A impressão 3D de metal está avançando rapidamente - com velocidades de construção mais rápidas, melhor desempenho de material e áreas de aplicação mais amplas. Este guia mostrará como tirar o máximo proveito da fabricação de metais aditivos (AM): falaremos sobre os principais tipos de tecnologias de impressão 3D de metal, os materiais comuns e o que tudo custa. Também compararemos o Metal AM com o subtrativo (Usinagem CNC) e métodos formativos (fundição de metal) para que você possa escolher o processo certo para sua parte, seu orçamento e sua linha do tempo.
O que é impressão 3D de metal?
Semelhante a todos os outros processos de impressão 3D (como a impressão 3D do Polymer), as impressoras 3D de metal construem peças adicionando material uma camada por vez com base em um design 3D digital - daí o termo fabricação aditiva. Somente desta vez, o processo usa filamento de metal em pó, arame ou polímero em vez de plásticos.
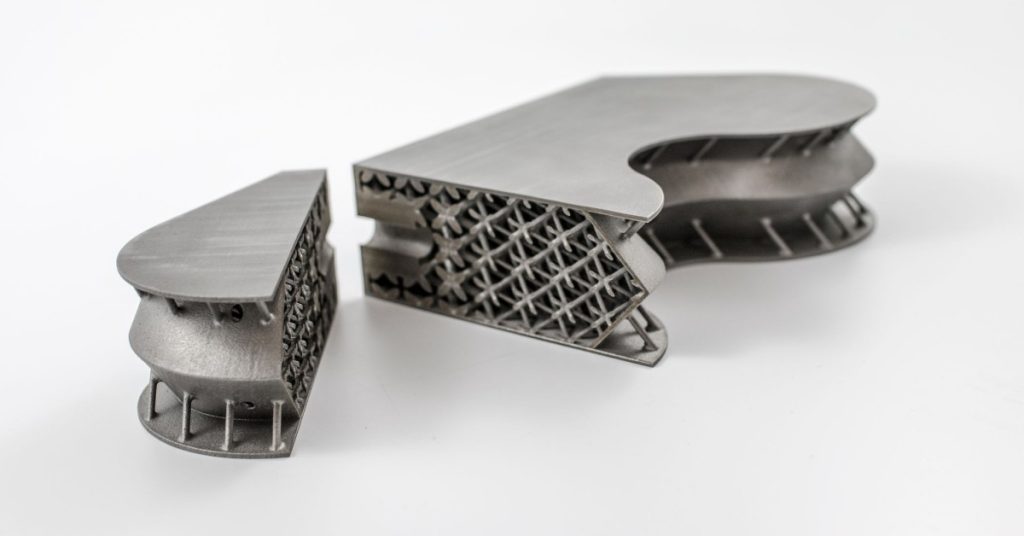
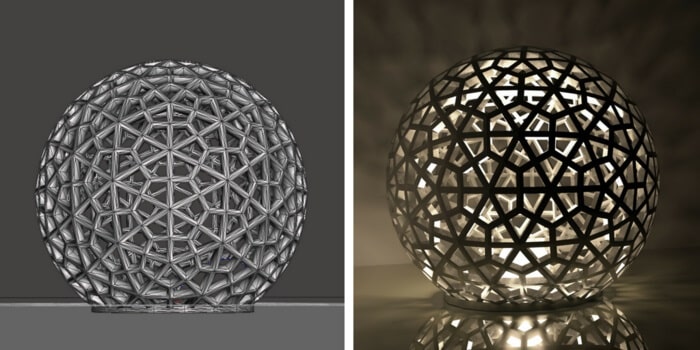
Dessa forma, as peças podem ser construídas com geometrias que são impossíveis de fabricar com métodos tradicionais e sem a necessidade de ferramentas especializadas, como moldes ou ferramentas de corte. Tão importante quanto o aumento da complexidade geométrica tem pouco impacto no custo de construção, de modo que as estruturas orgânicas otimizadas são práticas. As peças resultantes são mais leves (normalmente uma redução de peso de 25% a 50%) e geralmente mais rígidas, o que é crítico para os campos aeroespacial e outros campos de alto desempenho.
Essa liberdade de design também permite a consolidação da montagem: vários componentes e todos os seus prendedores, juntas e caminhos de vazamento podem se tornar uma única parte impressa que executa várias funções ao mesmo tempo. As quedas de mão -de -obra, os prazos de entrega encolhem e a manutenção é mais simples porque há menos para montar, alinhar ou servir. Dito isto, a impressão 3D de metal ainda é cara em comparação com muitos métodos tradicionais e ainda não competirá com o custo unitário a volumes mais altos.
Uma breve história da impressão 3D de metal
No final dos anos 80, o Dr. Carl Deckard, da Universidade do Texas, desenvolveu a primeira impressora 3D de sinterização a laser, projetada inicialmente para plásticos. Essa tecnologia se tornou a base para a sinterização seletiva a laser (SLS), um método que posteriormente se estenderia à impressão 3D metal.
Em 1991, o Dr. Ely Sachs, do MIT, introduziu um processo de impressão 3D agora conhecido como Binder Jetting. Esse método de jato de ligante de metal foi licenciado para exone em 1995.
