Os plásticos oferecem diversas vantagens sobre os metais em aplicações industriais, incluindo propriedades de leveza, resistência à corrosão, flexibilidade de design, excelente isolamento elétrico e menores custos de processamento e manutenção. À medida que os plásticos de engenharia modificados e de alto desempenho continuam a evoluir, muitas aplicações tradicionais dominadas por metais estão agora sendo parcial ou totalmente substituídas por plásticos. Entre estes, o ABS se destaca por sua resistência mecânica, tenacidade, processabilidade, potencial de acabamento superficial e custo-benefício bem equilibrados. Ocupa uma posição significativa dentro da família dos plásticos, atuando como uma ponte entre os plásticos commodities e os plásticos de engenharia.
Este artigo explora o que é o plástico ABS, seus benefícios e desafios na usinagem, aplicações típicas para peças ABS e dicas de especialistas para uma usinagem eficaz. Continue lendo para saber mais!
O que é plástico ABS?
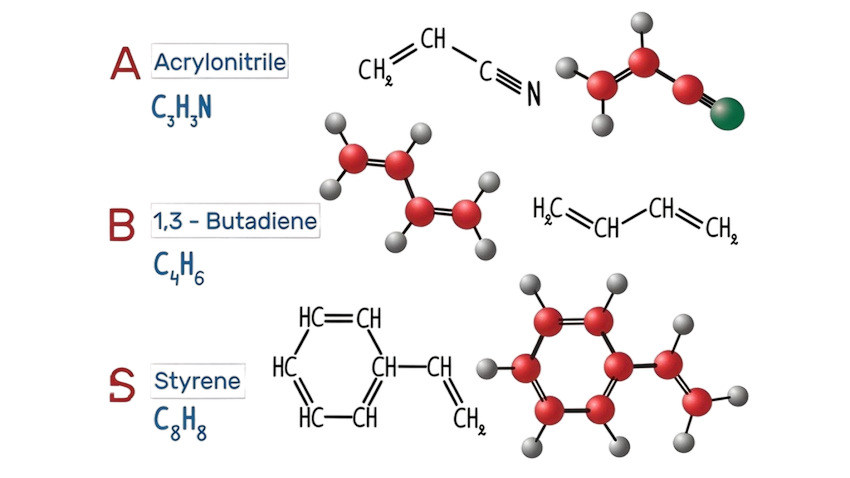
ABS (Acrilonitrila Butadieno Estireno) é um polímero termoplástico de baixo custo, feito pela combinação de seus três constituintes monômeros – acrilonitrila, butadieno e estireno, junto com quaisquer outros aditivos desejados. Algumas de suas principais propriedades são as seguintes:
Temperatura máxima: 176°F ~ 212°F (80°C ~ 100°C) para uso contínuo
Isolamento térmico: 0,14 - 0,20 W/m.K
A combinação sinérgica dos três monômeros no ABS proporciona tenacidade (componente B), dureza (componente A) e processabilidade (componente S). As propriedades podem ser ajustadas ajustando essas proporções. Além dessa flexibilidade, a escolha de plásticos ABS usinados para protótipos e produtos oferece os seguintes benefícios:
Resiste à quebra sob impacto e mantém a resistência mesmo em baixas temperaturas.
Fornece resistência estrutural estável e resistência ao desgaste.
Oferece isolamento elétrico confiável.
Tolera ácidos diluídos, álcalis e graxas.
Oferece excelente custo-benefício, atendendo à maioria dos requisitos gerais e sendo significativamente mais acessível que os plásticos de alto desempenho.
Possui alto brilho superficial, suporta fácil coloração e permite tratamentos secundários como pintura, galvanoplastia, revestimento a vácuo, impressão por transferência e serigrafia para diversos efeitos estéticos.
Supports versatile forming processes, including injection molding, extrusion, 3D printing, and Usinagem CNC.
Permite a modificação misturando-se com outros plásticos (por exemplo, liga ABS/PC, liga ABS/PBT) ou adicionando fibra de vidro, cargas minerais, retardadores de chama e agentes de endurecimento para melhorar as propriedades mecânicas, térmicas e retardantes de chama.
