As peças usinadas são predominantes entre as indústrias. Eles representam uma categoria de componentes de engenharia de precisão, feitos por processos subtrativos a tolerâncias rigorosas e entregando geometrias complexas, precisão repetível e acabamentos superficiais superiores. Este guia abrange o básico de peças e componentes usinados: o que são, como são produzidos, suas vantagens e os principais princípios de design. Você também aprenderá sobre os materiais utilizados e suas aplicações.
O que são peças e componentes usinados?
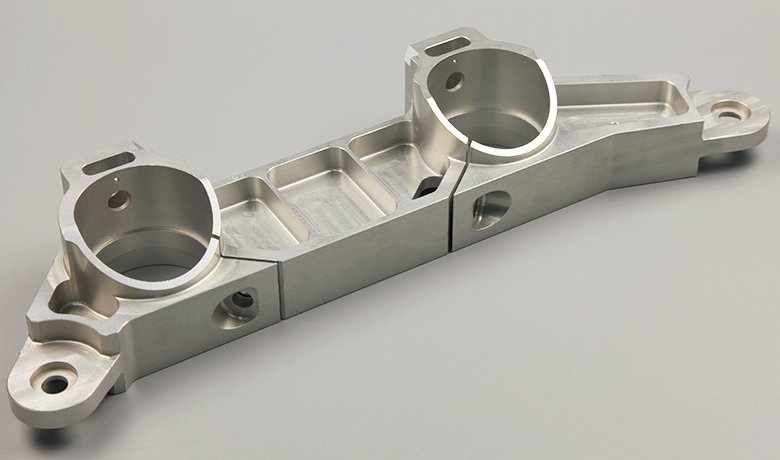
Peças e componentes usinados são objetos de precisão criados removendo o excesso de material de um bloco sólido ou "peça de trabalho". Máquinas de corte - como tornos, moinhos, brocas e roteadores - moldam a peça de trabalho na forma desejada e no acabamento. Essas peças podem ser feitas de metais, plásticos ou outros materiais que mantêm a estabilidade dimensional durante o corte.
A usinagem pode ser realizada de duas maneiras principais:
Usinagem manual:Operado por um maquinista qualificado que controla o movimento da ferramenta diretamente, frequentemente usando a mão de mão ou alavancas.
Usinagem CNC:Totalmente automatizado usando instruções digitais pré-programadas, permitindo geometrias complexas, repetibilidade e alta eficiência-particularmente para peças personalizadas ou de alta precisão.
Os componentes mais complexos ou personalizados são feitos em máquinas CNC para máxima precisão e escalabilidade. No entanto, a usinagem manual ainda tem seu lugar - especialmente para as peças rápidas, uma de fora em que a configuração de um programa CNC levaria mais tempo do que simplesmente cortar manualmente.
Em alguns casos, a usinagem é usada como um processo secundário ou de acabamento. Por exemplo, uma peça pode ser inicialmente fundida, forjada ou moldada por injeção e, em seguida, passa por uma usinagem adicional para refinar suas características-como orifícios perfurados, fios tocados ou superfícies moídas. Eles são frequentemente referidos como peças parcialmente usinadas ou pós-usinadas.
Técnicas e processos comuns de usinagem
De orifícios simples a geometrias internas complexas, diferentes técnicas de usinagem moldam as principais características das peças usinadas. Abaixo estão alguns dos métodos de usinagem mais usados:
Moagem:Utiliza ferramentas rotativas de corte de vários pontos para remover o material de uma peça de trabalho ao longo de vários eixos. Esse processo é altamente versátil para criar superfícies complexas, bolsos, slots e formas com contornos com alta precisão. Os tipos comuns de operações de moagem incluem moagem de rosto, moagem final e moagem de caça -níqueis.
Virando:A peça de trabalho gira em uma ferramenta de corte relativamente estacionária para gerar características cilíndricas - eixos, hastes e buchas - com controle dimensional apertado e acabamentos suaves.
