Este artigo fornece dicas práticas de design para moldagem por injeção para ajudar a mitigar erros comuns, melhorar a qualidade do produto e reduzir os custos, evitando mudanças caras de moldes e retrabalho.
Visão geral da moldagem de injeção
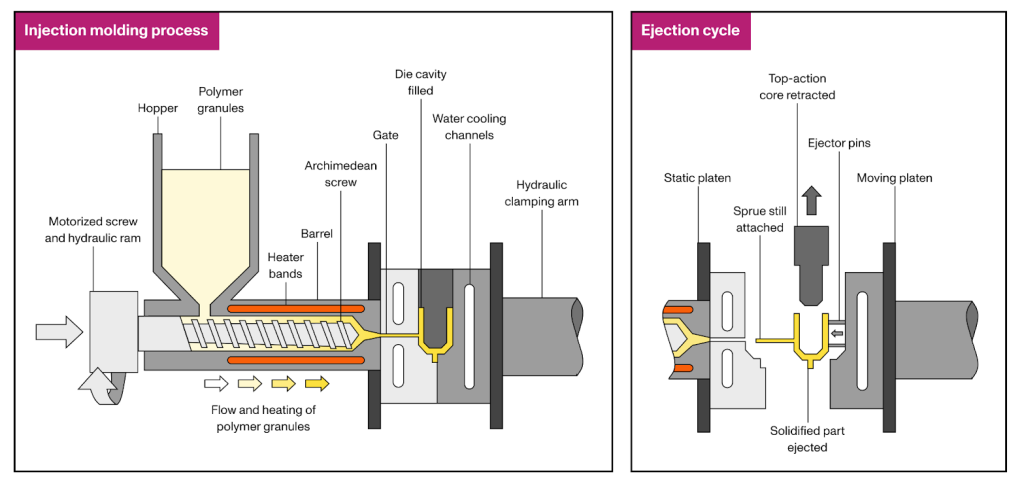
A moldagem por injeção é uma das mais econômicasprocesso de fabricaçãopara produzir altos volumes de peças plásticas idênticas. Nesse processo, os pellets de polímeros são derretidos e depois injetados sob pressão em um molde. Uma vez que o plástico esfria e solidifica, o molde é aberto e a peça é ejetada. O ciclo se repete, geralmente em apenas 15 a 60 segundos, dependendo do tamanho da peça e da complexidade do mofo. Em comparação, a usinagem CNC ou a impressão 3D pode exigir minutos a horas para produzir a mesma geometria.
Este processo oferece alta repetibilidade, tolerâncias apertadas e excelente flexibilidade de design. É amplamente utilizado em projetos de produção em massa ao seu redor, incluindo painéis de carro, recipientes de plástico, caixas de celulares, tampas de garrafa e até brinquedos diários. As principais limitações são os altos custos iniciais do design e fabricação de moldes, bem como tempo de entrega mais longos - do design inicial à produção - que normalmente leva pelo menos quatro semanas.
Seleção de material
Quase todosMateriais termoplásticospode ser moldado por injeção e alguns termofícios e silicones líquidos também são compatíveis com o processo. Além disso, suas propriedades podem ser adaptadas adicionando preenchimentos e aditivos (por exemplo, fibras de vidro e carbono) ou misturando diferentes pellets (por exemplo, misturas de PC/ABS) para alcançar a aparência e a funcionalidade desejadas. Abaixo está uma visão geral dos materiais de moldagem de injeção comumente usados:
Material
Características
Polipropileno (PP)
Densidade e custo ultra -baixa, excelente fluxo e resistência química; Baixa rigidez e baixa durabilidade UV/oxidativa.
Polietileno (PE)
Resistência química, disponível no HDPE/LDPE para resistência ou flexibilidade; baixa rigidez e baixa adesão.
Polystireno (PS)
Muito rígido e dimensionalmente estável; fácil de moldar; frágil com baixa resistência ao impacto.
Acrilonitrila butadieno estireno (ABS)
Resistente e resistente ao impacto, bom acabamento superficial e moldabilidade; Resistência moderada ao calor, baixa tempo a longo prazo.
Acetal (POM)
Alta rigidez, baixo atrito e captação de água, excelente estabilidade dimensional; desempenho limitado de alta temperatura.
Acrílico (PMMA)
Opticamente claro, resistente a UV/clima, alta rigidez; quebradiço e propenso a estressar rachaduras.
Nylon (PA)
Excelente resistência à resistência, desgaste e fadiga, alta resistência; Higroscópico (captação de umidade) que requer compensação de secagem e design.
Tereftalato de polibutileno (PBT)
Forte, rígido com baixa absorção de umidade e bom isolamento elétrico; O encolhimento moderado - precisa de bloqueio adequado.
Policarbonato (PC)
Força de alto impacto, transparência natural, ampla faixa de temperatura; sensível ao estresse, precisa de espessura uniforme da parede.
Polyether Ether Cetone (Peek)
Resistência química/térmica excepcional e resistência mecânica; Muito caro, requer moldagem especializada.
Elastômero termoplástico (TPE)
Borracha como flexibilidade e sensação de toque suave, boa resistência química/meteorológica; Capacidade de mancal de carga inferior.