Contudo, é importante notar que o ABS é sensível a altas temperaturas. A exposição prolongada ao calor pode causar deformação ou envelhecimento. Quando usado ao ar livre, pode degradar-se ou desbotar com o tempo, exigindo estabilizadores UV para proteção. O ABS também tem resistência limitada a certos produtos químicos, como compostos aromáticos, cetonas e ésteres.
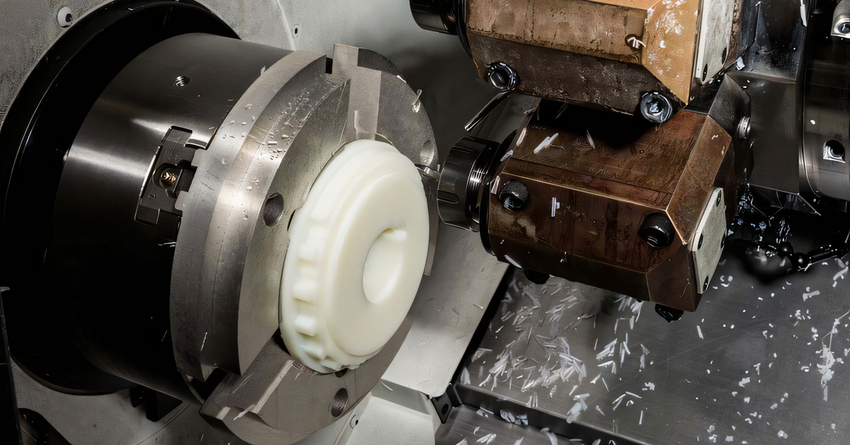
Benefícios da usinagem CNC ABS
Embora o ABS seja frequentemente associado à moldagem por injeção e à impressão 3D, particularmente na produção em larga escala ou na prototipagem rápida. No entanto, a usinagem CNC oferece vantagens distintas em certas aplicações. Aqui estão os principais benefícios de escolher ABS usinado em CNC:
É um método econômico para produzir peças ABS com geometrias complexas e tolerâncias restritas, já que não é necessário criar moldes caros.
A usinagem CNC não envolve processos de fusão ou cura, garantindo que o ABS retenha todas as suas propriedades mecânicas, como resistência e tenacidade.
A usinagem CNC produz peças ABS com superfícies lisas e marcas mínimas de ferramentas visíveis, reduzindo a necessidade de pós-processamento. Ao contrário da impressão 3D, que muitas vezes deixa linhas de camada, ou da moldagem por injeção, que pode resultar em linhas de solda, linhas de fluxo ou marcas de afundamento, a usinagem CNC oferece qualidade e precisão de superfície consistentes.
Para pequenos lotes ou protótipos, a usinagem CNC ABS oferece tempos de entrega mais rápidos em comparação com o longo processo de projeto e produção de moldes de injeção. Isso acelera as fases de desenvolvimento e teste.
Desafios do ABS na usinagem CNC
Tal como acontece com outros plásticos usinados, dois defeitos de usinagem muito comuns no plástico ABS são a distorção e um acabamento superficial ruim.
1. Distorção no ABS ocorre quando o material deforma, dobra ou deforma durante ou após a usinagem. Isso normalmente acontece pelos seguintes motivos:
O ABS tem uma temperatura de deflexão térmica relativamente baixa e baixa condutividade térmica. Como resultado, o calor pode acumular-se rapidamente no local da usinagem, amolecendo o material e causando sua deformação.
Em relação aos metais comumente usinados, os plásticos ABS sofrem uma expansão térmica significativa quando aquecidos. Isso pode fazer com que um maquinista inexperiente remova muito material, o que ficará evidente quando a peça esfriar e encolher.
Usar velocidades de corte e taxas de avanço inadequadas ou ferramentas cegas pode gerar calor excessivo e causar deformação.
A fixação inadequada pode fazer com que a peça se mova ou flexione durante a usinagem, resultando em distorção.