Perfuração:Uma broca rotativa cria orifícios de vários tamanhos e profundidades. É um dos processos de usinagem mais fundamentais, amplamente utilizados para buracos, orifícios cegos e furos roscados em partes mecânicas.
Broaching:Um broche dentado, com dentes progressivamente maiores, corta material em um único passe. É particularmente útil para cortar recursos internos, como chaveiros, splines e orifícios não redondos.
Retinging:Uma roda abrasiva rotativa refina a geometria da superfície e acabamentos para tolerâncias muito apertadas. Essa técnica é frequentemente usada como uma etapa final de acabamento para peças de alta precisão.
Usinagem de descarga elétrica (EDM):Faíscas elétricas em um líquido dielétrico corroem o material da peça de trabalho condutiva, permitindo a criação de formas intrincadas, cantos nítidos e cavidades profundas em metais duros ou delicados.
Corte a laser:Usa um feixe de laser focado para derreter, vaporizar ou queimar material, permitindo um corte preciso e sem contato. É adequado para metais, plásticos e outros materiais, particularmente em forma de folha fina.
Usinagem ultrassônica:As vibrações ultrassônicas transmitem uma pasta abrasiva contra a peça de trabalho, removendo o material de materiais quebradiços ou sensíveis ao calor (por exemplo, cerâmica, vidro) sem danos térmicos ou tensões mecânicas.
Quais são as vantagens das peças usinadas?
As peças usinadas do CNC oferecem várias vantagens importantes sobre os componentes imprimidos e moldados por injeção em 3D. Esses benefícios incluem:
Sem quantidade mínima de pedido (MOQ)
Uma das principais vantagens das peças usinadas é que você não precisa de uma quantidade mínima de pedidos para comprá -las. Você pode solicitar um único protótipo ou quantidades muito pequenas sob demanda - sem as ferramentas caras e demoradas necessárias para peças moldadas. Isso é especialmente útil para empresas menores, pois reduz o inventário e o capital vinculado e apóia a produção personalizada.
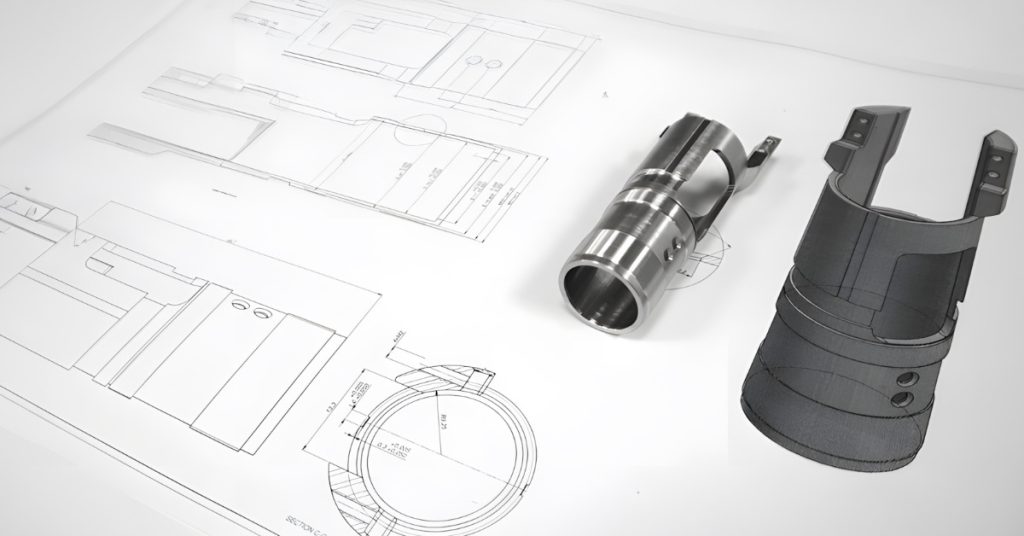
Bons protótipos
As peças usinadas são adequadas e acessíveis como protótipos porque evitam ferramentas caras e requisitos mínimos de pedidos. A programação e a configuração normalmente levam apenas alguns dias, para que as equipes possam iterar rapidamente designs e avaliar o ajuste e a função de cada versão nos testes do mundo real. A alta precisão e o acabamento superficial da usinagem CNC garantem que os protótipos se assemelhem a peças finais de produção, mesmo para geometrias complexas ou detalhes complexos.