Em 1995, o Instituto Fraunhofer na Alemanha entrou com a primeira patente para a fusão a laser de metais, que lançou a fundação para a fusão seletiva a laser (SLM), um dos métodos mais amplamente utilizados para a impressão 3D de metal hoje. Durante esse período, empresas como EOS e várias universidades desempenharam papéis -chave no desenvolvimento ainda mais da tecnologia.
A impressão 3D de metal cresceu lentamente no início dos anos 2000 devido ao alto custo de equipamentos e materiais. No entanto, por volta de 2012, à medida que as patentes para tecnologias -chave como SLM, DMLS e EBM começaram a expirar, as taxas de licenciamento caíram, abrindo a porta para novos concorrentes. Essa mudança provocou inovação e atraiu grandes investimentos de empresas como GE, HP e DMG Mori, reduzindo os custos e acelerando a adoção em vários setores.
Hoje,De acordo com o relatório de pesquisa de precedência, o mercado global de impressão 3D de metal foi avaliado em US $ 9,66 bilhões em 2024 e deve crescer de US $ 12,04 bilhões em 2025 para US $ 87,33 bilhões até 2034, com um CAGR de 24,63%. O mercado é impulsionado pela demanda por prototipagem rápida, componentes personalizados e complexos e crescente uso em setores aeroespacial e automotivo.
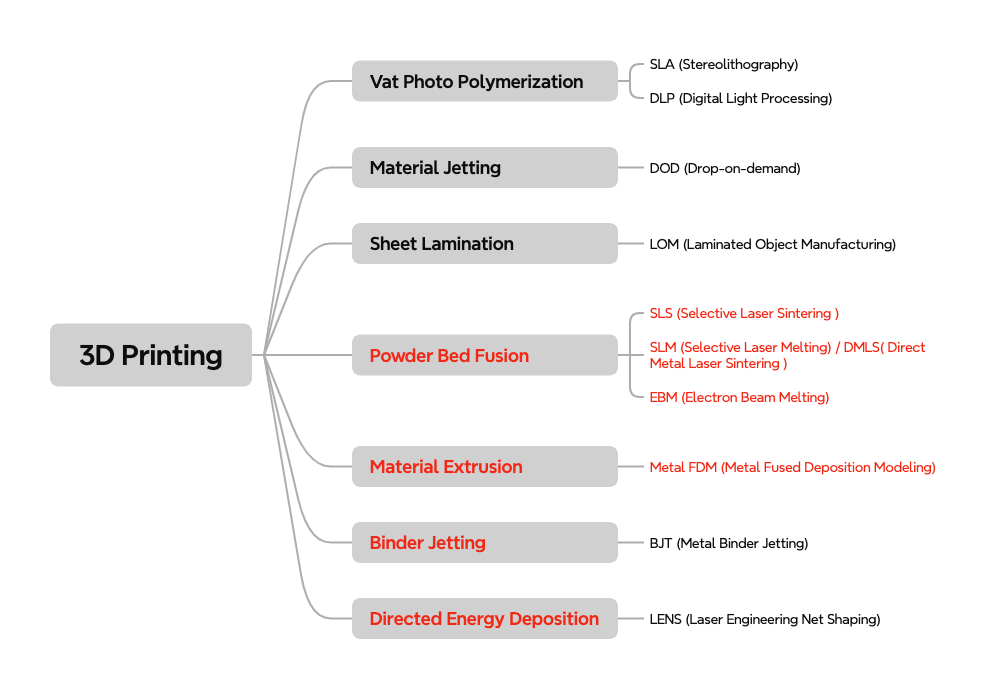
Tipos de tecnologias de impressão 3D de metal
Existem muitas tecnologias de impressão 3D de metal no mercado, mas quatro das mais amplamente utilizadas são a fusão de leito de pó (PBF), jato de ligante, modelagem de deposição fundida de metal (FDM de metal) e deposição de energia direcionada (DED). Em termos gerais, eles se enquadram em dois mecanismos: derretimento e sinterização.
PBF e Ded Melt Metal Metalstock (pó ou fio) com fontes de alta energia, como lasers, vigas de elétrons ou arcos, para produzir peças quase totalmente densas. Por outro lado, o Metal FDM e o Binder Jetting primeiro criam uma parte "verde" com um fichário de polímero, depois debindam e sinterizam abaixo do ponto de fusão. A densidade final é tipicamente menor do que os processos totalmente derretidos, e o pós -processamento adicional é quase sempre necessário.