Poliuretano Termoplástico (TPU)
Excelente resistência à abrasão e elasticidade, boa carga; Pode ficar no molde - o NEACT otimizado e o lançamento.
PC/ABS
Resistência equilibrada e resistência ao calor com maior moldabilidade do que PC e melhor estabilidade que o ABS; Resistência química moderada.
Considerações de design de peça
Para garantir que as peças sejam produzidas de forma consistente, com defeitos mínimos e, com o menor custo possível, os designers devem seguir algumas diretrizes estabelecidas. As seções a seguir descrevem as principais considerações ao projetar peças para moldagem por injeção:
Espessura da parede
A espessura da parede afeta o desempenho mecânico, o custo geral e a aparência da sua parte moldada por injeção. Existem dois termos de espessura da parede que os designers precisam entender:
Espessura uniforme da parede
Sempre que possível, mantenha uma espessura uniforme da parede da sua parte. Isso promove o resfriamento uniforme, resultando em encolhimento mais consistente e ajuda a reduzir as concentrações de estresse, a deformação e outros defeitos de moldagem por injeção.
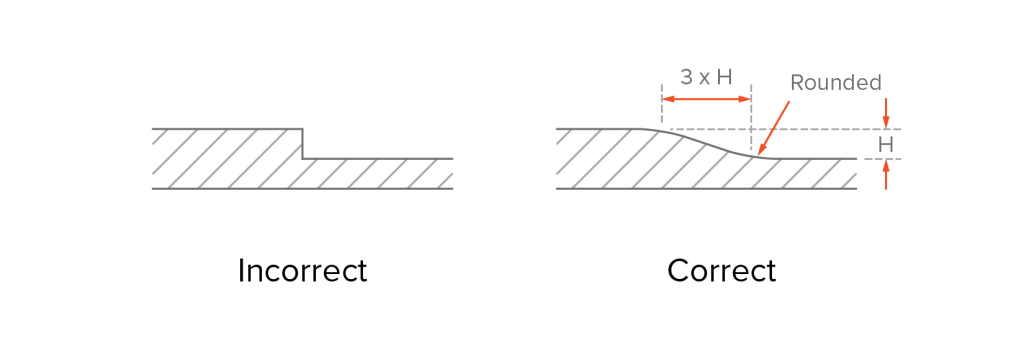
A espessura uniforme da parede não significa necessariamente que toda parede deve ter exatamente a mesma espessura. Em vez disso, enfatiza minimizar grandes variações entre as seções da parede vizinha. Geralmente, a espessura de uma parede deve ser inferior a 40% a 60% das paredes adjacentes. Quando a variação da espessura é necessária por razões funcionais ou estruturais, as transições devem ser graduais - usando chanfros ou filetes com um comprimento pelo menos 3 vezes a diferença de espessura - para evitar alterações abruptas no fluxo ou resfriamento que podem levar à falha da peça.
Espessura nominal da parede
A espessura nominal da parede refere -se ao alvo ou espessura média de uma peça e serve como ponto de partida para o design. Uma espessura adequada da parede ajuda a garantir força de peça suficiente e reduzir o desperdício de material. Ele também estabelece a base para o design do molde, parâmetros de processamento, configuração do equipamento e seleção de materiais.
Paredes que são muito espessas aumentam o risco de encolhimento e deformação. Eles também exigem mais tempos de ciclo material e mais longos, aumentando os custos de produção. Por outro lado, as paredes muito finas podem solidificar muito rapidamente ou prender o ar, levando a tiros curtos - defeitos causados pelo enchimento incompleto do molde.
Para evitar esses problemas, sempre mantenha a espessura da parede dentro do alcance recomendado para o material escolhido. Abaixo está uma lista das espessuras de parede recomendadas para resinas plásticas comuns:
Material
Recomende a espessura da parede (em)
Recomende a espessura da parede (mm)
Acetal (POM)
0,030-0.120
0,76-3,05
Acrílico (PMMA)
0,025-0.500
0,64-12,70
Acrilonitrila butadiestyrene (ABS)
0,045-0.140
1.14-3.56
Nylon (PA)
0,030-0.115
0,76-2,92
Tereftalato de polibutileno (PBT)
0,080-0.250
2.032-6.350
Policarbonato (PC)
0,040-0.150
1.02-3.81
Polyether Ether Cetone (Peek)
0,020-0.200
0,508-5.080
Polietherimida (PEI)
0,080-0.120
2.032-3.048
Polietileno (PE)
0,030-0.200
0,76-5,08
Polifenilsulphone (PPSU)
0,030-0.250
0,762-6.350
Polipropileno (PP)
0,035-0.150
0,89-3,81
Polystireno (PS)
0,035-0.150
0,89-3,81
Elastômero termoplástico (TPE)
0,025-0.125
0,64-3,18
Poliuretano Termoplástico (TPU)
0,025-0.125
0,64-3,18
Cantos
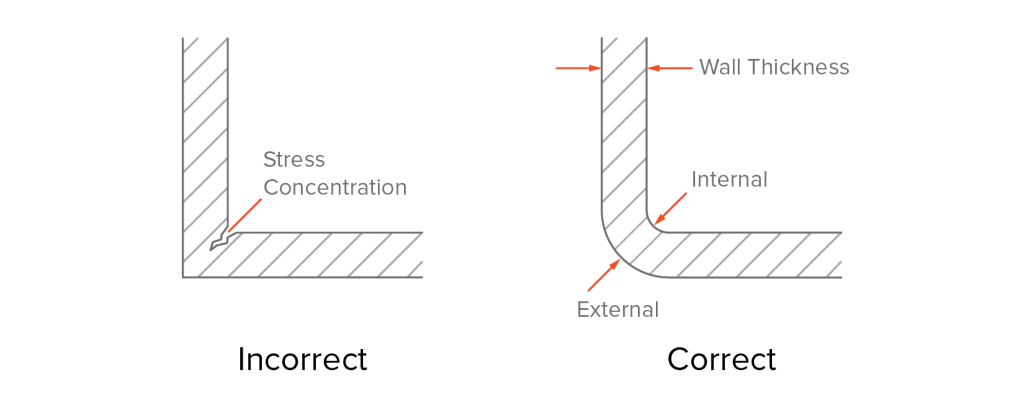
Os cantos afiados tendem a concentrar o estresse, tornar a desmolamento mais difícil e acelerar o desgaste na superfície do molde. O material pode acumular ou esfriar desigualmente nessas transições nítidas, resultando em linhas de fluxo ou outros defeitos. Além disso, os cantos nítidos geralmente exigem o uso de EDM (usinagem de descarga elétrica) para formar o molde, o que aumenta os custos de ferramentas.