Além disso, a usinagem suporta uma ampla gama de materiais - de ligas de alumínio e aço aPlastics de engenharia- Os desenvolvedores podem testar várias opções em condições operacionais reais e identificar o substrato ideal antes de se comprometer com a fabricação em larga escala.
Liberdade de design
A usinagem oferece liberdade de design incomparável usando ferramentas de corte de vários eixos para produzir praticamente qualquer forma-bolsos profundos, menores, cantos nítidos e contornos complexos. Você pode integrar recursos como threads, chefes e chaveiros em uma única configuração, em vez de projetar inserções separadas ou adicioná -las posteriormente.
A moldagem por injeção, por outro lado, exige concessões de projeto - espessuras uniformes da parede, ângulos de rascunho e caminhos de fluxo consistentes - para garantir o enchimento adequado do molde e a ejeção de peças. Depois que o molde é construído, modificando que o design geralmente requer alterações caras de ferramentas ou até uma reconstrução completa do molde.
Até o processo de impressão 3D, geralmente visto como um dos melhoresprocessos de fabricaçãoEm termos de liberdade de design, tem limitações. A maioria dos métodos aditivos (especialmente FDM e SLA) não pode construir saliências acentuadas sem estruturas de suporte. Esses suportes adicionam material, aumentam o tempo de impressão e devem ser removidos pós-impressão-geralmente as marcas de saída que precisam lixar ou outro acabamento. Peças grandes ou intrincadas podem se deformar à medida que as camadas friam, e a construção de camada por camada leva à força anisotrópica e ao “piso” visível nas superfícies verticais.
Força
As peças usinadas são cortadas de tarugos sólidos, que mantêm toda a força e integridade material do estoque. Isso os torna estruturalmente superiores às peças impressas em 3D, o que pode sofrer de fraquezas entre camadas e peças moldadas, o que pode exigir paredes mais finas para considerações de fluxo.
Tempos de entrega mais rápidos
As peças usinadas são produzidas muito mais rápidas porque não há molde ou ferramentas especiais para construir. Depois que seu modelo CAD estiver pronto, um programa de CAM poderá ser gerado e enviado diretamente para a máquina. Os centros modernos do CNC podem operar o tempo todo com supervisão mínima, permitindo que as peças sejam fabricadas em apenas alguns dias. Essa velocidade é especialmente benéfica para prototipagem rápida, produção de pontes e necessidades de substituição urgente.
Acabamento superficial
As peças usinadas podem obter acabamentos de superfície lisa e de alta qualidade sem as linhas de fluxo, flash ou linhas de despedida frequentemente vistas em partes moldadas-ou as linhas de camada da impressão 3D. Ao combinar altas velocidades do fuso, taxas de alimentação otimizadas e refrigerante adequado, a usinagem pode alcançar rotineiramenteValores de rugosidade (RA)abaixo de 0,8 µm - e com passes de acabamento fino, até 0,2 µm ou melhor.
Qualidade
As máquinas CNC podem conter tolerâncias rígidas e fornecer resultados consistentes de parte para parte. Se um determinado recurso - como um furo de precisão que deve selar perfeitamente - realizar atenção especial, o maquinista pode gastar tempo extra ou fazer passes de acabamento adicionais sobre esse recurso sem afetar o restante da peça.
Por outro lado, as peças moldadas por injeção dependem inteiramente da precisão inicial da cavidade do molde. Após milhares de ciclos, o desgaste da ferramenta e pequenos mudanças de processo podem completar as bordas ou alterar as dimensões, e você não pode ajustar peças individuais sem ajustes caros de molde ou operações secundárias.
