fluxo de fusão ideal (por exemplo, PETG sobre PLA rígido) ou resinas formuladas especificamente para forte adesão da camada; Mantenha os materiais higroscópicos secos para manter a reologia consistente.
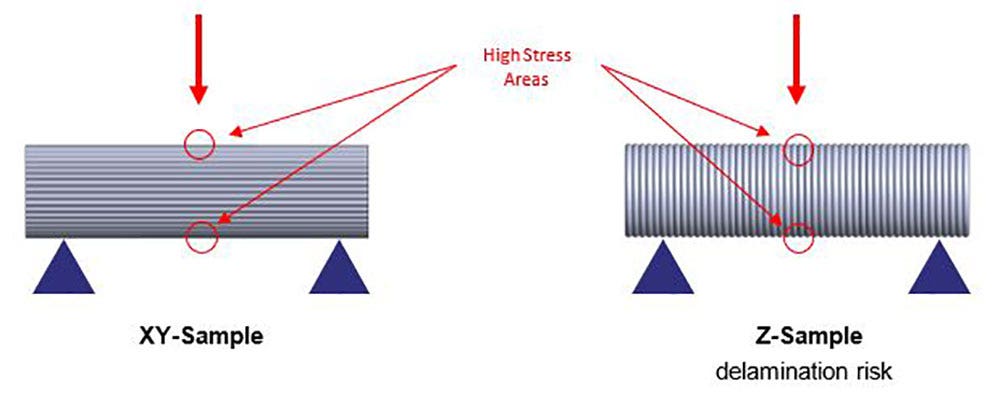
Construir orientação
A adesão entre camadas é mais fraca que as ligações de intralayer, portanto, o UTS é mais alto nos planos X/Y, mas cai significativamente ao longo do eixo Z.
Melhor prática:Alinhe a direção da carga primária paralela às camadas de impressão e evite aplicar cargas principais de tração nas interfaces da camada sempre que possível.
Ter em mente:
Você pode usar o FEA para prever a distribuição de estresse e o UTS antes da impressão, mas a precisão depende do processo: é confiável para métodos isotrópicos quase densos e densos (por exemplo, PBF de metal), mas menos para plásticos FDM/FFF devido à anisotropia e vazios microscópicos.
O desempenho real também varia de acordo com a impressora, o ambiente e o lote de material - as impressoras 3D têm menor repetibilidade do que os métodos tradicionais. Portanto, além da simulação, implemente o monitoramento robusto de processos, a verificação de materiais e os testes de pós-produção. Para peças críticas de segurança ou confiabilidade, os testes físicos de tração são obrigatórios para confirmar UTs e impedir a falha inesperada.
Conclusão
Entre inúmeras aplicações de engenharia, a resistência à tração final (UTS) é um parâmetro crítico na avaliação e comparação de materiais. Desde a compreensão de sua definição até o domínio dos métodos de teste e cálculo, uma sólida compreensão da UTS permite que os engenheiros projetem produtos mais seguros, mais fortes e mais eficientes.
Com nossa experiência emUsinagem CNCe impressão 3D, entregamos componentes que atendem consistentemente às suas especificações da UTS, para que você obtenha a força e o desempenho necessários.Entre em contato conosco hoje!
Perguntas frequentes
1. Qual é a diferença entre deformação plástica e deformação elástica?
A deformação elástica é reversível; O material retorna à sua forma original após a remoção da carga. A deformação plástica é permanente; Uma vez que o estresse excede a força de escoamento, as ligações atômicas reorganizam e o material permanece deformado mesmo após a descarga.
2. Qual é a diferença entre força de escoamento e UTS?
A resistência ao escoamento é o estresse no qual um material transita do comportamento elástico para plástico - além desse ponto, começa a deformação permanente (plástica). A resistência à tração final (UTS) é o estresse máximo que o material pode suportar antes de quebrar.
3. Como o estresse de tração difere da força de tração?
A única diferença é que a resistência à tração refere-se à tensão máxima que um material pode suportar antes de fraturar, enquanto a tensão de tração descreve a proporção de força aplicada para a área transversal em qualquer nível de carga.
4. Qual é a diferença entre estresse de engenharia e estresse verdadeiro?
O estresse de engenharia é a força dividida pela área de seção transversal original da amostra, independentemente de quaisquer alterações durante a deformação. O estresse verdadeiro é calculado usando a área transversal instantânea (real) à medida que a amostra se deforma, dando uma medida mais precisa do estresse, especialmente em grandes cepas.
5. Qual é a diferença entre força de fratura e resistência à tração?
A resistência à tração (UTS) é a tensão máxima de engenharia que um material atinge sua curva estresse -tensão. A resistência à fratura (ou resistência à ruptura) é a tensão de engenharia na qual a amostra realmente quebra.
Em materiais dúcteis, o NECKing após a UTS reduz a área de suporte de carga (enquanto σ ainda usa a área original), de modo que a força da fratura cai abaixo do UTS. Em materiais quebradiços, com resistência insignificante, a força da fratura é essencialmente igual ao UTS.