A melhor prática é usar cantos arredondados. As diretrizes gerais de design são as seguintes:
▪ Use um raio interno de pelo menos 50% da espessura da parede (mínimo 25% se o espaço for limitado). ▪ Faça o raio externo igual ao raio interno mais a espessura da parede.
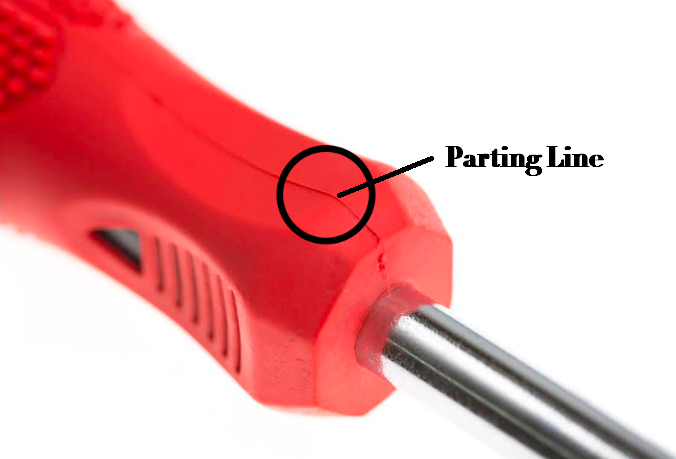
Linha de separação
A linha de despedida é a costura formada onde as duas metades do molde se encontram. Normalmente, ele aparece na superfície da parte moldada e é uma característica inevitável na moldagem por injeção. A colocação da linha de despedida afeta a complexidade do molde, a eficiência da produção e a aparência ou a funcionalidade final da peça.
Uma idéia intuitiva pode ser colocar a linha de despedida diretamente no meio da peça. Mas isso nem sempre é possível - ou até prático. Na realidade, a linha de despedida deve ser posicionada estrategicamente para equilibrar o apelo visual, a função e a complexidade do molde. Por exemplo:
Esconda a linha de despedida em áreas menos visíveis. Um bom exemplo é o tijolo Lego, onde a linha de despedida é sutilmente escondida ao longo da parte inferior, e não a face superior, garantindo que as superfícies mais visíveis permaneçam perfeitas.
Evite colocar a linha de despedida em áreas funcionais críticas, como superfícies de vedação, orifícios de acasalamento ou inserções com rosca. A presença de uma linha de despedida nessas regiões pode causar pequenas variações dimensionais, flash ou mau ajuste.
Evite posicionar a linha de despedida em filetes ou superfícies curvas. Esses recursos requerem maior precisão do molde, o que aumenta os custos de fabricação e pode levar ao fechamento incompleto do molde, resultando em flash ou outros defeitos. Em vez disso, você deve colocar a linha de despedida ao longo de linhas de divisão naturais (por exemplo, bordas nítidas, etapas ou linhas de quebra) para simplificar a construção do molde, melhorar a eficiência da demolição e reduzir os custos de ferramentas e manutenção.
Para geometrias mais complexas, os designers podem precisar introduzir linhas de despedida irregulares ou até incorporar ações colaterais para acomodar undercuts ou recursos ocultos.