Alterações fáceis
Como as peças do CNC são produzidas diretamente a partir de arquivos CAD digitais, você pode fazer as alterações no design até o início da fabricação. Isso é inestimável durante a P&D e a prototipagem: os engenheiros podem ajustar as dimensões ou testar várias versões sem custo extra ou material desperdiçado.
Como projetar peças usinadas?
Ao projetar peças usinadas, geralmente é aconselhável seguir os princípios do projeto para fabricação (DFM) para garantir a funcionalidade, precisão e eficiência de custo. Felizmente, as peças usinadas não são particularmente difíceis de projetar quando você segue a teclaConsiderações sobre o design da usinagemabaixo:
Espessura da parede
As paredes finas são propensas a deflexão e vibração durante a usinagem, o que pode levar a imprecisões dimensionais e fraco acabamento superficial. Como diretriz geral, a espessura da parede não deve ser inferior a 0,8 mm para peças de metal e 1,5 mm para peças de plástico.
Undercuts
Os sub -cuts são recursos recuados que não podem ser alcançados com ferramentas de corte padrão devido à obstrução da geometria. Eles exigem ferramentas especializadas, como cortadores em forma de T ou em forma de L, bem como configurações adicionais de máquina e alterações de ferramentas. Por esse motivo, os sub -cuts devem ser usados apenas quando necessário para a função da peça - por exemplo, quando um raio de travamento, chaveta ou recurso de montagem não pode ser alcançado por nenhum outro meio.
Ao projetar undercuts na usinagem, é melhor fazer suas dimensões em milímetros inteiros para corresponder aos tamanhos de ferramentas padrão. As larguras reduzidas normalmente variam de 3 a 40 mm, com profundidades até o dobro da largura.
Saliências
Características salientes altas e estreitas - como chefes ou postes - são difíceis de usinar com precisão e podem causar conversas, vibrações ou distorções de parte. Para manter a estabilidade e a precisão, a altura de uma protrusão não deve exceder quatro vezes a sua largura. Além disso, adicionar costelas ou filetes pode efetivamente reforçar recursos salientes e reduzir a concentração de tensão, tornando -os mais estáveis durante o processo de usinagem.
Cáries, buracos e fios
Cavidades e bolsos não devem ser mais profundos do que quatro vezes a largura para garantir a evacuação adequada do chip e impedir a deflexão da ferramenta. Como as usinas finais têm um perfil circular, os cantos internos sempre têm um raio - evite especificar bordas internas perfeitamente nítidas.
Os orifícios são normalmente feitos com brocas ou moinhos de extremidade. Como os bits de perfuração vêm em tamanhos padrão, combine os diâmetros do orifício para as ferramentas padrão sempre que possível. Além disso, limite a profundidade do orifício para quatro vezes o diâmetro para manter a estabilidade da ferramenta e a precisão da perfuração.
Os threads podem ser usinados até tamanhos pequenos (por exemplo, M6 e abaixo), mas devem equilibrar a força e a eficiência. Como diretriz, use um comprimento de engajamento de pelo menos 1,5 × diâmetro nominal (até um máximo prático de 3 × diâmetro). Além disso, os threads extras adicionam tempo de usinagem e desgaste da ferramenta sem benefício significativo de transporte de carga.
Escala
O tamanho de uma peça deve atender às capacidades do equipamento de usinagem. Para a maioria das operações de moagem, as dimensões típicas da peça não devem exceder 400 × 250 × 150 mm. Peças maiores podem exigir centros de usinagem verticais ou horizontais avançados. Certas máquinas de moagem de 5 eixos podem lidar com componentes de até 1000 × 1000 mm ou até maiores. Para processos de giro padrão, o tamanho máximo viável é de cerca de Ø 500 mm × 1000 mm.