2. Outro desafio comum na usinagem CNC de plástico ABS é conseguir um acabamento superficial de alta qualidade. Comparado aos metais ou materiais mais duros, o ABS é mais propenso a marcas de ferramentas e linhas de vibração durante a usinagem. Parâmetros de usinagem inadequados ou vibrações da ferramenta muitas vezes agravam esses problemas. Essas imperfeições podem comprometer a integridade das conexões do ABS, levando a possíveis vazamentos ou fazendo com que as peças transparentes do ABS pareçam embaçadas.
Dicas para usinagem CNC eficaz de ABS
Para evitar as armadilhas associadas à usinagem de plástico ABS, aqui estão algumas dicas úteis para obter resultados eficientes e de alta qualidade:
Use plástico ABS de qualidade mecânica
Ajustando a proporção dos três monômeros, peso molecular e aditivos, vários graus diferentes de plástico ABS podem ser produzidos. O ABS de nível de máquina é projetado especificamente para usinagem. Ao contrário do ABS para extrusão e moldagem por injeção, que são otimizados para fluxo de fusão, o ABS para máquina é formulado com estabilizadores de calor para evitar a deformação causada pelo calor friccional durante os processos de corte, demonstrando baixa tensão interna, alta rigidez e estabilidade dimensional . Sempre use ABS de nível de máquina ao fresamento, torneamento ou perfuração para garantir peças de alta precisão e um acabamento superficial superior.
Use ferramentas de corte apropriadas
Ferramentas projetadas para usinagem de aço de alta resistência e ligas de titânio não são a melhor escolha para plásticos ABS. Ao usinar ABS, ferramentas de aço rápido (HSS) e metal duro são comumente usadas. Manter arestas de corte afiadas é essencial para minimizar a resistência ao corte, reduzir o acúmulo de calor e evitar o amolecimento ou derretimento do material.
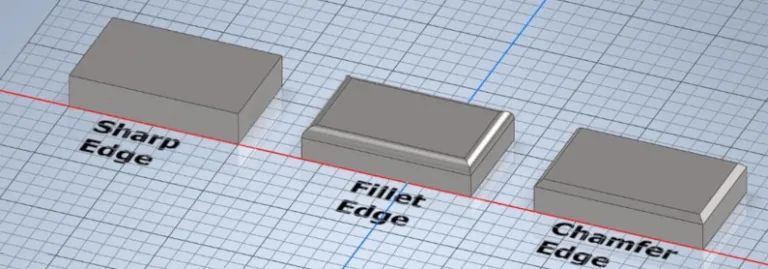
Para obter resultados ideais, use ferramentas com ângulo de saída positivo de 10° a 15°, ângulo de alívio de 5° a 10° e raio de aresta pequeno para facilitar a remoção eficiente de cavacos e reduzir a geração de calor. Normalmente, ferramentas de metal duro sem revestimento são preferidas para minimizar o atrito, mas nos casos em que a adesão é uma preocupação, ferramentas com revestimentos de baixo atrito como TiN (nitreto de titânio) ou DLC (carbono semelhante a diamante) podem ajudar a evitar a aderência de cavacos e melhorar a qualidade da superfície.
Adapte seus parâmetros de corte
O ABS é sensível ao calor e velocidades de corte excessivas podem causar superaquecimento localizado, fazendo com que o material amoleça ou derreta. Geralmente é recomendado usar velocidades do fuso entre 1.000 e 3.000 RPM, dependendo do diâmetro da ferramenta e da profundidade de corte. Em comparação, metais como aço ou alumínio podem tolerar velocidades de corte muito mais altas, geralmente variando de 5.000 a 10.000 RPM ou mais.
Taxas de avanço muito altas podem resultar em trepidação ou acabamento superficial áspero, enquanto taxas muito baixas podem causar atrito entre a ferramenta e a peça de trabalho, gerando excesso de calor. Ao usinar ABS, é crucial equilibrar a taxa de avanço para evitar que o plástico estique ou desenvolva rebarbas. Além disso, fazer cortes profundos em uma única passagem pode aumentar o calor localizado, causando deformação ou derretimento. Em vez disso, opte por vários cortes superficiais para controlar efetivamente o acúmulo de calor e manter a estabilidade dimensional.