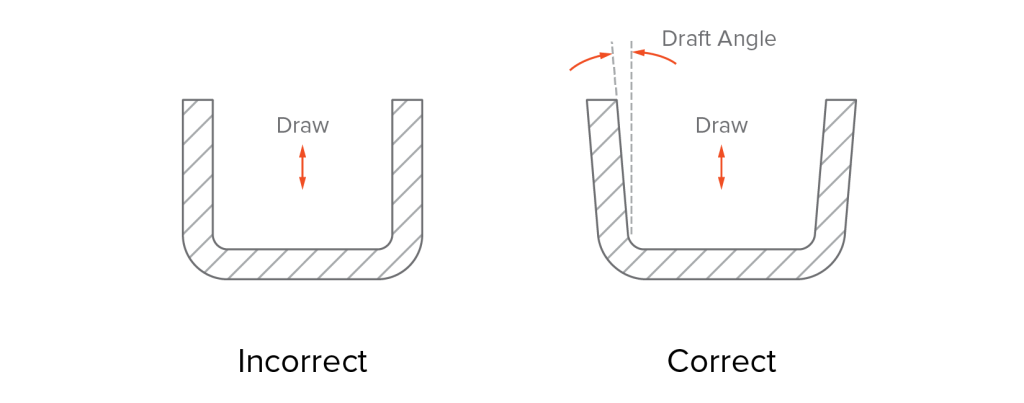
Rascunho
O rascunho é o ângulo aplicado às superfícies verticais de uma peça moldada por injeção para permitir a ejeção suave do molde. Sem rascunho adequado, a peça entraria firmemente a superfície do molde, arriscando força excessiva durante a ejeção. Isso pode diminuir a qualidade da peça, levar a peças de sucata e pode até resultar em danos à ferramenta.
Muitos programas de software CAD facilitam a adição de ângulos preliminares, mas é melhor aplicá -los nos estágios finais do design para evitar complexidade desnecessária. Ao determinar o ângulo de rascunho apropriado, os fatores a seguir devem ser considerados:
Material
Diferentes plásticos têm características de fluxo diferentes, que afetam o ângulo de rascunho necessário. Materiais como polipropileno (PP), polietileno (PE) e poliestireno (PS) geralmente têm boas propriedades de fluxo e baixa viscosidade. Para esses materiais, um ângulo de rascunho de 1 ° a 3 ° é tipicamente suficiente. Por outro lado, os plásticos termoestores, como epóxi e resinas fenólicos, geralmente requerem ângulos de rascunho maiores (3 ° ou mais) para garantir uma ejeção suave.
Acabamento superficial
O rascunho está relacionado à textura da superfície e à suavidade das peças moldadas por injeção. Os acabamentos mais suaves requerem menos rascunho, enquanto texturas mais pesadas exigem mais. Por exemplo:
▪ Para acabamento liso, é geralmente necessário um ângulo de rascunho de cerca de 1 a 2 °.
Durante a moldagem por injeção, a textura do molde é transferida para a superfície da peça. O tipo de produto que você está projetando influenciará sua escolha de acabamento do molde. Organizações da indústria como a Sociedade da Indústria de Plastics (SPI) e a Sociedade de Engenheiros Alemãos (VDI), bem como empresas como Mold-Tech (MT) e Yick Sang (YS), estabeleceram classificações padronizadas para acabamentos de moldes polidos e texturizados. Esses padrões ajudam a orientar a seleção dos ângulos de rascunho adequados com base nos requisitos de acabamento da superfície.
O gráfico de acabamento da superfície abaixo lista os ângulos de rascunho recomendados para os acabamentos mais comuns.
Padrão SPI
Rascunho (°)
Textura da tecnologia do molde
Rascunho(°)
A-1
0,5
MT-11000
1.0
A-2
0,5
MT-11010
1.5
A-3
0,5
MT-11020
2.5
B-1
1.0
MT-11030
3.0
B-2
1.0
VDI Texture-PC
B-3
1.0
VDI-18
1.0
C-1
1.5
VDI-24
1.5
C-2
1.5
VDI-33
3.0
C-3
1.5
Textura ys
D-1
2.0
Ys1xx
1.0
D-2
2.5
Ys3xx
4.0–5.5
D-3
3.0
Ys5xx
6.0–12.0
Construção de mofo
Defina seus ângulos de rascunho com a maneira como o molde é aberto - a direção "desenhe" do molde. Caso contrário, a peça pode seguir a metade que mantém os pinos do ejetor e não será lançado corretamente. Além disso, certifique -se de aplicar o rascunho não apenas a todas as paredes verticais, mas também a recursos como buracos ou chefes.
Por exemplo, imagine uma parte retangular com quatro a orifícios. Se os orifícios forem elaborados em direção à cavidade, a peça poderá permanecer presa lá após a moldura. Em vez disso, redigindo -os em direção ao lado central - onde o sistema de ejetores vive - para que os pinos possam empurrar a parte para fora de maneira limpa.