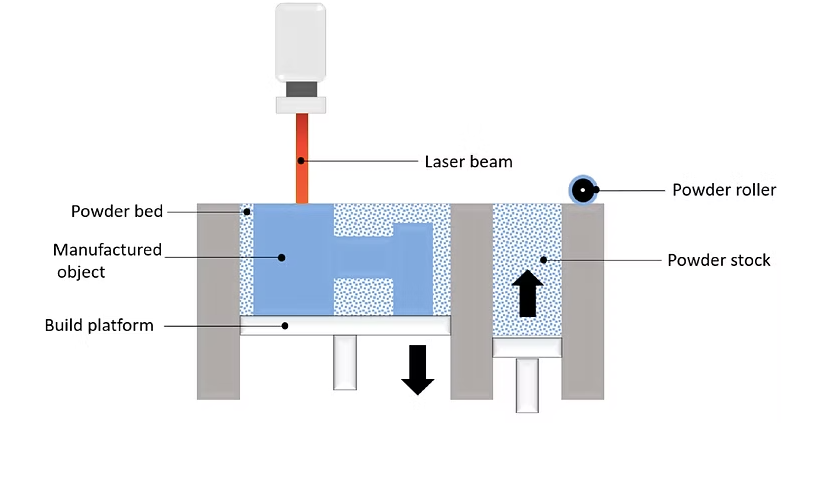
Fusão de leito em pó (PBF)
A fusão do leito de pó (PBF) é amplamente considerada a família de impressão 3D de metal mais usada. Entre estes,Fusão seletiva a laser (SLM)eSinterização a laser de metal direto (DMLS), que estão em uso há mais de 20 anos, são os processos de impressão 3D de metal mais tecnologicamente maduros hoje, seguidos porFusão de feixe de elétrons (EBM), outro método -chave, particularmente usado para ligas de titânio em aplicações aeroespaciais e médicas.
O processo PBF começa pré -aquecendo a câmara de construção, que é preenchida pela primeira vez com um gás inerte, a uma temperatura ideal. Uma fina camada de metal em pó é então espalhada pela plataforma de construção. O laser (em SLM e DMLS) ou feixe de elétrons (em EBM) é direcionado para o leito de pó, derretendo ou fundindo seletivamente as partículas de pó de acordo com o design da peça. As partículas se fundem para formar a primeira camada e a plataforma é reduzida ligeiramente. Uma nova camada de pó é espalhada sobre a anterior e o processo é repetido camada por camada até que a peça seja totalmente construída.
Como as temperaturas de construção são muito altas (geralmente> 1000 ° C para muitas ligas), geralmente os suportes são necessários para manter a parte no lugar e impedir que a deformação do estresse térmico. Após o resfriamento, o excesso de pó não sumido é removido (escovado, explodido ou aspirado), e os suportes são removidos cortando ouFio EDM.A peça é então tratada pelo calor para aliviar as tensões residuais e aprimorar as propriedades do material. Finalmente, dependendo dos requisitos, a peça pode precisar de acabamento adicional, como usinagem CNC,polimento, ou outros tratamentos de superfície para atingir a qualidade da superfície desejada e a precisão dimensional.
Características de métodos de fusão de leito de pó comum
Aqui está uma tabela de comparação detalhada para as três principais tecnologias de impressão 3D de metal PBF:
Propriedade
Fusão seletiva a laser (SLM)
Sinterização a laser de metal direto (DMLS)
Fusão de feixe de elétrons (EBM)
Fonte de energia
Laser
Laser
Feixe de elétrons
Materiais utilizados
Pós de metal esférico com uma única temperatura de fusão; Inclua ligas de alumínio, titânio, aço inoxidável, aço da ferramenta e certas ligas
Pós de metal esférico com pontos de fusão variáveis; Inclua aço inoxidável, ligas de titânio, ligas de níquel, metais preciosos e aços de ferramentas
Pós de metal esférico, como ligas de titânio, ligas de cobalto-cromo, superloilas de níquel e outros materiais de alto desempenho
Processo
Laser derrete completamente o pó para criar peças densas
A sinterização a laser (derreta em pó, mas não a liquefora totalmente)
A feixe de elétrons derrete o pó em um ambiente a vácuo
Construir volume
Normalmente pequeno a médio (varia de acordo com a máquina)
Normalmente pequeno a médio (varia de acordo com a máquina)
Volumes de construção normalmente maiores disponíveis em comparação com SLM/DMLS
Construa velocidade
Moderado (depende da potência do laser e da complexidade da peça)
Moderado (varia com o material e o tamanho da peça)
Mais lento (devido ao uso de feixe de elétrons e ambiente a vácuo)
Propriedades da peça impressa
Porosidade interna, menor que 0,2 - 0,5%; alta densidade e excelente resistência mecânica
As propriedades da peça são semelhantes ao SLM, mas a porosidade leve pode ser mais perceptível devido ao processo de sinterização