O tamanho mínimo da peça é geralmente limitado pelo diâmetro da ferramenta e pela precisão da máquina. Por exemplo, se um recurso for menor que a própria ferramenta, ele não poderá ser usinado. Nas máquinas padrão, o tamanho mínimo do recurso geralmente varia de 0,5 mm a 1 mm. Para peças extremamente pequenas, podem ser necessários equipamentos de micro-máquina ou processos de ultra-precisão para atingir a geometria desejada.
Materiais de peça usinada
Peças usinadas podem ser feitas de uma ampla variedade de materiais. O material de usinagem CNC que você seleciona influencia as duas propriedades mecânicas - como resistência à força, peso e corrosão - e características de usinagem como velocidade de corte, desgaste da ferramenta e acabamento da superfície. Os materiais mais suaves são mais fáceis de cortar, mas podem se deformar; Materiais mais difíceis exigem alimentos mais lentos e ferramentas especializadas.
Abaixo estão alguns materiais comumente usados para peças usinadas:
Materiais Compostos:Resina epóxi, reforçada com fibra de carbono, fibra de vidro, kevlar
Cerâmica:Alumina, zircônia, carboneto de silício, nitreto de boro
Acabamentos de superfície de peça usinada
Uma variedade de opções de pós-processamento pode ser aplicada a peças usinadas para melhorar a textura, a aparência e o desempenho da superfície. Abaixo estão os acabamentos superficiais comuns para peças usinadas por CNC:
Como machado:Nenhum tratamento superficial adicional. Reflete a condição de superfície natural da peça, pois sai diretamente da máquina. Pequenas marcas de ferramentas e variações de superfície podem ser visíveis. É adequado para partes internas, não-coletivas ou puramente funcionais.
Contas explodidas:A mídia abrasiva é explodida na superfície para criar uma textura uniforme e fosca. Ajuda a remover rebarbas, bordas nítidas e marcas de usinagem. No entanto, é importante observar que o processo de jateamento remove uma pequena quantidade de material da peça, o que pode afetar tolerâncias rígidas e recursos delicados.
Anodizado:Um processo eletroquímico comumente usado em peças de alumínio para melhorar a corrosão e a resistência ao desgaste. A anodização do tipo II cria um revestimento decorativo e resistente à corrosão disponível em várias cores. A anodização do tipo III (anodizador dura) produz uma camada mais espessa e densa, oferecendo maior abrasão e resistência química.
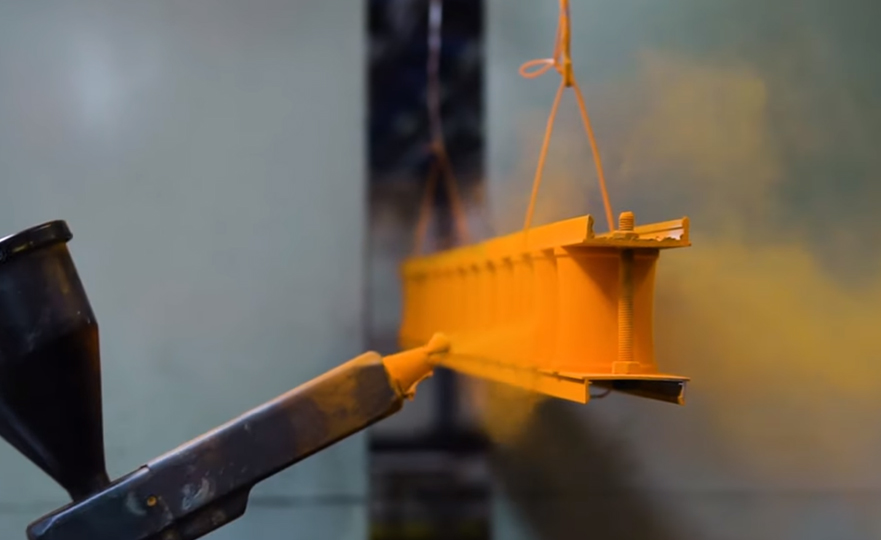
Pó revestido:O pó seco é pulverizado na superfície da peça, que é então curado em um forno para formar um revestimento rígido e colorido. Este acabamento oferece uma camada forte, resistente ao desgaste e resistente à corrosão, mais durável que os revestimentos de tinta padrão.