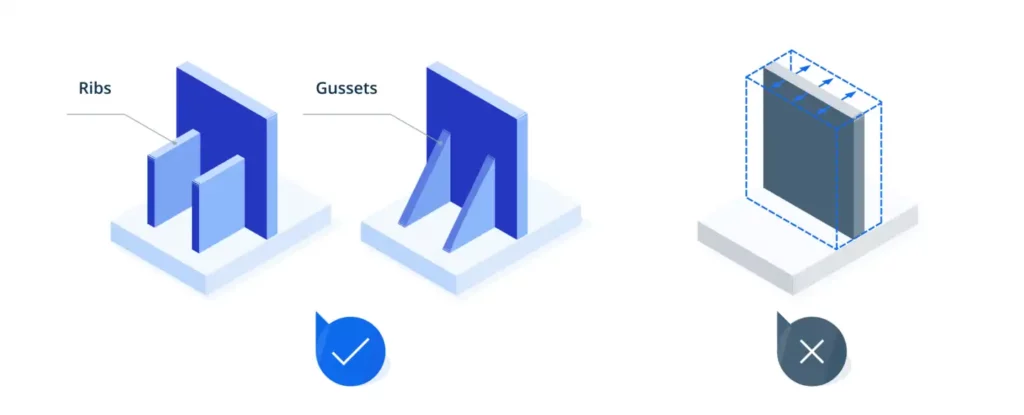
Costelas e reforços
Costelas e reforços são usados para reforçar estruturas localizadas e melhorar a rigidez da peça sem aumentar a espessura geral da parede.
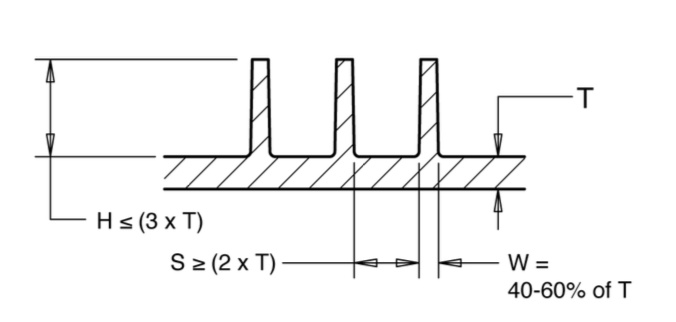
Costelas
As costelas são esbeltas, como protrusões que se estendem da superfície de uma peça - geralmente em áreas de paredes largas e finas ou em forma de caixa interna - para distribuir cargas uniformemente e melhorar a rigidez geral. Para garantir um design eficaz de costela, siga estas melhores práticas:
▪ A espessura das costelas deve ser de 40 a 60% da espessura da parede principal. ▪ A altura da costela não deve exceder três vezes a espessura da parede. costelas, chefes ou bordas do orifício) para fornecer sala de refrigeração extra e evitar pontos quentes.
Reforçados
Os reforços são pequenas placas triangulares ou trapezoidais colocadas na junção de paredes, chefes ou costelas para fortalecer pontos de tensão locais de alto estresse. As práticas recomendadas para design de reforço incluem:
▪ O reforço geralmente deve ter cerca de um terço a metade tão grosso quanto a parede que está apoiando. ▪ Um reforço nunca deve ser mais alto que o chefe ou a costela que é reforçadora. De fato, você geralmente precisa apenas do reforço de 30 a 50% da altura desse chefe, o que é suficiente para fornecer suporte na maioria dos casos. ▪ Aplicar um rascunho de 0,5 ° a 1 ° para garantir a ejeção suave. Um raio de 0,25 a 0,5 vezes a espessura da parede é geralmente apropriado. ▪ Coloque os reforços simetricamente quando usados em pares e evite a superlotação.
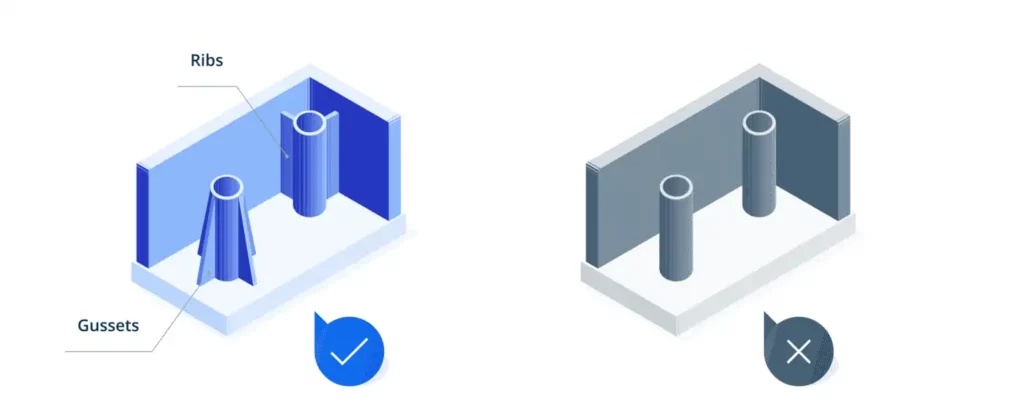
Chefes
Os chefes são recursos cilíndricos projetados para receber inserções, parafusos de auto-retenção ou pinos para montagem ou montagem. Também pode ser visto como costelas circulares que contribuem para a força estrutural geral. Os chefes independentes devem ser evitados. Sempre conecte -os a paredes ou superfícies adjacentes usando costelas ou reforços, em vez de serem totalmente integrados à própria parede.
Ao projetar chefes, lembre -se do seguinte:
▪ Coloque os chefes onde é necessária integridade estrutural ou força de fixação, como em locais parafusos. O grande tamanho do orifício é ligeiramente para compensar o encolhimento de plástico e garantir um ajuste adequado após a moldagem.