A porosidade é geralmente baixa, mas pode ser um pouco maior que o SLM devido à velocidade de construção mais lenta e uma espessura de camada maior no processo
Precisão dimensional
± 0,1 mm
± 0,1 mm
± 0,1 mm
Tamanho típico de construção
250 x 150 x 150 mm (até 500 x 280 x 360 mm)
250 x 150 x 150 mm (até 500 x 280 x 360 mm)
500 x 500 x 380 mm ou maior
Espessura comum da camada
20-50μm
20-50μm
50-150 μm
Apoiar
Sempre necessário
Sempre necessário
Sempre necessário
Rugosidade da superfície típica
RA 8 - 10μm
RA 8 - 10μm
RA 20-60 μM
Custo por parte
$$$$$
$$$$$
$$$$$$
Principais aplicações
Peças com alta complexidade geométrica (orgânica, estruturas otimizadas para topologia) que requerem excelentes propriedades materiais para aumentar a eficiência das aplicações mais exigentes
Semelhante ao SLM
Aplicações de alto desempenho que requerem peças fortes e resilientes, particularmente em implantes aeroespaciais e médicos, onde são necessárias ligas de titânio e outros materiais de alta resistência
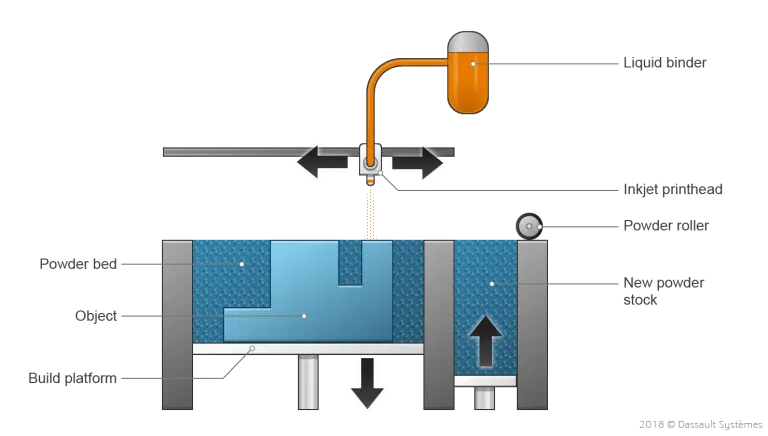
Binder Jetting
O Binder Jetting foi originalmente usado para criar protótipos e modelos coloridos a partir de arenito. Com o tempo, ganhou popularidade para a fabricação de peças de metal, principalmente devido aos seus recursos de produção em lote. Durante o processo de jato de fichário de metal, uma fina camada de metal em pó é espalhada pela plataforma de construção. Um carro equipado com bocais a jato de tinta passa sobre o leito de pó, depositando gotículas de um agente de ligação (normalmente uma mistura de polímero e cera) para unir as partículas de metal. Depois que uma camada é concluída, a plataforma de construção se move para baixo e uma nova camada de pó é aplicada. Esse processo se repete até que toda a parte seja construída.
A etapa de impressão no jato de fichário de metal ocorre à temperatura ambiente, eliminando problemas como efeitos térmicos, como deformação e tensões internas que podem ocorrer em processos como DMLs e SLM. As estruturas de suporte não são necessárias. No entanto, a parte impressa permanece em um estado "verde", o que significa que ainda é frágil e requer um processamento adicional.
Existem duas etapas comuns de pós-processamento usadas para transformar a parte "verde" em um componente metal totalmente sólido:
Infiltração:Depois de remover o fichário, a peça é considerada "marrom" e possui porosidade interna significativa (cerca de 70%). A parte "marrom" é então aquecida em um forno industrial com um metal de ponto de fusão baixo (geralmente bronze), que preenche os vazios internos, resultando em uma parte bi metálica. Embora esse método possa melhorar a força, é menos comumente usado hoje porque suas propriedades materiais permanecem inferiores às das partes totalmente sinterizadas e seu desempenho mecânico e térmico não está tão bem documentado.
Sinterização:Agora, o pós-processo preferido, a parte "verde" é colocada em um forno onde o fichário é queimado e as partículas de pó de metal se fundem em um componente totalmente denso. A parte normalmente diminui cerca de 20% durante a sinterização, portanto as peças são impressas um pouco maiores para compensar.
Características do jato de fichário de metal
Propriedade
Jato de fichário de metal
Materiais utilizados
Atualmente limitado a aços inoxidáveis (por exemplo, 316L, 17 4PH), aços de ferramentas (por exemplo, H13), ligas de bronze/cobre e Inconel 625
Construa velocidade
Mais rápido entre todas as tecnologias de impressão 3D de metal; as camas são tipicamente densamente embaladas com muitas peças pequenas por ciclo