Polido:Um processo mecânico que usa abrasivos finos ou rodas de polimento para obter uma superfície lisa e reflexiva. O polimento melhora a estética e pode reduzir a rugosidade da superfície para componentes que requerem baixo atrito ou apelo visual.
Tolerâncias de peças usinadas
As tolerâncias de usinagem são a faixa permitida de desvio dimensional, mostrando quanto uma peça acabada pode diferir de suas dimensões nominais de design. Quanto mais apertada a tolerância, maior a precisão da usinagem - e maior a dificuldade e o custo da fabricação. Os componentes que requerem ajustes precisos ou funções críticas exigem tolerâncias apertadas, enquanto peças não críticas podem ser feitas para mais tolerâncias mais econômicas.
Existem vários padrões internacionais para tolerâncias de usinagem, com a ISO 2768 sendo uma das mais amplamente adotadas. Este padrão fornece tolerâncias métricas gerais (em milímetros) para dimensões lineares e angulares sem exigir especificações de tolerância individual. Ele classifica as tolerâncias em quatro graus e ajuda os fabricantes a reduzir a ambiguidade, manter a consistência e otimizar os custos de produção. Veja as tabelas abaixo:
Faixa de tamanho básico em mm
Desvios permitidos em MM
f (fino)
m (médio)
C (grosso)
V (muito grosso)
0,5 até 3
± 0,05
± 0,1
± 0,2
-
Mais de 3 até 6
± 0,05
± 0,1
± 0,3
± 0,5
Mais de 6 até 30
± 0,1
± 0,2
± 0,5
± 1,0
mais de 30 até 120
± 0,15
± 0,3
± 0,8
± 1,5
mais de 120 até 400
± 0,2
± 0,5
± 1,2
± 2,5
mais de 400 até 1000
± 0,3
± 0,8
± 2,0
± 4,0
mais de 1000 até 2000
± 0,5
± 1,2
± 3,0
± 6,0
Mais de 2000 até 4000
-
± 2,0
± 4,0
± 8,0
A designação de classe de tolerância para dimensões lineares, de acordo com o padrão ISO 2768
Faixa de tamanho básico em mm (lado mais curto do ângulo em questão)
Desvios permitidos em graus e atas
f (fino)
m (médio)
C (grosso)
V (muito grosso)
até 10
± 1º
± 1º
± 1º30
± 3º
Mais de 10 até 50
± 0º30
± 0º30
± 1º
± 2º
Mais de 50 até 120
± 0º20 '
± 0º20 '
± 0º30 ′
± 1º
mais de 120 até 400
± 0º10 '
± 0º10 '
± 0º15 '
± 0º30 ′
mais de 400
± 0º5 '
± 0º5 '
± 0º10 '
± 0º20 '
As tolerâncias gerais para ângulos/dimensões angulares
Quais são as aplicações de peças usinadas?
A usinagem é usada entre os setores para produzir componentes precisos e duráveis - como corpos de válvula, engrenagens, caixas,prendedorese colchetes - em prototipagem e produção em escala completa. Abaixo estão os principais setores que usam peças usinadas:
Aeroespacial
A indústria aeroespacial requer peças usinadas que atendam aos mais altos padrões de desempenho e segurança. Esses componentes devem suportar pressão extrema, variações de temperatura e cargas mecânicas, mantendo o peso mínimo. A usinagem CNC suporta geometrias complexas e tolerâncias no nível de mícrons necessárias neste campo.
Aplicações típicas:
Blades e caixas de turbinas
Componentes do sistema de combustível e suportes do motor
Eixos de trem de pouso e suportes estruturais
Componentes de satélite e alojamentos do sistema de comunicação
Médico
Precisão e biocompatibilidade são fundamentais na fabricação de dispositivos médicos. A usinagem CNC permite a produção de peças de alta precisão com acabamentos suaves e tolerâncias apertadas, adequadas para implantes e instrumentos cirúrgicos de alto desempenho. Ele também suporta uma ampla gama de materiais médicos certificados.