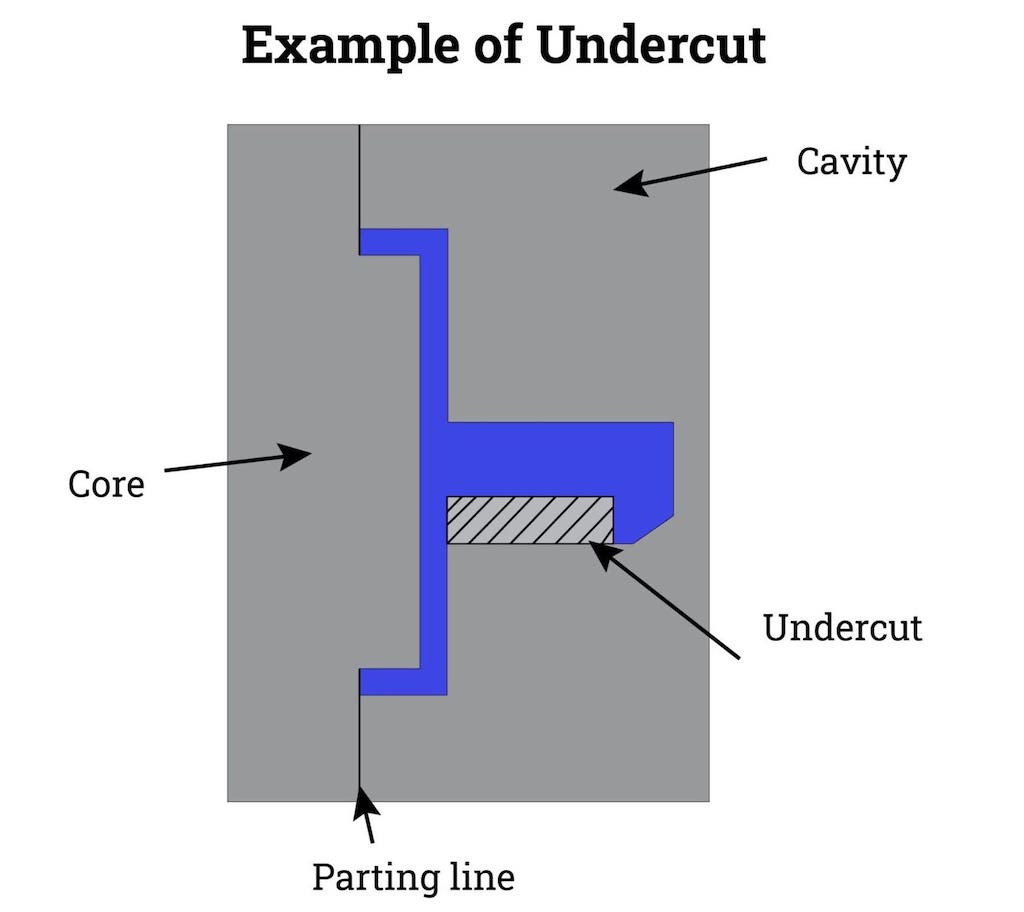
Undercuts
Os sub -cuts são características recuadas ou salientes que criam um interlock entre a peça e uma ou ambas as metades do molde, impedindo a ejeção limpa ao longo da direção de abertura do molde. Exemplos comuns incluem ganchos, encaixes, orifícios, ranhuras e slots laterais perpendiculares ou transversais à direção de despedida do molde.
Embora os sub -cortes sejam às vezes necessários para a função mecânica ou ajuste da montagem, eles geralmente exigem ferramentas adicionais - como núcleos, levantadores ou cames deslizantes - que aumentam a complexidade do molde, o tempo de ciclo e o custo de fabricação. Undercuts projetados incorretamente podem causar dificuldades de ejeção, distorção por parte, desgaste excessivo ou falha da ferramenta.
Algumas diretrizes de design para os preços são as seguintes:
▪Avide undercuts sempre que possível modificando a geometria, reorientando a peça ou mudando a linha de despedida, para que os recursos alinhem com a direção de tração do molde e elimine os recessos. elastômeros). Evite o PP/PE, a menos que a altura abaixo do valor seja ≤0,3 mm com paredes muito finas. Forneça um chumbo de 30 ° –45 ° no chanfro e adicione o rascunho de 0,5 ° –1 ° na face desligada para garantir uma ejeção suave. mofo.
Texto e símbolos
Texto e símbolos (por exemplo, números de peças, logotipos, marcas de reciclagem) são geralmente em relevo ou desmontam em peças moldadas para rastreabilidade, marca ou conformidade regulatória. Aqui estão algumas dicas úteis:
▪ Use o texto elevado (em relevo) em vez de embutido (gravado) quando possível, pois o texto gravado requer ferramentas de molde mais complexas, acelera o desgaste da ferramenta e aumenta o custo-especialmente para altos volumes ou projetos intricados. Fluxo de plástico e reduza o desgaste da ferramenta. ▪ Use uma espessura uniforme do curso e um tamanho mínimo da fonte de 20 pontos (aproximadamente 7 mm de altura). Simplifique a usinagem e evite a distorção durante a ejeção.