Propriedades da peça impressa
~ 1–2% de porosidade residual após sinterização; força de tração comparável ao metal fundido, mas a vida de fadiga é significativamente menor devido a vazios internos
Precisão dimensional
± 0,2 mm (± 0,1 após os ensaios)
Tamanho típico de construção
250 × 175 × 200mm (até 400 × 300 × 200mm)
Espessura comum da camada
Os sistemas iniciais foram executados em 35 a 50 µm de alto rendimento de sistemas de rendimento de até 100 µm)
Apoiar
Não é necessário
Rugosidade da superfície típica
RA10–15 µm como peças sinterizadas
Custo por parte
$$$ (compilações mais rápidas e sem resíduos de suporte)
Principais aplicações
Funções baixas a médias de protótipos funcionais e componentes complexos, onde a taxa de transferência e o custo unitário são mais do que o desempenho mecânico máximo
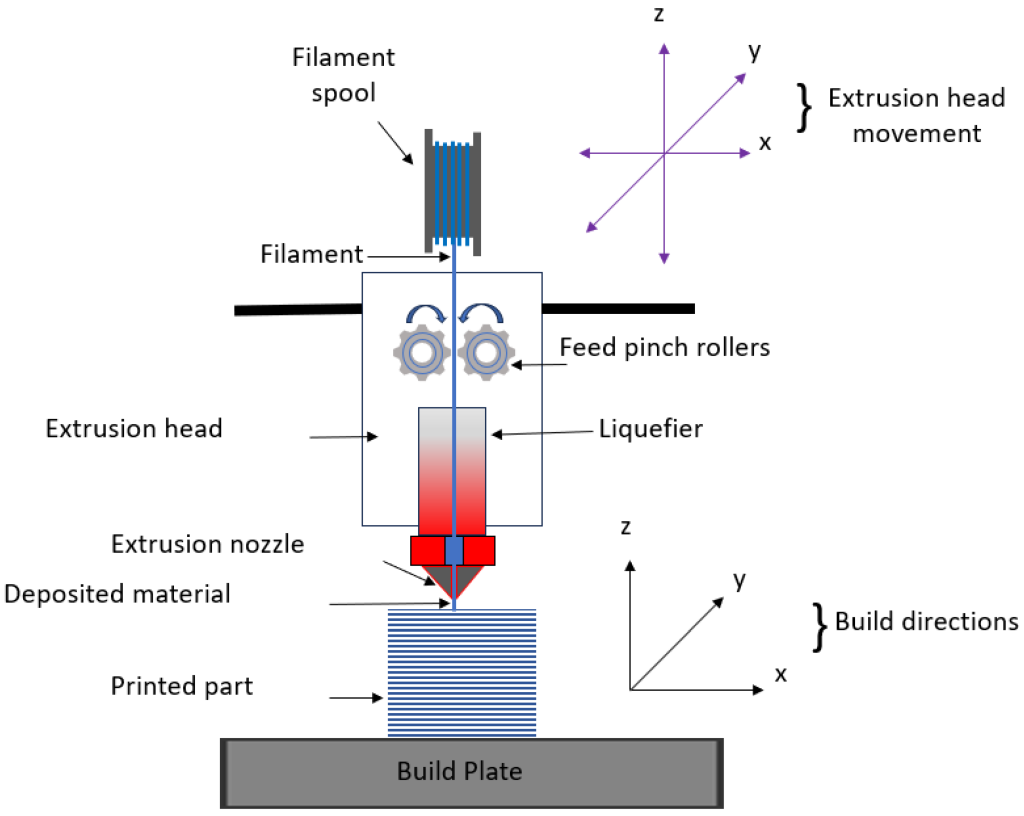
Modelagem de deposição fundida de metal (Metal FDM)
A extrusão de metal é uma variação do processo clássico de FDM para plásticos, mas em vez de termoplásticos, ele usa filamentos ou hastes de metal que normalmente consistem em partículas de metal unidas por polímero e/ou cera, para que às vezes é chamado de extrusão de material de filamento.
Esta haste ou filamento é extrudado através de um bico aquecido e depositado camada por camada para construir uma peça com base no modelo CAD. Ao mesmo tempo, as estruturas de suporte são construídas, se necessário. A interface entre o suporte e a peça é impressa com um material de suporte de cerâmica, que é fácil de remover manualmente mais tarde. A parte "verde" resultante precisa ser pós-processada para se tornar metal usando etapas semelhantes (mas não idênticas) ao jato do fichário. A parte “verde” é primitada ou tratada termicamente para remover a maior parte do aglutinante de polímero/cera (debinding) e depois sinterizado em um forno, de modo que as partículas de metal se fundem em uma peça densa e totalmente metálica. Durante a sinterização, a parte encolhe aproximadamente 15 a 20% em cada direção, para que o modelo CAD seja ampliado com antecedência e algum ajuste de teste pode ser necessário.
Características da modelagem de deposição fundida de metal
Propriedade
Modelagem de deposição fundida de metal
Materiais utilizados
Atualmente muito limitado a 316L, 17 4PH, H13, ligas de cobre/bronze e Inconel 625
Construa velocidade
Moderado; mais lento que o Binder Jetting, mas a configuração/iteração é mais barata e mais simples que o SLM
Propriedades da peça impressa
~ 90-97% de densidade (até ~ 98% com quadril); A resistência à tração MIM/Cast como, tipicamente 20 a 40% menor que a forjada; A força de fadiga reduzida pela porosidade residual
Precisão dimensional
± 0,30 mm típico; ± 0,15-0,20 mm alcançável após a compensação de ajuste e encolhimento
Tamanho típico de construção
250 × 220 × 200mm
Espessura comum da camada
100–200 µm
Apoiar
Obrigatório
Rugosidade da superfície típica
RA 10–20 µm em superfícies sinterizadas
Custo por parte
$$ (baixo custo de máquina/material)
Principais aplicações
Protótipos de metal funcionais, ferramentas personalizadas e uma parte desligada/baixa de volume, onde custos e simplicidade são mais do que desempenho máximo
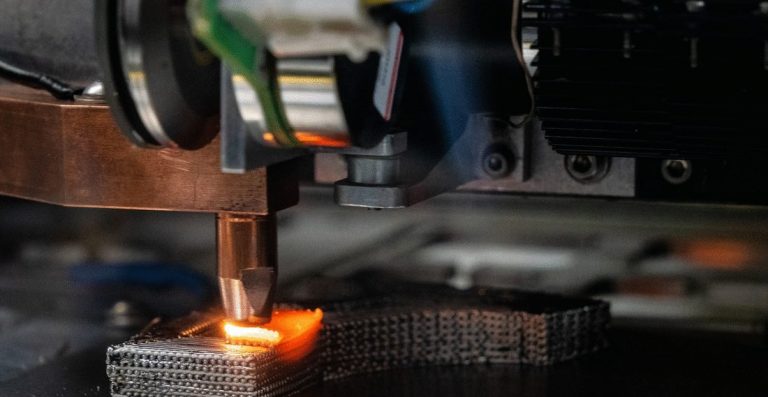
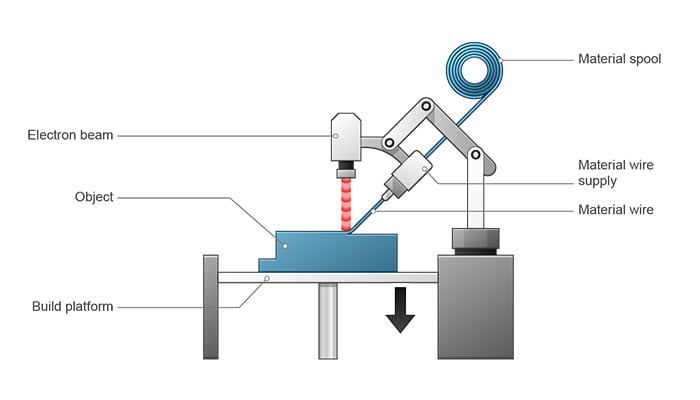
Deposição de energia direcionada (DED)