Use um refrigerante apropriado
O plástico ABS está sujeito a superaquecimento e deformação durante a usinagem se a refrigeração não for aplicada corretamente. No entanto, nem todos os refrigerantes são adequados para ABS. O material é sensível a certos solventes aromáticos, que podem causar rachaduras ou degradação superficial. Para evitar esses problemas, escolha sempre refrigerantes não aromáticos e específicos para plásticos.
Ao contrário da usinagem de metais, que muitas vezes depende de refrigerantes à base de óleo ou emulsionados, o ABS requer resfriamento eficiente e de baixa temperatura devido ao seu ponto de fusão relativamente baixo (aproximadamente 220°C). Os refrigerantes solúveis em água são altamente eficazes para usinagem de ABS, pois dissipam efetivamente o calor, preservando a integridade do material.
Os refrigerantes específicos para plásticos podem ser aplicados de diversas formas, dependendo da intensidade de corte. As opções incluem um jato de gás pressurizado para resfriamento leve, uma névoa contínua para resfriamento moderado ou um líquido fluido para resfriamento pesado em operações mais exigentes.
Recozir o plástico ABS
Para aliviar tensões internas e melhorar a estabilidade dimensional, considere recozer o plástico ABS antes da usinagem. O recozimento envolve o aquecimento gradual do material em um forno de tratamento térmico, mantendo-o na temperatura apropriada e depois resfriando-o lentamente.
Este processo controlado garante que as tensões internas sejam aliviadas uniformemente, melhorando a usinabilidade e a estabilidade do material. É especialmente benéfico para peças com geometrias complexas ou paredes finas, pois reduz a probabilidade de fissuras ou empenamentos durante a usinagem.
Aplicações comuns de peças ABS usinadas em CNC
O ABS é popular para aplicações que precisam de um plástico forte e estável com facilidade de conformação. A usinagem CNC oferece benefícios exclusivos para peças personalizadas, de baixo volume e de alta precisão. Aqui estão algumas aplicações típicas de ABS usinado CNC:
Caixas e gabinetes personalizados: O ABS é frequentemente usado para criar gabinetes eletrônicos personalizados, gabinetes de instrumentos e gabinetes de proteção que exigem dimensões exatas e desempenho confiável.
Componentes automotivos: Na indústria automotiva, o ABS é usinado para produzir peças de acabamento interno, componentes de painel e acessórios especializados que exigem precisão e acabamentos de alta qualidade.
Acessórios para produtos de consumo: o ABS é usado para fabricar acessórios de consumo personalizados, como peças para fones de ouvido, suportes e outros dispositivos especializados .
Brinquedos: o acabamento liso do ABS o torna um material preferido para brinquedos, incluindo bonecos de ação, peças de jogos de tabuleiro e quebra-cabeças. Um exemplo bem conhecido são os tijolos LEGO, feitos de ABS devido à sua durabilidade e usinabilidade precisa.
Prototipagem Médica: o ABS serve como material de escolha para prototipagem de dispositivos médicos, incluindo suportes, acessórios e invólucros personalizados para instrumentos e ferramentas médicas.
Gabaritos e acessórios: Para operações de fabricação, o ABS é usado para criar gabaritos, acessórios e ferramentas duráveis que facilitam os processos de montagem e produção.
Modelos Educacionais: ABS usinado em CNC é frequentemente usado para modelos educacionais e ferramentas de demonstração, valorizados por sua facilidade de usinagem e durabilidade em ambientes de aprendizagem interativos.
Produção de baixo volume: Para produção de pequenos lotes, o ABS oferece uma solução econômica onde a criação de moldes para moldagem por injeção seria impraticável ou muito cara.
Crie peças ABS usinadas personalizadas com Chiggo
Na Chiggo, oferecemos serviços premium de usinagem CNC de plástico a preços competitivos. Nossos engenheiros e maquinistas especializados, com mais de 20 anos de experiência, são especializados em trabalhar com materiais como ABS para garantir que suas peças atendam — ou excedam — os requisitos de acabamento superficial e tolerância. Faça parceria com a Chiggo hoje e deixe-nos ajudar a tornar seu próximo projeto de usinagem ABS um sucesso retumbante. Entre em contato conosco agora para começar!