Tolerâncias
A tolerância à moldagem por injeção define o desvio permitido das dimensões de uma peça de seu design nominal. No design, tolerâncias mais rígidas devem ser aplicadas a recursos críticos, como interfaces de montagem, ranhuras de vedação e localização de orifícios, pois eles afetam diretamente o ajuste e a funcionalidade. Para dimensões não críticas, como a largura de superfícies não carregadas de carga, as tolerâncias mais frouxas podem ser usadas para reduzir os custos de fabricação.
Existem dois níveis de tolerância comuns:
Tolerâncias comerciais:Relativamente solto (tipicamente ± 0,1 mm ou ± 0,004 ") e funciona bem para a maioria dos recursos não críticos a um custo menor.
Tolerâncias finas:Mais apertado (normalmente ± 0,05 mm ou ± 0,002 "), necessário para peças de alta precisão, com maior custo de ferramentas e fabricação.
Durante o projeto, as tolerâncias dimensionais devem ser ajustadas de acordo com o encolhimento do material. Diferentes plásticos têm diferentes taxas de encolhimento - os materiais cristalinos do SEMI (por exemplo, PA, PP, PE, POM) encolhem mais do que materiais amorfos (por exemplo, ABS, PC, PMMA). Embora o encolhimento seja geralmente previsível, pequenas variações nas condições de formulação ou processamento de resina (como a temperatura do fusão) podem influenciar o tamanho da peça final. À medida que o tamanho da peça aumenta, a variação de encolhimento se torna mais pronunciada. Dependendo do material, você deve esperar uma tolerância relacionada à retração de aproximadamente ± 0,002 pol/in (0,05 mm/mm).
A análise de empilhamento de tolerância também deve ser considerada em conjuntos de várias partes, porque mesmo que cada recurso individual (por exemplo, um furo) esteja dentro de sua tolerância especificada, a variação cumulativa pode levar ao desalinhamento - especialmente quando vários orifícios entre diferentes partes precisam se alinhar para que os fastidores passem.
Observe que as tolerâncias de molde também influenciam a qualidade da peça final. As tolerâncias padrão de usinagem de molde estão em torno de ± 0,005 "(0,13 mm), mas as tolerâncias mais rígidas podem ser necessárias para peças de alta precisão. Além disso, os moldes experimentam o desgaste ao longo do tempo, o que pode levar à deriva dimensional. É importante planejar a manutenção e a reforma de ferramentas para manter a qualidade da parcial consistente durante as execuções de produção a longo prazo.
Projeto de molde básico
O projeto de peça e o design do molde estão intimamente ligados na determinação do sucesso de um produto moldado por injeção. Como o design da parte se concentra na geometria e funcionalidade, o design do molde traduz esses requisitos em uma ferramenta fabricado. A seção a seguir descreve os aspectos fundamentais do projeto de molde:
Base de molde e layout de cavidade
A ferramenta de molde consiste em uma base de molde padrão, cavidade e inserções de núcleo e quaisquer componentes móveis (slides, levantamentos, placas de ejetor, etc.). A base do molde fornece a estrutura rígida - pilares do guia de propriedade, placas de suporte e o sistema de ejeção - enquanto as cavidades e as inserções do núcleo definem a forma da parte. Juntos, eles controlam o quão precisamente e consistente cada parte é moldada.
Um bom design de molde deve:
▪ Use uma base padrão (por exemplo, DME ou Hasco) para obter fornecimento econômico e fácil substituição de componentes gastos. Para manter a temperatura uniforme e minimizar a variação de deformação ou encolhimento. Depois que o design é finalizado, você pode passar para moldes multi -cavidades ou familiares para ampliar a produção.
Portões
Os portões são os pontos de entrada através dos quais o plástico fundido flui na cavidade do molde. Seu tamanho, forma e colocação têm um grande impacto na aparência da peça, força estrutural e presença de defeitos de moldagem, como marcas de fluxo e linhas de solda.
▪ Peças maiores precisam de portões maiores para manter a pressão e a taxa de fluxo para preenchimento completo. Um vestígio pequeno, localize -os na linha de despedida para facilitar o corte e a visibilidade mínima.
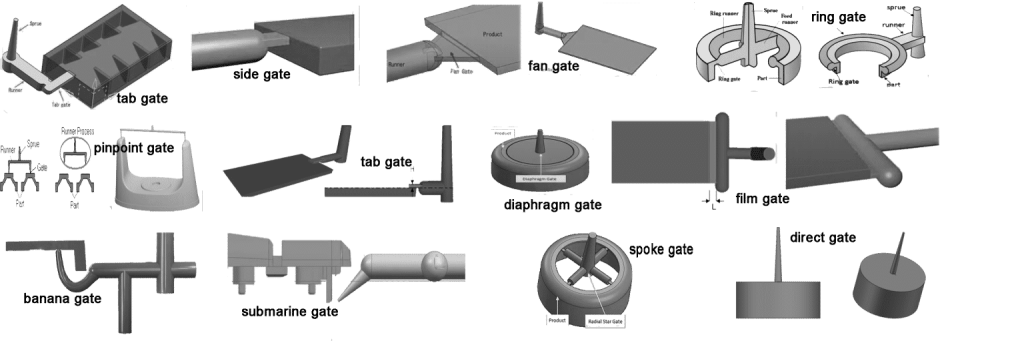
Os portões podem ser categorizados pelo método de corte - manual ou automático - e certos tipos são mais adequados para geometrias específicas de parte. Abaixo da figura mostra os exemplos comuns dos portões.