A deposição de energia direcionada (DED) usa uma fonte de calor focada, normalmente um laser, feixe de elétrons ou arco elétrico/plasmático, para criar uma piscina de fusão na peça de trabalho enquanto o pó de metal ou o fio é alimentado nele, com o material de construção por contas. Because the print head can move freely (often on multi axis gantries or robots) and isn’t confined by a powder bed, DED is well suited to repairing or adding features to existing parts and producing large, near net shape components.The trade offs are coarse bead geometry, rough surfaces, and significant thermal input that can introduce residual stresses, so parts usually require heat treatment and finish machining to meet final tolerances and properties.
Características da deposição de energia direcionada (DED)
Propriedade
Deposição de energia direcionada
Fonte de energia
Laser focado, feixe de elétrons ou arco elétrico/plasmático
Materiais utilizados
Alcance de liga semelhante ao SLM; Fios de soldagem padrão e muitos pós soldáveis são utilizáveis
Construa velocidade
Comparável ao (ou abaixo) Binder Jetting
Propriedades da peça impressa
~ 95-99% de densidade (alimentação do fio geralmente mais alto que o pó); solda como microestrutura com propriedades direcionais; A resistência à tração pode se aproximar de um tratamento térmico adequado
Precisão dimensional
± 0,5-1,0 mm típico
Tamanho típico de construção
Geralmente o maior dos quatro
Espessura comum da camada
0,3-1,5 mm (fio) ou 0,2-0,8 mm (pó), dependendo do bico e da potência
Apoiar
Geralmente não é necessário; Operações manipuladas por meio de planejamento de caminho ou equipamentos temporários
Rugosidade da superfície típica
RA> 20–40 µm
Custo por parte
$$ - $$$ (o equipamento é caro, mas a alta taxa de deposição reduz o custo para peças/reparos grandes)
Principais aplicações
Reparo/reforma, adição de características, grandes componentes estruturais, em branco da forma líquida para usinagem subsequente
Materiais para impressão 3D de metal
Embora metais de engenharia amplamente utilizados, como aços inoxidáveis, titânio e ligas de alumínio, estejam disponíveis para impressão 3D de metal, muitas outras ligas de alto desempenho ou personalizadas usadas na fabricação convencional ainda são mais difíceis de obter ou se qualificar para AM. Como os pós imprimíveis são tipicamente atomizados a gás para serem esféricos, de tamanho estreitamente e com baixo teor de oxigênio, eles são caros, disponíveis em menos ligas e ainda produzidos com rendimento relativamente baixo. Dito isto, o número de metais disponíveis para a impressão 3D de metal está crescendo rapidamente. Hoje, os engenheiros podem selecionar de ligas, incluindo sistemas de cromo baseados em níquel e cobalto - materiais que são notoriamente difíceis de usinar tradicionalmente.
Abaixo estão alguns exemplos de metais AM comuns, com aços inoxidáveis, titânio e alumínio ainda entre os mais amplamente utilizados:
Aços inoxidáveis
Aços da ferramenta
Ligas de titânio
Ligas de alumínio
Superlloys baseados em níquel
Ligas de cromo cobalto
Ligas à base de cobre
Metais preciosos (ouro, prata, platina, etc.)
Metais exóticos (paládio, tântalo, etc.)
Metal 3D Printing vs Fabricação Tradicional
Quando você precisa de apenas algumas peças de metal complexas e de alto desempenho, os métodos baseados em ferramentas são lentos e caros. A impressão 3D de metal evita ferramentas e torna a geometria complexa direta. Para projetos simples ou grandes quantidades, a usinagem ou fundição CNC geralmente é mais barata e rápida. Abaixo está uma visão geral de como a impressão 3D metal se compara aos processos subtrativos (usinagem CNC) e formativos (fundindo) nos aspectos -chave.