Aplicações típicas:
Implantes ortopédicos (substituições de quadril/joelho, parafusos ósseos)
Instrumentos e ferramentas cirúrgicas
Altas de equipamentos de diagnóstico e subsistemas mecânicos
Implantes dentários e componentes intraorais
Automotivo
A usinagem CNC é amplamente utilizada na engenharia automotiva para produzir componentes confiáveis e de alta resistência para transmissão, sistemas de energia e conjuntos de chassi. A usinagem permite a iteração rápida no ajuste e prototipagem de desempenho, enquanto suporta a produção em larga escala de peças mecânicas de precisão.
Aplicações típicas:
Blocos de motor, pistões, cabeças de cilindro
Componentes de transmissão: eixos, engrenagens, caixas
Peças do sistema de freio e fixadores estruturais
Peças de desempenho ou restauração personalizadas
Eletrônica de consumo
Na indústria eletrônica, os componentes devem ser compactos e termicamente confiáveis. A usinagem CNC é usada para produzir gabinetes, estruturas de resfriamento e caixas de conector com alta precisão dimensional e excelente acabamento superficial, geralmente para produção de baixo volume.
Aplicações típicas:
Afotos de calor e componentes de blindagem emi
Alumínio ou gabinetes plásticos usados por precisão
Conectores, espaçadores e hardware de montagem
Protótipos de dispositivo personalizados
Os componentes usinados também são amplamente utilizados em defesa, robótica, energia renovável e equipamentos industriais. Sua força, precisão e confiabilidade os tornam bem adequados para peças de alto desempenho que operam sob estresse mecânico, variação térmica e condições adversas.
Como selecionar fornecedores de peças de usinagem?
Desde a qualidade geral do produto e a precisão do projeto até os detalhes mais refinados de tolerâncias rígidas e materiais especializados, a seleção do fornecedor de peças de usinagem correta é fundamental para o sucesso do projeto. Nesta seção, descrevemos alguns fatores -chave a serem considerados ao avaliar fornecedores de usinagem CNC:
Certificações:Procure fornecedores com ISO9001 ou certificações específicas do setor que demonstrem gerenciamento da qualidade e controle de processos.
Comunicação de engenharia:Avalie o quão bem o fornecedor entende seus requisitos de design. Respostas claras e questões perspicazes geralmente refletem como a usinagem profunda.
Reputação e referências:Pergunte a outras equipes de produtos sobre suas experiências de fornecedores. O feedback em primeira mão geralmente é o filtro mais confiável.
Transparência da instalação:Se possível, visite o fornecedor ou organize uma auditoria virtual para avaliar as medidas de equipamento, fluxo de processo, capacidade e controle de qualidade.
Citando e os prazos de entrega:Solicitar cotações (RFQs) de vários fornecedores para comparar preços, capacidade de resposta, flexibilidade e prazos de entrega - especialmente para remessas internacionais.
Para garantir uma colaboração mais suave:
Siga os princípios do DFM (Design for Usinining) em seus modelos CAD
Inclua desenhos 2D detalhados com tolerâncias e notação padrão
Use NDAs para proteger os projetos proprietários
Esclarecer as termos de pagamento - o pré -pagamento é frequentemente necessário para os primeiros pedidos
Trabalhe com Chiggo para peças usinadas personalizadas
Chiggo é uma oferta de parceiro confiávelServiços de usinagem CNCpara sua rápida prototipagem e necessidades de peças usinadas sob demanda. Com uma vasta experiência em diversas indústrias, entendemos a importância da velocidade e da precisão.
Nossa oficina de máquinas está equipada com centros avançados de usinagem e apoiada por um sistema robusto de gerenciamento da qualidade, permitindo-nos fornecer componentes de alta qualidade a preços competitivos e com tempo de entrega mais curtos.Entre em contato conosco hojePara encomendar suas peças usinadas!