Tipos de portão manual
▪Portão de borda (portão padrão):Seção transversal retangular ao longo da linha de despedida; ideal para peças planas ou retangulares; pode ser cônico para melhor fluxo. ▪Portão de fãs:Abra larga e queimada para peças de paredes grandes ou finas; Minimiza o cisalhamento e melhora o equilíbrio de preenchimento. ▪GAT GATE:Variante da porta da borda com uma guia pequena para absorver cisalhamento e calor; adequado para materiais sensíveis ao cisalhamento. ▪Gate de diafragma:Portão circular em torno do núcleo para fluxo concêntrico; Excelente equilíbrio, mas difícil e caro de aparar. ▪Portão do anel:Anel contínuo ao redor do núcleo para preenchimento radial; usado em peças em forma de tubo. ▪Portão de raio:Variante da porta do anel com costelas radiais; Bom para peças tubulares simétricas, mas manter a concordicidade é desafiador. ▪Portão de filme (flash):Portão muito fino e largo para partes grandes/finas; Garante o encher uniforme, mas deixa um vestígio longo que precisa de corte manual.
Tipos de portões automaticamente
▪Portão submarino (túnel):Entrada angular abaixo da linha de despedida; quebras automáticas durante a ejeção por manchas mínimas. ▪Pinpoint Gate:Portão pequeno e direto dentro da linha de despedida; ideal para materiais de alto fluxo e peças cosméticas; Comum em moldes multi -cavidade ou precisão.
Sistema corredor
O sistema corredor guia o plástico derretido do sprue para os portões e para as cavidades do molde. O design do corredor afeta o fluxo de materiais, o tempo de ciclo e a qualidade da peça-especialmente em moldes multi-cavidade ou família. Um sistema de corredor eficiente garante que o plástico derretido flua uniformemente para todas as cavidades. O fluxo equilibrado impede defeitos como variação dimensional, fotos curtas e linhas de solda. A distribuição desigual também pode causar superaquecimento ou enchimento localizado, o que afeta a força e o acabamento da superfície.
A forma e o tamanho do canal do corredor afetam diretamente o comportamento do fluxo e a eficiência do processamento. Os corredores da rodada total reduzem a perda de pressão, mas aumentam a complexidade das ferramentas, enquanto os corredores trapezoidais ou semi-circulares são mais fáceis de usar, mas menos eficientes. Resíduos de corredores de grandes dimensões e resfriamento lento; Os mínimos restringem o fluxo e podem causar preenchimento incompleto. Em moldes com várias cavernas, os corredores devem ser simétricos e distribuídos uniformemente para garantir que cada cavidade preencha simultaneamente.
Existem dois tipos principais de sistemas corredores:
Corredores friossão mais simples e econômicos, mas geram excesso de material (sucata de corredor) que devem ser removidos ou reciclados.
Corredores quentesElimine esse desperdício e ofereça um melhor controle sobre o fluxo e a temperatura, mas eles requerem maior custo de ferramenta e esforço de manutenção.
O sistema corredor deve ser projetado em coordenação com o portão e os sistemas de refrigeração. Um layout bem otimizado reduz o tempo do ciclo, melhora a consistência e suporta molduras eficientes e de alta qualidade.
Pinos ejetores
Os pinos do ejetor são usados para empurrar a parte moldada para fora da cavidade, uma vez solidificada. Seu posicionamento e design afetam significativamente a qualidade da peça, a eficiência de ejeção e a vida útil. As recomendações de design são:
▪ Os pinos do ejetor de posição em superfícies não costuméticas, como perto da linha de despedida. Os pinos do ejetor para espalhar a carga e impedir a deformação. Por exemplo, peças com portões de borda ou ventilador podem precisar de pinos adicionais para ejeção equilibrada.
Sistema de resfriamento
O sistema de refrigeração mantém a temperatura do molde para controlar o encolhimento, o tempo de ciclo e a qualidade da peça final. Os canais devem ser roteados para resfriamento uniforme, com espaçamento mais rígido (3-5 mm da cavidade) em torno de seções grossas. Verifique se as linhas de resfriamento não entram em conflito com portões, corredores ou hardware de ejeção. O diâmetro adequado do canal (normalmente 6-10 mm) e os coletores equilibrados melhoram ainda mais a consistência térmica e diminuem os tempos do ciclo.
Trabalhe com o Chiggo para feedback de DFM de especialista e protótipo
Agora que você tem um entendimento mais claro de como o design da moldagem por injeção afeta a fabricação, o desempenho e o custo, é hora de avançar. Depois que seu design estiver pronto, o Chiggo oferece uma análise GRATUITA DFM (Design for Manufactureability), juntamente com sua solicitação de cotação. Esta análise ajuda a identificar possíveis problemas ou riscos relacionados à fabricação de mofo e moldagem por injeção.
O que vem a seguir? Criando umprotótipoPode ajudar a validar suas decisões de design antes do início das ferramentas.Chiggo está aquiPara guiá -lo em cada etapa da jornada de moldagem por injeção, garantindo uma transição suave do design para a produção.