Aspecto
Impressão 3D de metal
Usinagem CNC
Fundição de metal
Liberdade de design
Excelente para canais complexos/internos, treliças, consolidação de peças
Limitado pelo acesso à ferramenta e geometria do cortador
Bom para formas externas orgânicas, mas precisa de rascunho/núcleos e lutas com canais totalmente fechados
Ferramenta / configuração
Sem moldes ou ferramentas de corte; Apenas a configuração de corte/suporte
Sem moldes, mas a programação de fixação e came necessária
Requer moldes/matrizes/núcleos; Alto tempo e custo adiantados
Líder de tempo (protótipo)
Horas - dias
Dias (programação + usinagem)
Semanas - meses (compilação de ferramentas)
Custo unitário vs. volume
Plano/alto por peça; Escalas mal em alto volume
Diminui com o volume, mas cada parte ainda precisa de tempo da máquina.
Muito baixo em alto volume; Excelentes economias de escala após ferramentas
Precisão dimensional
Moderado; Efeitos de encolhimento/térmica, dependente do processo (± 0,1-0,3 mm típico para PBF).
Alto; ± 0,01-0,05mm comum em recursos de precisão
Moderado; ± 0,1-0,5 mm típico (investimento
Acabamento superficial (como feito)
Mais áspero (ra ~ 5–20+µm); acabamento frequentemente necessário
Bom - excelente
Justo - reto; geralmente precisa de usinagem/polimento
Propriedades mecânicas
Pode se aproximar da força forjada após HT/quadril adequado, mas a fadiga geralmente menor devido à porosidade e superfície; Recomendado de alívio do estresse/quadril
Usa caldo forjado → Desempenho mecânico previsível e alto
Microestrutura fundida; Propriedades de tração e fadiga geralmente abaixo forjadas, mas podem ser melhoradas com tratamento térmico (e às vezes quadril)
Tamanho da peça
Limitado pela Câmara de Construção (exceto Ded)
Limitado pelo envelope da máquina; existem grandes fábricas
Peças muito grandes viáveis (fundição de areia, fundição de investimentos)
Faixa de material
Crescendo, mas ainda menos ligas qualificadas
Quase qualquer metal mágico
Muito amplo; a maioria das ligas castáveis, embora algumas sejam difíceis
Eficiência de desperdício / material
Baixo; pó não utilizado frequentemente reciclado
Resíduos de chip alto (a menos que reciclado separadamente)
Resíduos moderados (sucata de bloqueio/riser)
Pós -processamento
Remoção de suporte, tratamento térmico, quadril, usinagem para tolerância
Fettling, tratamento térmico, usinagem para tolerância final
Melhores casos de uso
Peças complexas, de baixo volume e alto valor; iteração rápida; Canais internos/treliças
Peças de precisão com tolerâncias apertadas, volumes moderados
Alto volume ou peças muito grandes, onde o custo de ferramentas pode ser amortizado
Escolha a impressão de metal sobre a fabricação tradicional
1.A geometria impulsiona o desempenho
Canais internos, preenchimento de treliça, caminhos de resfriamento conforme e consolidados, os conjuntos de uma peça são difíceis ou impossíveis de usinar ou fundir.
2. Quantidades baixas
Se você precisar de apenas 1 a 50 peças, como protótipos, execuções piloto ou peças de reposição, métodos baseados em ferramentas raramente são recompensados. A fabricação aditiva evita moldes e matrizes, mantendo o custo unitário relativamente plano e razoável em volumes muito baixos.
3. Iteração rápida de design
Basta atualizar o arquivo CAD, remar e imprimir - não novos acessórios ou moldes. O CNC pode ser reprogramado, mas muitas vezes ainda precisa de alterações de acessórios/ferramentas, enquanto o lançamento quase sempre exige ferramentas novas ou modificadas.
4.O lead time é importante mais do que o custo unitário
Uma parte do metal complexa geralmente pode ser impressa em poucos dias - mais rápido do que as de 6 a 8 semanas necessárias para construir e provar ferramentas de elenco. Para situações de AOG (aeronave no solo) ou ferramentas urgentes, a velocidade supera o preço da peça.
5. Ligas difíceis de fazer de máquina
Inconel, Co CR e outras super -loys são caras de cortar: são difíceis, trabalham endurecem rapidamente e destruem ferramentas. A impressão 3D de metal pula a maioria dos cortes, evitando problemas de desgaste da ferramenta e calor. Processos de alta energia como SLM ou EBM podem até construir componentes a partir de metais de ponto de fusão ultra alto, como o tungstênio (3422 ° C) que são quase impossíveis de máquina de máquina.
6. Minimize o desperdício de material (compra para voar.
A usinagem tradicional pode descartar 80 a 90% de um tarugo aeroespacial. Com a cama em pó, a maioria dos pó não utilizada pode ser peneirada e reutilizada, para que você esteja muito mais próximo da forma quase líquida; Por exemplo, um suporte de titânio pode precisar de apenas ~ 1,2 × sua massa final em vez de ~ 6 ×.
7. On Demand ou na produção no local
Imprimir peças de reposição onde você as usa reduz o inventário e a logística. Uma plataforma offshore pode imprimir uma alça de válvula de aço inoxidável personalizada no local, em vez de esperar semanas por uma substituição usinada.
8. Reparar ou adicionar recursos às peças existentes
A deposição de energia direcionada reconstrói dicas de lâmina de turbina usadas ou adiciona chefes a uma moradia dispendiosa. Após a deposição, o acabamento do CNC restaura os perfis exatos, geralmente mais baratos do que a remanufatura de toda a parte.
9. Otimização da topologia e peso leve
AM permite que você perceba geometrias orgânicas e otimizadas que removem a massa de rolamento sem carga. Uma dobradiça aeroespacial redesenhada com o preenchimento da treliça pode reduzir o peso em cerca de 40%, mantendo a força, um resultado impraticável para moinho ou fundição.
10. Consolidação de montagem
Imprima uma parte integrada em vez de usinar e aparafusar muitas peças. Por exemplo, um coletor hidráulico de 12 peças com vários caminhos de vazamento pode se tornar um único bloco impresso com canais internos. Isso significa menos prendedores, menos articulações, menos tempo de montagem e maior confiabilidade.
11. Materiais personalizados ou graduados
Precisa de uma liga de nicho ou propriedades diferentes em diferentes zonas? Alguns sistemas AM (especialmente DED) podem trocar de pós ou fios durante a construção para criar gradientes de composição. As equipes de pesquisa imprimem implantes Ti -NB com regiões mais suaves para integração óssea e seções mais rígidas para rolamentos de carga, tudo em uma construção.
O custo da impressão 3D de metal
A impressão 3D de metal é geralmente mais cara que o plástico, porque os custos são mais altos em três áreas: equipamentos, materiais e operações de pós -processamento. As seções abaixo discutem cada uma delas em detalhes.
Custo do equipamento
As impressoras metálicas são muito mais complexas: lasers de alta potência ou vigas de elétrons, câmaras de gás inerte ou vácuo, sistemas de varredura a laser múltiplos, óptica de precisão e entrega de pó controlada - tudo muito mais caro que FDM ou máquinas de fotopolímeros. Camas de preço típicas por tecnologia:
SLM / DMLS (fusão de leito a laser): US $ 300.000 a US $ 2.000.000+
Deposição de energia direcionada (DED): US $ 200.000 a US $ 1.000.000+
Metal Binder Jetting (Printer Plus Debind/Sinter Units): US $ 300.000 a US $ 800.000+
Metal FDM / Filamento Material Extrusion (Printer Plus Debind / Sinter Units): US $ 100.000 a US $ 200.000
Custo do material
Os materiais de impressão 3D de metal também custam mais do que os plásticos típicos. Entre as matérias-primas de metal, o pó atomizado é o mais caro, porque deve ser produzido com alta esfericidade, uma faixa estreita de tamanho de partícula e teor de oxigênio muito baixo. O fio para ded é geralmente mais barato que o pó, enquanto o filamento de metal ligado ao polímero (usado no metal FDM) é ainda mais barato.
Pó atomizado (SLM, Binder Jetting): Aproximadamente US $ 100 a US $ 600 por kg, dependendo da liga (inoxidável na extremidade baixa, ti/ni na extremidade alta)
Fio (ded): aproximadamente US $ 20 a US $ 80 por kg; O Ded de alimentação em pó está mais próximo dos preços do leito em pó
Filamento de metal ligado a polímeros (Metal FDM): aproximadamente US $ 50 a US $ 150 por kg
Pós-processamento
Apoiar a remoção, os ciclos de alívio do estresse, o quadril, o acabamento CNC e os tratamentos de superfície podem adicionar centenas ou até milhares de dólares por construção ou por parte. O Binder Jetting e o Metal FDM também exigem debinding e sinterização, que adicionam tempo e custo do forno.
A tabela abaixo está uma quebra dos contribuidores típicos de custos DMLS/SLM. Observe como o pós -processamento representa uma parcela significativa do total.
Etapa de produção
Operação
Custo típico*
Fabricação
Pó de metal
US $ 200 a US $ 500 por kg (dependente do material)
Tempo da máquina (uma placa de construção)
US $ 2.000 a US $ 4.000
Pós -processamento
Ciclo de alívio do estresse
US $ 500 a US $ 600 por compilação
Remoção de peça/suporte
US $ 100 a US $ 200 por parte
Tratamento térmico / quadril
US $ 500 a US $ 2.500 por compilação
Usinagem CNC
US $ 500 a US $ 2.000 por parte
Acabamento de superfície / revestimento
US $ 200 a US $ 500 por parte
* Os números reais variam com geometria, tamanho do lote, material, região e como a loja aloca a sobrecarga. Uma única placa de construção pode conter 1 a 12 partes (ou mais), dependendo do tamanho da peça.
Além disso, o gás inerte consumível, o forno e a energia do laser, a peneiração e teste em pó, medidas de segurança de explosão/oxidação de poeira e manutenção e calibração contínuas tornam o custo operacional da impressão 3D metal significativamente maior que a da impressão plástica.
Conclusão
O potencial da impressão 3D metal vai muito além dos usos aeroespaciais e médicos de hoje. À medida que mais ligas, máquinas mais inteligentes e pós -processamento mais fácil ficam on -line, as empresas de muitos setores o usarão para validar o desempenho do mundo real e cortar custos em peças metálicas personalizadas e complexas. Se você está pensando em expandir seus recursos com metal AM,Entre em contato. Nossa equipe pode ajudá -lo a decidir quando e como faz sentido.